技术特征:
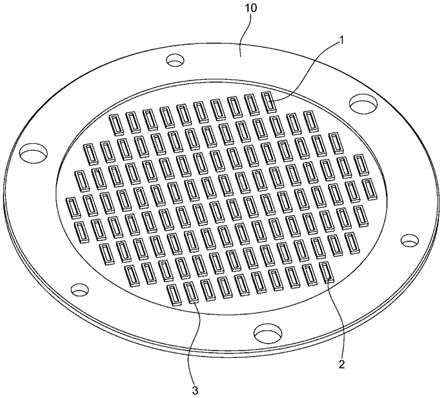
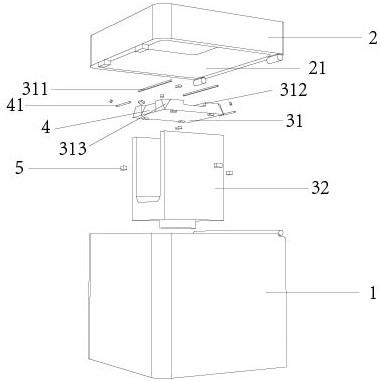
1.一种用于制造镶字块(1)的制造方法,所述镶字块(1)包括旨在供用户观看的上表面(2)和外周缘(3)、用于所述镶字块(1)靠置在钟表的表盘或结构上的下表面(4)、以及从所述下表面(4)突出的至少一个支脚(5),所述方法包括以下步骤:
‑
用金属材料制成基体(10),所述基体具有顶面(11)和底面(12);
‑
在所述基体中从所述顶面开始以预定的加工深度p加工出所述镶字块(1)的所述上表面(2)和所述外周缘(3);
‑
清洗加工过的所述基体;
‑
在所述基体的加工过的所述顶面上沉积清漆层,以覆盖所述顶面、所述镶字块(1)的所述上表面(2)和所述外周缘(3);
‑
使所沉积的清漆层干燥;
‑
在所述基体(10)的所述顶面上至少在整个加工深度上沉积胶水层(14),并且使胶水干燥,其中,所述胶水层叠加在所述清漆层上;
‑
经由所述基体(10)的所述底面(12)以深度p'加工所述镶字块(1)的所述下表面(4)和所述支脚(5),所述深度p'大于所述基体(10)的厚度e减去所述顶面的加工深度p;
‑
将所述基体插入液体溶液浴中,以溶解所述胶水层(14)并释放所述镶字块(1);
‑
根据所述镶字块的交货方式包装所述镶字块。2.根据权利要求1所述的制造方法,还包括以下步骤:
‑
对在所述基体(10)中加工出的所述镶字块(1)的所述上表面(2)和所述外周缘(3)进行修整;
‑
对所述基体(10)进行电解浸出。3.根据权利要求1所述的制造方法,其中,所述清漆层(13)的厚度在20μm至100μm之间。4.根据权利要求1至3中任一项所述的制造方法,其中,将所述清漆层(13)在80℃干燥30分钟,然后在140℃干燥60分钟。5.根据权利要求1至4中任一项所述的制造方法,其中,所述基体(10)由金属材料制成,所述金属材料例如是黄铜、铝或贵金属。6.根据权利要求1至5中任一项所述的制造方法,其中,将所述胶水层(14)在烘箱中在45℃干燥5小时。7.根据权利要求1至6中任一项所述的制造方法,其中,所述基体的液体溶液浴在篮中进行。8.根据权利要求1至7中任一项所述的制造方法,其中,执行所述胶水层的表面平整步骤,以获得均匀的厚度。9.根据权利要求1至8中任一项所述的制造方法,其中,在至少一个覆盖元件的下方经由所述基体(10)的所述底面(12)加工所述镶字块,并且加工尺寸略大于所述镶字块(1)的所述外周缘(3)。10.根据权利要求9所述的制造方法,其中,在经由所述基体的所述底面进行加工以形成所述镶字块(1)的所述下表面的同时,为所述镶字块(1)形成至少一个支脚(5)。11.一种手表,其包括至少一个通过根据权利要求1至10中任一项所述的制造方法制造的镶字块(1)。
技术总结
本发明涉及一种用于制造镶字块的方法,该镶字块包括旨在供用户观看的上表面和外周缘、用于该镶字块靠置在钟表的表盘或结构上的下表面、以及从该下表面突出的至少一个支脚,所述方法可以获得涂清漆的镶字块。述方法可以获得涂清漆的镶字块。述方法可以获得涂清漆的镶字块。
技术研发人员:G
受保护的技术使用者:尤尼韦索有限公司
技术研发日:2021.05.17
技术公布日:2021/11/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。