1.本实用新型涉及焊装夹具技术领域,具体为自动旋转车型焊装夹具。
背景技术:
2.由于车型工件的焊接不便于操作人工操作,并且人工焊接具有准确性不够高,焊接过程中工件会出现热变形,会导致工件之间的差异比较大,并且工件的焊接位置需要从不同角度进行焊接,人工需要翻转工件进行焊接操作。
3.该夹具可通过夹具上的定位销,base基准面,加紧臂等组件的协调作用,将工件安装到设定的位置上并加紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性的同时,配合焊接机器人可以进行多角度焊接。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型公开了自动旋转车型焊装夹具,以解决上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:自动旋转车型焊装夹具,包括base板,所述base板的顶端设置有l板,所述l板的顶端设置有支座,所述支座的背面两侧均设置有第一气缸,两个所述第一气缸的输出端均转动连接有夹紧臂,且两个所述夹紧臂的相对面靠近第一气缸的一侧均设置有限位块,所述支座的顶端固定连接有工件支撑板,所述支座的背面中间设置有第二气缸,且所述第二气缸的输出端固定连接有侧夹紧板,所述支座的正面设置有顶升气缸,且所述顶升气缸的输出端固定连接有挡板。
8.优选的,两个所述夹紧臂的底端远离第一气缸的一侧均固定连接有夹板,且多个所述夹板的底端固定连接有压块。
9.优选的,所述支座的顶端固定有多个支撑架,多个所述支撑架的顶端固定连接有定位销。
10.优选的,两个所述夹紧臂的顶端靠近第一气缸的一端固定连接有c形连接板,且两个所述c形连接板的底端与支座的顶端转动连接。
11.本实用新型公开了自动旋转车型焊装夹具,其具备的有益效果如下:
12.1、该实用新型通过控制气缸与之联接部件的运动予以夹紧,配合变位机和焊接机器人进行多角度焊接,可实现半自动化生产;采用夹紧装置,能够保证批量产品形状与尺寸精度。可以满足工件焊接精度要求,能有效地提高车型焊接工件的规模化生产效率、降低校型操作的劳动强度,并且降低工作产生的危险系数。
13.2、该实用新型结构简单,动作迅速,从初始状态到夹紧仅需几秒钟,符合大批量生产,各个定位单元保证了工件焊接的准确度,减少了工件的报废率,该套设备还可以配合其他工位进行流水线焊接。
附图说明
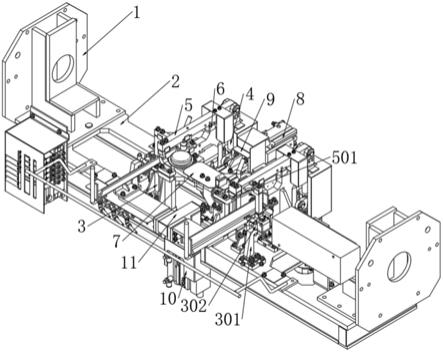
14.图1为本实用新型整体结构示意图;
15.图2为本实用新型俯视结构示意图;
16.图3为本实用新型正面结构示意图;
17.图4为本实用新型侧视结构示意图;
18.图5为本实用新型图1中a处放大结构示意图;
19.图6为本实用新型图1中b处放大结构示意图;
20.图7为本实用新型图1中c处放大结构示意图。
21.图中:1、base板;2、l板;3、支座;301、支撑架;302、定位销;4、第一气缸;5、夹紧臂;501、压块;6、限位块;7、支撑板;8、第二气缸;9、侧夹紧板;10、顶升气缸;11、挡板。
具体实施方式
22.本实用新型实施例公开自动旋转车型焊装夹具,如图1
‑
4所示,包括base板1,base板1用于安装夹具组件,上面有加工的坐标刻度线,用于夹具的基准状况的检测,base板1的顶端设置有l板2,l板2的顶端设置有支座3,支座3用于支撑夹具,且l板2用于安装夹具的压块501等夹紧组件,夹具高度调节和安放水平调整,使夹具按工艺布置要求定制安放,支座3的背面两侧均设置有第一气缸4,两个第一气缸4的输出端均转动连接有夹紧臂5,且两个夹紧臂5的相对面靠近第一气缸4的一侧均设置有限位块6,支座3的顶端固定连接有工件支撑板7,支座3的背面中间设置有第二气缸8,且第二气缸8的输出端固定连接有侧夹紧板9,支座3的正面设置有顶升气缸10,且顶升气缸10的输出端固定连接有挡板11。
23.两个夹紧臂5的底端远离第一气缸4的一侧均固定连接有夹板,且多个夹板的底端固定连接有压块501,在base板1的两侧设置有变位机,是由base板1,第一气缸4、夹紧臂5、第二气缸8、压块501以及顶升气缸10和挡板11组成;且初始状态为夹紧臂5打开,第一气缸4收缩,顶升气缸10气缸收缩,该焊装夹具中第一气缸4为两个clkga80
‑
125
‑
dcw6330w
‑
p3dwasc型号的气缸、第二气缸8为mlgpm63
‑
75型号气缸。
24.支座3的顶端固定有多个支撑架301,多个支撑架301的顶端固定连接有定位销302,两个夹紧臂5的顶端靠近第一气缸4的一端固定连接有c形连接板,且两个c形连接板的底端与支座3的顶端转动连接。
25.工作原理:
26.参考图1到图4
27.该焊接夹具是由base板1,第一气缸4、夹紧臂5、第二气缸8、压块501以及顶升气缸10和挡板11组成;该焊装夹具初始状态,夹紧臂5打开,第一气缸4收缩,顶升气缸10气缸收缩。
28.实施操作一;
29.当工件放到该焊接夹具的支撑板7上,利用支撑架301定位工件位置,第二气缸8动作伸出夹紧工件,第一气缸4动作夹紧工件,利用压块501固定工件,配合变位机转动设定程序的角度,机器人进行工件焊接;
30.实施操作二;
31.工件焊接完成后,第二气缸8收缩,第一气缸4动作打开夹紧臂5,从而使得压块501
松开工件,顶升气缸10伸出,使工件上升并脱离定位销302;
32.实施操作三;
33.变位机旋转角度,工件因重心偏移滑向挡板11上。
34.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.自动旋转车型焊装夹具,包括base板(1),其特征在于:所述base板(1)的顶端设置有l板(2),所述l板(2)的顶端设置有支座(3),所述支座(3)的背面两侧均设置有第一气缸(4),两个所述第一气缸(4)的输出端均转动连接有夹紧臂(5),且两个所述夹紧臂(5)的相对面靠近第一气缸(4)的一侧均设置有限位块(6),所述支座(3)的顶端固定连接有工件支撑板(7),所述支座(3)的背面中间设置有第二气缸(8),且所述第二气缸(8)的输出端固定连接有侧夹紧板(9),所述支座(3)的正面设置有顶升气缸(10),且所述顶升气缸(10)的输出端固定连接有挡板(11)。2.根据权利要求1所述的自动旋转车型焊装夹具,其特征在于:两个所述夹紧臂(5)的底端远离第一气缸(4)的一侧均固定连接有夹板,且多个所述夹板的底端固定连接有压块(501)。3.根据权利要求1所述的自动旋转车型焊装夹具,其特征在于:所述支座(3)的顶端固定有多个支撑架(301),多个所述支撑架(301)的顶端固定连接有定位销(302)。4.根据权利要求1所述的自动旋转车型焊装夹具,其特征在于:两个所述夹紧臂(5)的顶端靠近第一气缸(4)的一端固定连接有c形连接板,且两个所述c形连接板的底端与支座(3)的顶端转动连接。
技术总结
本实用新型公开自动旋转车型焊装夹具,涉及焊装夹具技术领域,自动旋转车型焊装夹具,包括Base板,所述Base板的顶端设置有L板,所述L板的顶端设置有支座,所述支座的背面两侧均设置有第一气缸,两个所述第一气缸的输出端均转动连接有夹紧臂,且两个所述夹紧臂的相对面靠近第一气缸的一侧均设置有限位块;该实用新型通过控制气缸与之联接部件的运动予以夹紧,配合变位机和焊接机器人进行多角度焊接,可实现半自动化生产;采用夹紧装置,能够保证批量产品形状与尺寸精度。可以满足工件焊接精度要求,能有效地提高车型焊接工件的规模化生产效率、降低校型操作的劳动强度,并且降低工作产生的危险系数。生的危险系数。生的危险系数。
技术研发人员:姚文俊 林钟洪
受保护的技术使用者:广州立新自动化设备有限公司
技术研发日:2021.03.06
技术公布日:2021/11/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。