1.本发明涉及金属盖设计技术领域,特别是涉及一种二维码防盗取金属盖、制备方法及二维码防盗取罐。
背景技术:
2.随着国内经济的快速发展及消费观念的变化,近年来奶粉产品、营养粉产品等罐装产品越来越受大众接受和青睐。为了防止假货、杜绝不同市场地区成本差异引起串货,保护消费者和经销商利益,简化渠道操作,目前罐装产品多数使用了二维码标签和溯源技术,但实际防盗性一般,存在二维码被盗用的风险。
技术实现要素:
3.本发明的目的是提供一种二维码防盗取金属盖、制备方法及二维码防盗取罐,降低了二维码被盗用的风险。
4.为实现上述目的,本发明提供了如下方案:
5.一种二维码防盗取金属盖,包括:基本盖,所述基本盖上设有开口,所述开口通过粘在所述基本盖外表面的铝膜封口进行密封;
6.所述基本盖与所述铝膜封口粘贴的一面赋有第一二维码和辅助标识,所述铝膜封口一面与所述基本盖粘贴,所述铝膜封口覆盖所述第一二维码,所述铝膜封口不覆盖所述辅助标识,所述铝膜封口的另一面赋有第二二维码,根据所述第一二维码获取的第一数据和通过所述第二二维码获取的第二数据具有数据关联关系,扫描所述第一二维码获取的第一数据包括所述辅助标识或者所述第一数据与所述辅助标识具有设定的对应关系;所述辅助标识为字符串或图案。
7.可选地,所述第一二维码的尺寸为6*6mm~15*15mm。
8.可选地,所述铝膜封口与所述基本盖粘贴的表面上依次设置有保护层、热封层和热熔胶层;所述保护层为聚酯树脂、丙烯酸树脂或环氧树脂;所述热封层为聚丙烯树脂、聚酯树脂或丙烯酸树脂。
9.可选地,所述保护层的厚度范围为1.5
±
0.5g/m2,所述热封层的厚度范围为9.5
±
1.5g/m2;
10.所述开口为d型开口。
11.本发明还公开了一种二维码防盗取罐,所述二维码防盗取罐包括所述二维码防盗取金属盖。
12.本发明还公开了一种二维码防盗取金属盖制备方法,所述二维码防盗取金属盖制备方法用于制备所述二维码防盗取金属盖,所述二维码防盗取金属盖制备方法包括:
13.通过冲压获得基本盖;
14.通过激光器在所述基本盖的外表面的设定位置烧灼生成第一二维码和辅助标识,扫描所述第一二维码获取的第一数据包括所述辅助标识或者所述第一数据与所述辅助标
识具有设定的对应关系;所述辅助标识为字符串或图案;
15.对生成第一二维码的基本盖进行冲孔,获得具有开口的基本盖;
16.采用热封工艺将铝膜封口对所述基本盖的开口进行密封,所述铝膜封口覆盖所述第一二维码,所述铝膜封口不覆盖所述辅助标识;
17.通过激光器在所述铝膜封口与所述基本盖密封的另一面烧灼生成第二二维码;根据所述第一二维码获取的第一数据和通过所述第二二维码获取的第二数据具有数据关联关系。
18.可选地,所述采用热封工艺将铝膜封口对所述基本盖的开口进行密封,具体包括:
19.在所述铝膜封口的一面依次涂覆保护层、热封层和热熔胶层;所述保护层为聚酯树脂、丙烯酸树脂或环氧树脂;所述热封层为聚丙烯树脂、聚酯树脂或丙烯酸树脂;
20.采用热封工艺将涂覆有保护层、热封层和热熔胶层的铝膜封口对所述基本盖的开口进行密封。
21.可选地,所述保护层的厚度范围为1.5
±
0.5g/m2,所述热封层的厚度范围为9.5
±
1.5g/m2。
22.可选地,所述激光器为红外皮秒激光器,所述红外皮秒激光器的功率为50
‑
100w,波长1064
±
0.5nm。
23.可选地,所述第一二维码的尺寸为6*6mm~15*15mm。
24.根据本发明提供的具体实施例,本发明公开了以下技术效果:
25.本发明通过在基本盖与铝膜封口粘贴的表面设置第一二维码,在铝膜封口外表面设置第二二维码,且设置根据第一二维码获取的第一数据和通过第二二维码获取的第二数据具有数据关联关系,降低了二维码被盗用的风险。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
27.图1为本发明一种二维码防盗取金属盖结构示意图一;
28.图2为本发明一种二维码防盗取金属盖结构示意图二;
29.图3为本发明一种二维码防盗取金属盖制备方法流程示意图;
30.符号说明:1
‑
基本盖,2
‑
铝膜封口,3
‑
开口,4
‑
第一二维码,5
‑
第二二维码,6
‑
辅助标识,7
‑
拉手。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明的目的是提供一种二维码防盗取金属盖、制备方法及二维码防盗取罐,降
低了二维码被盗用的风险。
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
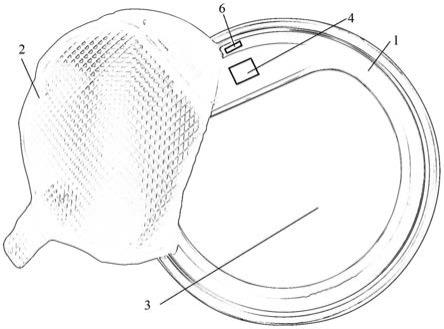
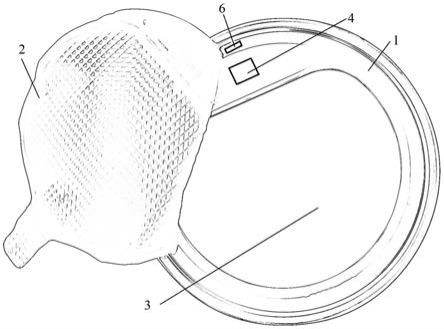
34.图1为本发明一种二维码防盗取金属盖结构示意图一,图2为本发明一种二维码防盗取金属盖结构示意图二,如图1
‑
2所示,一种二维码防盗取金属盖,包括:基本盖,基本盖上设有开口,开口通过粘在基本盖外表面的铝膜封口进行密封,形成易撕盖。基本盖为金属盖,具体为铁盖。开口为d型开口。基本盖为圆盖。
35.图1为易撕盖铝膜封口撕开之后的结构示意图,图2为易撕盖铝膜封口未撕开时结构示意图。
36.基本盖与铝膜封口粘贴的一面赋有第一二维码和辅助标识,铝膜封口一面与基本盖粘贴,铝膜封口覆盖第一二维码,铝膜封口不覆盖辅助标识,铝膜封口的另一面赋有第二二维码,根据第一二维码获取的第一数据和通过第二二维码获取的第二数据具有数据关联关系,扫描第一二维码获取的第一数据包括所述辅助标识或者第一数据与辅助标识具有设定的对应关系;辅助标识为字符串或图案。字符串包括数字、字母或数字与字母的组合。
37.作为具体实施例,辅助标识为第一二维码对应的地址数据的后四位。
38.当辅助标识为图案时,图案与扫描第一二维码获取的第一数据具备设定的对应关系。
39.第一数据和第二数据具有数据关联关系具体包括第一数据和第二数据均包括产品序列号,或者第一数据的存储数据表和第二数据的存储数据表具有关联字段。
40.第一二维码的尺寸为6*6mm~15*15mm。
41.铝膜封口与基本盖粘贴的表面上依次设置有保护层、热封层和热熔胶层。保护层为聚酯树脂、丙烯酸树脂或环氧树脂;热封层为聚丙烯树脂、聚酯树脂或丙烯酸树脂。
42.保护层的厚度范围为1.5
±
0.5g/m2,热封层的厚度范围为9.5
±
1.5g/m2。
43.第一二维码为qr码或dm码,第二二维码为qr码或dm码。
44.第一二维码和第二二维码进行了数据强关联,采用激光赋码工艺,第一二维码(积分码)在易撕盖d形区外铁圈盖处,第二二维码(溯源码)在铝膜封口上。第一二维码用于如积分兑换、可变营销、防串货、产品全生命周期标记、科普宣传,第二二维码用于如溯源、防串货、科普宣传。
45.积分码在产品打开前(例如:奶粉罐打开前)被破坏可能性极低,实现了真正意义的“暗码”,起到了防破坏的作用。
46.积分码直接呈现在素铁区域,且最终为密封状态,对易撕盖密封性无影响,与奶粉等内容物无直接接触,食品安全可靠。
47.用户通过对积分码和溯源码进行扫码即和获取相应的数据,使用体验性好。
48.积分码和溯源码可包括地址链接,从而实现可变营销,如产品科普、抽奖、节假日推广活动、产品全生命周期标记等。
49.本发明还公开了一种二维码防盗取罐,二维码防盗取罐包括二维码防盗取金属盖,即二维码防盗取罐采用的盖子为本发明二维码防盗取金属盖。
50.图2中7表示铝膜封口上的拉手。
51.图3为本发明一种二维码防盗取金属盖制备方法流程示意图,如图3所示,一种二
维码防盗取金属盖制备方法,包括:
52.步骤301:通过冲压获得基本盖。
53.步骤302:通过激光器在基本盖的外表面的设定位置烧灼生成第一二维码和辅助标识,扫描第一二维码获取的第一数据包括辅助标识或者第一数据与所述辅助标识具有设定的对应关系,辅助标识为字符串或图案。
54.辅助标识包括但不限定于字符串和图案。
55.作为具体实施例,辅助标识为第一二维码对应的地址数据的后四位。
56.当辅助标识为图案时,图案与扫描第一二维码获取的第一数据具备设定的对应关系。
57.其中,步骤302之后还包括:对第一二维码赋码检测,如第一二维码赋码有无漏喷、变形、残缺和不可读等情况检测。
58.利用防爆烟雾净化器吸附烧灼生成第一二维码和辅助标识生成的粉尘。
59.步骤303:对生成第一二维码的基本盖进行冲孔,获得具有开口的基本盖。
60.冲孔区域不包括生成第一二维码的区域。
61.步骤304:采用热封工艺将铝膜封口对所述基本盖的开口进行密封,铝膜封口覆盖第一二维码,铝膜封口不覆盖辅助标识。
62.步骤305:通过激光器在铝膜封口与基本盖密封的另一面烧灼生成第二二维码;根据第一二维码获取的第一数据和通过第二二维码获取的第二数据具有数据关联关系。
63.同一个易撕盖上的第一二维码对应的第一数据和第二二维码对应的第二数据为一个码包内的一组数据,码包内包括多组数据,各组数据均包括一个第一数据和一个第二数据。
64.其中,步骤305之后,具体还包括:
65.进行第二二维码赋码检测,如第二二维码赋码有无漏喷、变形、残缺和不可读等情况的检测,及利用第一二维码标记,校对第一二维码和第二二维码关联性是否正确。
66.利用防爆烟雾净化器吸附烧灼生成第二二维码产生的粉尘;
67.其中,步骤304具体包括:
68.在铝膜封口的一面依次涂覆保护层、热封层和热熔胶层;保护层为聚酯树脂、丙烯酸树脂或环氧树脂;热封层为聚丙烯树脂、聚酯树脂或丙烯酸树脂。
69.采用热封工艺将涂覆有保护层、热封层和热熔胶层的铝膜封口对基本盖的开口进行密封。
70.保护层的厚度范围为1.5
±
0.5g/m2,热封层的厚度范围为9.5
±
1.5g/m2。
71.激光器为红外皮秒激光器,红外皮秒激光器的功率为50
‑
100w,波长1064
±
0.5nm。
72.第一二维码的尺寸为6*6mm~15*15mm。
73.下面详细说明本发明一种二维码防盗取金属盖制备方法。
74.二维码防盗取金属盖的工艺流程依次为:上料、冲压、注胶、烘干、上盖、内赋码(第一二维码)、内赋码检测、内赋码除尘、冲孔、拉深、卷边、冲铝箔预封、封口、压花、外赋码(第二二维码)、外赋码检测、外赋码除尘、输出(含检测剔除)、红外杀菌、外观检测、包装。
75.step1、首先利用龙门冲床进行基本圆盖、注胶、烘干等生产,待用专用赋码易撕盖设备使用,易撕盖生产线采用双通道或以上多通道结构。
76.冲压:通过gt2a48全自动数控压力机,利用专用模具冲压后成为基本盖型。
77.注胶:冲压获得基本之后采用gt2c28高速旋转注胶机进行圆盖注胶生产(注胶主要为在盖子凹槽进行密封胶填充,主要起罐盖组合密封作用)。
78.烘干:注胶之后采用两段式电磁方式加热进行密封胶烘干。
79.上盖:将烘干后的基本盖放入赋码工位输送并利用磁铁吸附定位,先在基本盖外部进行积分码赋码(一般尺寸控制在6*6mm~15*15mm以内)。
80.赋码工艺:采用50
‑
100w高功率红外皮秒激光器,波长1064
±
0.5nm,0.2
‑
0.6秒时间内将内、外强关联数据包括激光烧灼产生图形或数字信息,如qr、dm等,分别赋在马口铁(基本盖的外表面的设定位置)和铝膜(铝膜封口)上产生内码和外码识别信息,并进行相关检测,内、外赋码工艺相似。
81.检测工艺是指在赋码步骤后伴随一个检测工序,针对赋码工艺所赋的码进行记录,可采用高清工业视频系统或是照相机等。
82.然后再进行冲孔、拉深、卷边工序。(冲孔是在基本盖圆盖的基础上利用专用模具冲出d型内圈,拉深和卷边主要为d圈使用专用模具做收边和安全防护,防止使用过程中有划伤等问题,行业内标准做法)。
83.step2、接下来进行冲铝箔预封、封口,一般使用0.09mm厚度铝膜,铝膜的上下面分别由保护层和热封层两部分组成,保护层涂膜厚度一般在1.5
±
0.5g/m2,主要起防止铝膜划伤和氧化保护作用;热封层涂膜厚度一般在9.5
±
1.5g/m2,主要起与基本盖粘合作用,热封工艺通常为上模220
±
10℃、下模200
±
10℃、热封压力0.5
‑
0.6mpa,速度80
‑
300次/分钟,最终铝膜热熔胶层粘在积分码上,当撕开铝膜后积分码上会留有胶印迹。
84.step3、根据外型设计对铝膜封口进行压花工序,结合赋码和个性化需求,可以选择不同的镂空压花,如中心圆形、方形、椭圆、心形、其它不规则形状等,压花工序主要是增加铝膜的强度,防止在灌装过程中有铝膜起皱和变形问题。
85.step4、在易撕盖d形区或铝膜压花平面区域进行外赋码(溯源码)和检测,外赋码工艺与内赋码工艺相同,之后对外赋码进行检测,两者检测方法相同。
86.step5、内外赋码比对,通过高清相机视觉检测和计算机软件对内外赋码进行比对,以确定内外赋码是否一致。如果内、外码赋码质量和信息有误统一剔除,在生产线末端设置有触点旁通机械(机械手等)或下沉式剔除机构,当通过外赋码检测点时,如果内外赋码检测结果不一致,则通过剔除工位对易撕盖进行剔除。
87.step6、进行易撕盖表面除尘和红外杀菌后统一包装:红外杀菌时的紫外线照射强度20
‑
50μm/cm2,除尘过滤精度0.2um以上。
88.step7、后续进行金属罐制罐、灌装、二维码激活(第一二维码和第二二维码)、包装工序。
89.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
90.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。