1.本实用新型涉及刹车蹄片加工技术领域,具体涉及刹车蹄片腹板表面附件焊接定位装置。
背景技术:
2.汽车零部件中的刹车蹄片是由多个部分组合焊接而成,刹车蹄片的腹板的表面需要进行小型附件的焊接,小型部件需要准确焊接于腹板的固定位置,焊接前需要对腹板进行定位,才能确保焊接的质量。
3.由于腹板为弧形结构,腹板固定较麻烦,现有技术中,腹板固定时是通过周边的固定柱形成供腹板放置的空间进行固定,固定时腹板放置和取出较麻烦,且固定效果不好,还是会有移位现象,影响焊接,另小型附件的焊接位置需要通过划线确定,每一个腹板进行附件焊接前都需要划线,工作量大,工作效率低,小型附件焊接前也需要进行固定,通常是直接人工辅助固定,固定不稳定,甚至影响焊接操作。
技术实现要素:
4.本实用新型要解决的技术问题是提供刹车蹄片腹板表面附件焊接定位装置,能够解决腹板固定时放置和取出麻烦、固定效果差、焊接位置需划线定位导致工作效率低下、附件固定不稳定的问题。
5.为解决上述技术问题,本实用新型的技术方案为:刹车蹄片腹板表面附件焊接定位装置,用于对腹板和腹板表面的附件进行定位,腹板为弧形结构,且腹板的一端设有圆弧形缺口,另一端为圆弧端,刹车蹄片腹板表面附件焊接定位装置包括腹板定位机构和附件定位机构;
6.所述腹板定位机构包括限位柱、支撑座、支撑柱和限位块,所述支撑座设有数个,数个支撑座呈弧形状分布,一端部的支撑座顶部固定有限位柱,限位柱对应于腹板的圆弧形缺口的一端,另一端部的支撑座顶部固定有限位块,所述限位块的一侧设有限位槽,限位槽对应于腹板的圆弧端,靠近限位块的支撑座的顶部固定有支撑柱;
7.所述附件定位机构包括压板和压柱,所述压板设于限位块侧上方,压板上开设有与附件形状相同的附件放置口,压板上方设有压柱,所述压柱对应于附件放置口上方。
8.进一步地,所述压板的侧面连接有升降块,所述升降块的底部连接升降气缸,所述压柱的顶部固定有连接块,所述连接块通过旋转气缸和升降气缸驱动旋转和升降。
9.进一步地,所述数个支撑座中,固定限位柱的支撑座、固定限位块的支撑座高度相同,固定支撑柱的支撑座的高度低于固定限位柱的支撑座的高度。
10.进一步地,所述数个支撑座中,固定支撑柱的支撑座上还固定有挡柱,所述挡柱和支撑柱错开设置,挡柱的高度高于支撑柱的高度,挡柱对应于腹板的侧边。
11.采用上述结构后,本实用新型的优点在于:通过腹板定位机构对刹车蹄片腹板进行定位,再通过附件定位机构对腹板表面焊接的附件进行定位,固定效果好,提高工作效
率;
12.腹板定位机构的限位柱和限位块可对腹板的两端部进行位置限定,支撑座对腹板进行支撑,挡住可对腹板的侧面进行限位固定,腹板位置得到限位,固定时腹板放置和取出较方便,且固定效果好,附件定位机构的压板下降后与腹板定位机构的位置相对固定,压板上的附件放置口与腹板的位置则相对固定,只需将附件放置到附件放置口内即可,附件与腹板的位置即确定,无需进行划线定位,降低工作量,压板不仅具有对附件的限位作用,也可同时对腹板进行压制固定,固定效果更好,通过压柱再对附件进行压制固定,确保附件与腹板的焊接质量。
附图说明
13.图1为刹车蹄片腹板的结构示意图;
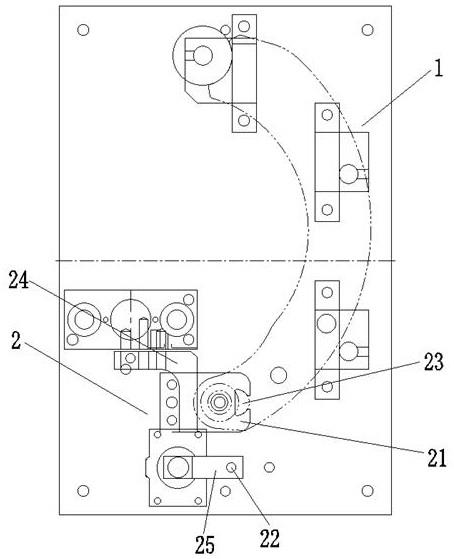
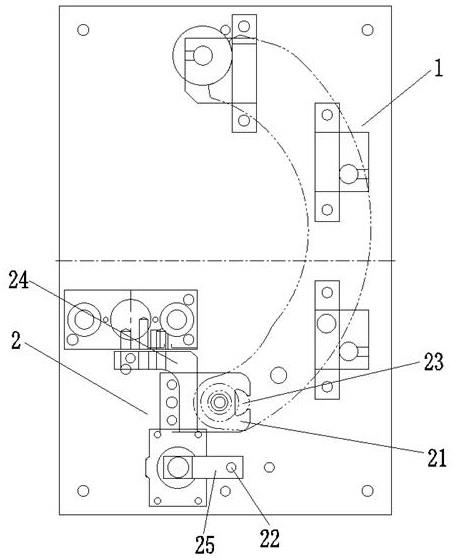
14.图2为本实用新型的刹车蹄片腹板表面附件焊接定位装置的俯视结构示意图;
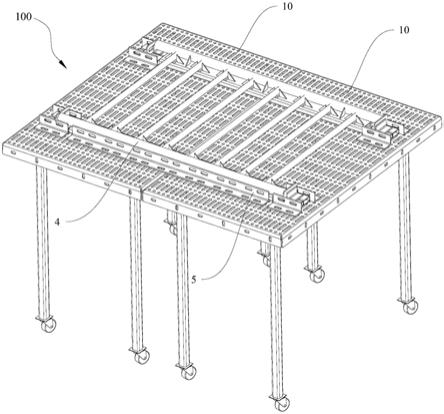
15.图3为本实用新型的刹车蹄片腹板表面附件焊接定位装置的腹板定位机构的结构示意图。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明。下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
17.如图1
‑
图3所示,本具体实施方式采用如下技术方案:刹车蹄片腹板表面附件焊接定位装置,用于对腹板10和腹板10表面的附件101进行定位,腹板10为弧形结构,且腹板10的一端设有圆弧形缺口,另一端为圆弧端。
18.刹车蹄片腹板表面附件焊接定位装置,包括腹板定位机构1和附件定位机构2,通过腹板定位机构1对刹车蹄片腹板10进行定位,再通过附件定位机构2对腹板10表面焊接的附件101进行定位,固定效果好,提高工作效率。
19.腹板定位机构1包括限位柱12、支撑座11、支撑柱13和限位块14,支撑座11设有数个,数个支撑座11呈弧形状分布,一端部的支撑座11顶部固定有限位柱12,限位柱12对应于腹板10的圆弧形缺口的一端,对腹板10定位时,可将腹板10的圆弧形缺口的一端卡于限位柱12侧边以固定,腹板10底部放置于支撑座11上,支撑座11起支撑作用,另一端部的支撑座11顶部固定有限位块14,限位块14的一侧设有限位槽,限位槽对应于腹板10的圆弧端,腹板10定位时,可将腹板10的圆弧端置于限位块14的限位槽内以固定,腹板10底部放置于支撑座11上,支撑座11起支撑作用,靠近限位块14的支撑座11的顶部固定有支撑柱13,腹板10底部放置于支撑柱13上,支撑柱13对腹板10底部进行支撑,固定限位柱12的支撑座11、固定限位块14的支撑座11高度相同,固定支撑柱12的支撑座11的高度低于固定限位柱12的支撑座11的高度,固定支撑柱12的支撑座11上还固定有挡柱15,挡柱15和支撑柱13错开设置,挡柱15的高度高于支撑柱13的高度,挡柱15对应于腹板10的侧边,腹板10固定时,可通过挡柱15对腹板10的侧边进行位置限定,腹板10得到位置限定,固定时腹板10放置和取出较方便,且固定效果好。
20.附件定位机构2包括压板21和压柱22,压板21设于限位块14侧上方,压板21上开设
有与附件形状相同的附件放置口23,压板21的侧面连接有升降块24,升降块24的底部连接升降气缸,腹板10表面的附件101进行位置定位时,将压板21通过升降气缸下降,压板21压于腹板10顶部,由于压板21与腹板定位机构1的位置是相对固定的,所以附件放置口23的位置与腹板10也相对固定,直接将半圆形附件101放置于附件放置口23内即可对附件101的位置进行定位放置,无需进行划线定位,降低工作量,压板21不仅具有对附件101的限位作用,也可同时对腹板10进行压制固定,固定效果更好,压板21上方设有压柱22,压柱22对应于附件放置口23上方,压柱22的顶部固定有连接块25,连接块25通过旋转气缸和升降气缸驱动旋转和升降,腹板10和附件101都放置完成后,通过旋转气缸和升降气缸带动压柱22下降,压柱22穿过附件放置口23压制于附件101顶部,对附件101进行固定,确保附件101与腹板10的焊接质量,再通过焊接装置对附件101点焊固定。
21.工作原理:对腹板10定位时,可将腹板10的圆弧形缺口的一端卡于限位柱12侧边以固定,腹板10底部放置于限位柱12底部的支撑座11上,支撑座11起支撑作用,将腹板10的圆弧端置于限位块14的限位槽内以固定,腹板10底部放置于限位槽底部的支撑座11上,支撑座11起支撑作用,腹板10底部放置于支撑柱13上,支撑柱13对腹板10底部进行支撑,通过挡柱15对腹板10的侧边进行位置限定,腹板10得到位置限定,固定时腹板10放置和取出较方便,且固定效果好;
22.将压板21通过升降气缸下降,压板21压于腹板10顶部,由于压板21与腹板定位机构1的位置是相对固定的,所以附件放置口23的位置与腹板10也相对固定,直接将附件101放置于附件放置口23内即可对附件101的位置进行定位放置,无需进行划线定位,降低工作量,压板21不仅具有对附件101的限位作用,也可同时对腹板10进行压制固定,固定效果更好,腹板10和附件101都放置完成后,通过旋转气缸和升降气缸带动压柱22下降,压柱22穿过附件放置口23压制于附件101顶部,对附件101进行固定,确保附件101与腹板10的焊接质量,再通过焊接装置对附件101点焊固定;通过腹板定位机构1对刹车蹄片腹板10进行定位,再通过附件定位机构2对腹板10表面焊接的附件101进行定位,固定效果好,提高工作效率。
23.以上所述的旋转气缸和升降气缸等部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本领域技术人员可通过技术手册得知或通过常规实验方法获知的,不再阐述。
24.本具体实施方式通过腹板定位机构对刹车蹄片腹板进行定位,再通过附件定位机构对腹板表面焊接的附件进行定位,固定效果好,固定时腹板放置和取出较方便,无需划线对附件进行定位,降低工作量,提高工作效率,压板不仅具有对附件的限位作用,也可同时对腹板进行压制固定,固定效果更好。
25.以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。