1.本实用新型涉及生产质量管控技术领域,尤其涉及一种铸铁工艺中的材质防误刷读比对系统。
背景技术:
2.当前,在铸铁工艺作业中无法清楚的了解到每个工程铁水、砂模的匹配的状况。比如在熔解工程到球化工程之间中可能有以下情形:1.出汤为灰铁,有可能会进行球化;2.出汤为球铁,有可能不会进行球化。球化工程到造型工程之间可能出现球化的铁水与造型所换的模具产品材质不符的问题。取样工程到浇注砂模的过程中可能会出现浇注的铁水会浇到其它材质的砂模里。造型工程到浇注工程的过程中可能会出现造出的砂模与出汤铁水的材质不符。
技术实现要素:
3.针对上述现有技术存在的问题,本实用新型提出了一种材质防误刷读比对系统,基于看板体系,在工艺流程中的关键节点加入刷读防误机制,通过系统采集多重看板信息,并做到根据比对结果对工艺是否继续进行控制。
4.其具体采用以下技术方案:
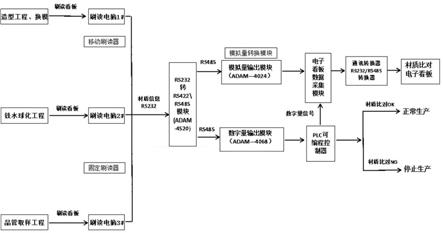
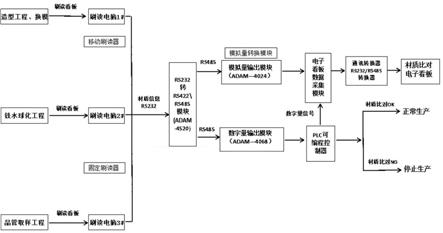
5.一种材质防误刷读比对系统,其特征在于,包括:看板、刷读装置、数据转换装置、显示装置和plc控制器;所述刷读装置分别设置在造型工程换模区、球化工作站和取样工程站;所述刷读装置通过数据转换装置分别连接显示装置和plc控制器。
6.优选地,位于所述造型工程换模区的刷读装置为连接电脑的移动刷读器;位于所述球化工作站和取样工程站的刷读装置为连接电脑的固定刷读器。
7.优选地,所述数据转换装置包括:rs232转rs422\rs485模块、模拟量输出模块、数字量输出模块、数据采集模块和rs232/rs485转换器;所述刷读装置分别经rs232转rs422\rs485模块连接模拟量输出模块和数字量输出模块;所述模拟量输出模块经数据采集模块和rs232/rs485转换器连接显示装置;所述数字量输出模块经plc控制器、数据采集模块和rs232/rs485转换器连接显示装置。
8.优选地,所述rs232转rs422\rs485模块采用adam
‑
4520;所述模拟量输出模块采用adam
‑
4024;数字量输出模块采用adam
‑
4068。
9.优选地,所述plc控制器连接上位机。
10.本实用新型及其优选方案在工艺流程的三个关键节点引入看板刷读装置,并能够提取看板信息的数字和模拟信号,以便于能够实现看板信息(现场信息)与系统后台信息的目视化、自动化比对或双重交叉比对。当看板带有数字化信息(如预制的条码、二维码或nfc等)时,可以直接提取数字信息并直接在后台完成比对,并依据比对结果控制后续工艺是否启动,且输出比对结果进行显示。当看板录入有手写、打印、照片等无法直接数字化识读的信息时,则直接通过扫读图像的模拟信息直接传送到后台的显示装置,直接在后台可以完
成人工的识读比对,以确定工艺流程是否继续进行。
附图说明
11.下面结合附图和具体实施方式对本实用新型进一步详细的说明:
12.图1是本实用新型实施例供料材质防误刷读比对系统结构示意图;
13.图2是本实用新型实施例供料材质防误刷读比对流程示意图1;
14.图3是本实用新型实施例供料材质防误刷读比对流程示意图2。
具体实施方式
15.为让本专利的特征和优点能更明显易懂,并将本发明方案涉及到的技术细节充分展示,下文特举实施例,并配合附图,作详细说明如下:
16.如图1
‑
图3所示,本实施例提供的材质防误刷读比对系统基于看板体系,在工艺流程中的关键节点加入刷读防误机制,主要包括:看板、刷读装置、数据转换装置、显示装置和plc控制器。
17.其中,看板是某工序何时需要何数量的某种物料的卡片,又称为传票卡,是传递信号的工具。在本实施例中,其可以记载操作人员人工填写的信息(通过图片进行采集)也可以带有数字化信息(如预制的条码、二维码或nfc等),则通过设备直接进行识读。
18.刷读装置分别设置在造型工程换模区、球化工作站和取样工程站;位于造型工程换模区的刷读装置为连接电脑的移动刷读器;位于球化工作站和取样工程站的刷读装置为连接电脑的固定刷读器。
19.刷读装置通过数据转换装置分别连接显示装置和plc控制器。
20.其中,数据转换装置包括:rs232转rs422\rs485模块、模拟量输出模块、数字量输出模块、数据采集模块和rs232/rs485转换器;刷读装置分别经rs232转rs422\rs485模块连接模拟量输出模块和数字量输出模块;模拟量输出模块经数据采集模块和rs232/rs485转换器连接显示装置;数字量输出模块经plc控制器、数据采集模块和rs232/rs485转换器连接显示装置。
21.rs232转rs422\rs485模块采用adam
‑
4520;模拟量输出模块采用adam
‑
4024;数字量输出模块采用adam
‑
4068。数据采集模块用于将plc、模拟量模块的信号进行处理,转换成485信号传输给电子看板显示,作用是进行信号的制式转换,采用现有的常规电路即可。
22.在本实施例中,采用的数据转换装置实现了模拟信号(主要是图像信息)和数字信号(主要是编码信息)的分开传递,首先保障其均能够传送到显示装置(电子看板)以便后台人员直接进行目视化核查比对。更进一步地提供了通过程序进行自动比对的基础,在本实施例中,通过plc控制器连接上位机。可以将信息传递至上位机(如pc)进行比对,并反馈比对的结果至显示装置(如果是数字化的看板信息,则直接比对编码,如果是图像信息,也可以通过现有的图像识别算法进行信息的提取和比对)。实现交叉比对或者双重比对,进一步提高可靠性。
23.如图2、图3所示,plc控制器即根据比对的结果控制对应节点的关键设备的启停,从而保障了工艺流程当中不因材质的错误而造成不必要的浪费的废件,有力保障了生产的经济性和效率。
24.本专利不局限于上述最佳实施方式,任何人在本专利的启示下都可以得出其它各种形式的材质防误刷读比对系统,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本专利的涵盖范围。
技术特征:
1.一种材质防误刷读比对系统,其特征在于,包括:看板、刷读装置、数据转换装置、显示装置和plc控制器;所述刷读装置分别设置在造型工程换模区、球化工作站和取样工程站;所述刷读装置通过数据转换装置分别连接显示装置和plc控制器。2.根据权利要求1所述的材质防误刷读比对系统,其特征在于:位于所述造型工程换模区的刷读装置为连接电脑的移动刷读器;位于所述球化工作站和取样工程站的刷读装置为连接电脑的固定刷读器。3.根据权利要求1所述的材质防误刷读比对系统,其特征在于:所述数据转换装置包括:rs232转rs422\rs485模块、模拟量输出模块、数字量输出模块、数据采集模块和rs232/rs485转换器;所述刷读装置分别经rs232转rs422\rs485模块连接模拟量输出模块和数字量输出模块;所述模拟量输出模块经数据采集模块和rs232/rs485转换器连接显示装置;所述数字量输出模块经plc控制器、数据采集模块和rs232/rs485转换器连接显示装置。4.根据权利要求3所述的材质防误刷读比对系统,其特征在于:所述rs232转rs422\rs485模块采用adam
‑
4520;所述模拟量输出模块采用adam
‑
4024;数字量输出模块采用adam
‑
4068。5.根据权利要求1所述的材质防误刷读比对系统,其特征在于:所述plc控制器连接上位机。
技术总结
本实用新型提出一种材质防误刷读比对系统,其特征在于,包括:看板、刷读装置、数据转换装置、显示装置和PLC控制器;所述刷读装置分别设置在造型工程换模区、球化工作站和取样工程站;所述刷读装置通过数据转换装置分别连接显示装置和PLC控制器。其基于看板体系,在工艺流程中的关键节点加入刷读防误机制,通过系统采集多重看板信息,并做到根据比对结果对工艺是否继续进行控制。否继续进行控制。否继续进行控制。
技术研发人员:范拥军
受保护的技术使用者:福州六和机械有限公司
技术研发日:2021.03.02
技术公布日:2021/11/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。