1.本实用新型涉及冲压模具领域,特别涉及一种一体四边无痕折弯模。
背景技术:
2.如图1所示的壳体b,需要将五金料板a冲压折弯成壳体b的形成,折弯时需要对板a的四个边都进行折弯,而且折弯后需要保证没有折痕,然而现有的一体无痕折弯模存在结构复杂、生产成本高、装配不便以及精度低等问题。
技术实现要素:
3.本实用新型的目的是提供一种结构简单、生产成本低、方便装配以及折弯精度高的一体四边无痕折弯模。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种一体四边无痕折弯模,包括上模和下模,所述上模设置在下模的上方,所述上模包括上模底板、上模中板、上模凸模和上模折弯冲头,所述上模中板安装在上模底板的底部,所述上模凸模安装在上模中板的底部,所述上模折弯冲头分别通过倾斜的燕尾槽结构安装在上模凸模两侧,当所述上模折弯冲头沿着燕尾槽结构向下运动时,上模折弯冲头的下端可逐渐靠近上模凸模,所述下模包括托料架、下模板、下模中板、下模安装板、下模顶针板和下模支撑脚,所述托料架安装在下模板上,所述下模板安装在下模中板上,所述下模中板安装在下模安装板上,所述下模安装板安装在下模支撑脚上,所述下模顶针板安装在下模安装板的底部,所述下模板内设置有凹模,所述凹模内设置有第一折弯成型部、第二折弯成型部、第三折弯成型部、第四折弯成型部和凹模成型底板,所述凹模成型底板设置在凹槽内,所述第一折弯成型部设置在凹模成型底板的的左侧,所述第二折弯成型部设置在凹模成型底板的的右侧,所述第三折弯成型部设置在凹模成型底板的的前侧,所述第四折弯成型部设置在凹模成型底板的的后侧。
6.所述第一折弯成型部包括第一折弯块、第一折弯成型滚柱和第一安装座,所述第一折弯块的左下侧延伸成型有第一圆形凸柱,所述第一安装座对应第一圆形凸柱设置有第一圆心凹槽,所述第一折弯块通过第一圆形凸柱安装在第一圆心凹槽中,且所述第一折弯块可绕第一圆形凸柱的圆心做旋转运动,所述第一折弯成型滚柱设置在第一折弯块的右上侧,所述第一折弯块的底部还设置有多条第一复位顶杆。
7.所述第二折弯成型部包括第二折弯块、第二折弯成型滚柱和第二安装座,所述第二折弯块的右下侧延伸成型有第二圆形凸柱,所述第二安装座对应第二圆形凸柱设置有第二圆心凹槽,所述第二折弯块通过第二圆形凸柱安装在第二圆心凹槽中,且所述第二折弯块可绕第二圆形凸柱的圆心做旋转运动,所述第二折弯成型滚柱设置在第二折弯块的左上侧,所述第二折弯块的底部还设置有多条第二复位顶杆。
8.所述第三折弯成型部包括第三折弯块、第三折弯成型滚柱和第三安装座,所述第三折弯块的前端的下侧延伸成型有第三圆形凸柱,所述第三安装座对应第三圆形凸柱设置
有第三圆心凹槽,所述第三折弯块通过第三圆形凸柱安装在第三圆心凹槽中,且所述第三折弯块可绕第三圆形凸柱的圆心做旋转运动,所述第三折弯成型滚柱设置在第三折弯块的后侧的上部,所述第三折弯块的底部还设置有多条第三复位顶杆。
9.所述第四折弯成型部包括第四折弯块和第四折弯成型滚柱,所述第四折弯成型滚柱设置在第四折弯块的前侧的上端部。
10.所述上模凸模内设置有多条压料顶杆。
11.还包括第一导向结构。
12.所述第一导向结构包括第一导柱和第一导套,所述第一导柱安装在上模底板底部,所述第一导套安装在下模安装板上,所述第一导柱和第一导套上下相对配合设置。
13.本实用新型的有益效果为:
14.冲压时,先将五金料板放置在托料架上,上模向下运动,上模凸模和上模折弯冲头与托料架相配合折弯成型五金料板后侧的折弯部,当下模继续向下运动的时候,上模凸模将五金料板压紧在凹模成型底板上,同时上模折弯冲头与第一折弯成型部配合成型五金料板左侧的折弯部,上模折弯冲头与第二折弯成型部配合成型五金料板右侧的折弯部,上模凸模与第三折弯成型部配合成型五金料板前侧的折弯部,上模凸模与第四折弯成型部配合成型五金料板后侧的折弯部。综上所述,本实用新型的优点为:1、一次四边无痕折弯成型,大大的降低产品成本和加工成本;2、提高产品外观、能大大的缩短产品生产周期;3、一体无痕折弯五金模生产操作简单、一个动作完成,产品精密度高。
附图说明
15.图1是壳体b折弯成型的工艺流程图;
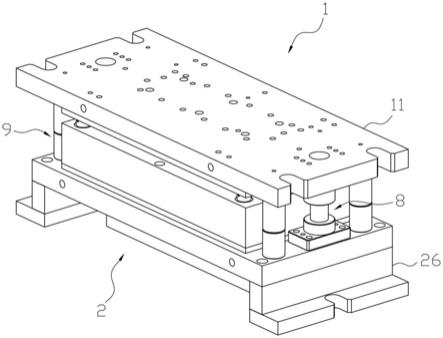
16.图2是本实用新型实施例的立体结构图;
17.图3是本实用新型实施例的俯视图;
18.图4是图3的a
‑
a处的剖视图;
19.图5是本实用新型实施例上模的立体图;
20.图6是本实用新型实施例下模的立体图;
21.图7是本实用新型实施例第一折弯成型部、第二折弯成型部、第三折弯成型部、第四折弯成型部的分解结构图。
具体实施方式
22.以下结合附图对本实用新型进行进一步说明:
23.如图1所示的,本实施例中需要将五金料板a这种形状冲压折弯成壳体b。
24.如图2所示的,一种一体四边无痕折弯模,包括上模1和下模2,上模1设置在下模2的上方。
25.如图4和图5所示的,上模1包括上模底板11、上模中板12、上模凸模13和上模折弯冲头14,上模中板12安装在上模底板11的底部,上模凸模13安装在上模中板12的底部,上模折弯冲头14分别通过倾斜的燕尾槽结构16安装在上模凸模13两侧,当上模折弯冲头14沿着燕尾槽结构向下运动时,上模折弯冲头14的下端可逐渐靠近上模凸模13,
26.如图4和图6所示的,下模2包括托料架21、下模板22、下模中板23、下模安装板24、
下模顶针板25和下模支撑脚26,托料架21安装在下模板22上,下模板22安装在下模中板23上,下模中板23安装在下模安装板24上,下模安装板24安装在下模支撑脚26上,下模顶针板25安装在下模安装板24的底部,下模板22内设置有凹模,凹模内设置有第一折弯成型部4、第二折弯成型部5、第三折弯成型部6、第四折弯成型部7和凹模成型底板3,凹模成型底板3设置在凹槽内,第一折弯成型部4设置在凹模成型底板3的的左侧,第二折弯成型部4设置在凹模成型底板3的的右侧,第三折弯成型部5设置在凹模成型底板3的的前侧,第四折弯成型部6设置在凹模成型底板3的的后侧。
27.如图7所示的,本实施例中,第一折弯成型部4包括第一折弯块41、第一折弯成型滚柱42和第一安装座43,第一折弯块41的左下侧延伸成型有第一圆形凸柱45,第一安装座43对应第一圆形凸柱45设置有第一圆心凹槽46,第一折弯块41通过第一圆形凸柱45安装在第一圆心凹槽46中,且第一折弯块41可绕第一圆形凸柱45的圆心做旋转运动,第一折弯成型滚柱42设置在第一折弯块41的右上侧,第一折弯块41的底部还设置有多条第一复位顶杆44。
28.第一折弯成型部4的工作原理为:在对五金料板a的左侧折弯部成型时,第一折弯块41在第一复位顶杆44的作用下第一折弯块41的左侧部与第一安装座43贴紧,第一折弯块41的底部向上翘起,远离第一安装座43,当上模1向下冲压后,上模折弯冲头14会压着五金料板a向下运动,从而带动第一折弯块41绕着第一圆形凸柱45的圆心做顺时针旋转运动,从而使得第一折弯块41对五金料板a的左侧部进行折弯,另外在第一折弯成型滚柱42的柔性缓冲作用下,使得五金料板a折弯时可以更为顺畅,从而实现无痕折弯。
29.如图7所示的,本实施例中,第二折弯成型部5包括第二折弯块51、第二折弯成型滚柱52和第二安装座53,第二折弯块51的右下侧延伸成型有第二圆形凸柱55,第二安装座53对应第二圆形凸柱55设置有第二圆心凹槽56,第二折弯块51通过第二圆形凸柱55安装在第二圆心凹槽56中,且第二折弯块51可绕第二圆形凸柱55的圆心做旋转运动,第二折弯成型滚柱52设置在第二折弯块51的左上侧,第二折弯块51的底部还设置有多条第二复位顶杆54。第二折弯成型部5的工作原理与第一折弯成型部4相同,在此不再详细说明,请参考第一折弯成型部4的工作原理。
30.如图7所示的,本实施例中,第三折弯成型部6包括第三折弯块61、第三折弯成型滚柱62和第三安装座63,第三折弯块61的前端的下侧延伸成型有第三圆形凸柱65,第三安装座63对应第三圆形凸柱65设置有第三圆心凹槽66,第三折弯块61通过第三圆形凸柱65安装在第三圆心凹槽66中,且第三折弯块61可绕第三圆形凸柱65的圆心做旋转运动,第三折弯成型滚柱62设置在第三折弯块61的后侧的上部,第三折弯块61的底部还设置有多条第三复位顶杆64。第三折弯成型部6的工作原理与第一折弯成型部4相同,在此不再详细说明,请参考第一折弯成型部4的工作原理。
31.本实施例中,第四折弯成型部7包括第四折弯块71和第四折弯成型滚柱72,第四折弯成型滚柱72设置在第四折弯块71的前侧的上端部。
32.如图5所示的,本实施例中,上模凸模13内设置有多条压料顶杆15。设置压料顶杆15,在上模凸模13与五金料板a接触前,先通过压料顶杆15预先压紧五金料板a,可以防止五金料板a在冲压时出现偏移的情况。
33.本实施例中,还包括第一导向结构8。
34.如图5和图6,本实施例中,第一导向结构8包括第一导柱81和第一导套82,第一导柱81安装在上模底板11底部,第一导套82安装在下模安装板24上,第一导柱81和第一导套82上下相对配合设置。
35.本实施例中,还设置有多个限位结构9,限位结构9包括上限位柱和下限位柱92,上限位柱安装在上模底板11底部,下限位柱92安装在下模安装板24上。
36.本实用新型的工作原理为:
37.冲压时,先将五金料板a放置在托料架21上,上模1向下运动,上模凸模13和上模折弯冲头14与托料架21相配合折弯成型五金料板a后侧的折弯部,当下模2继续向下运动的时候,上模凸模13将五金料板a压紧在凹模成型底板3上,同时上模折弯冲头14与第一折弯成型部4配合成型五金料板a左侧的折弯部,上模折弯冲头14与第二折弯成型部5配合成型五金料板a右侧的折弯部,上模凸模13与第三折弯成型部6配合成型五金料板a前侧的折弯部,上模凸模13与第四折弯成型部7配合成型五金料板a后侧的折弯部。综上,本实用新型的优点为:1、一次四边无痕折弯成型,大大的降低产品成本和加工成本;2、提高产品外观、能大大的缩短产品生产周期;3、一体无痕折弯五金模生产操作简单、一个动作完成,产品精密度高。
38.以上所述并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改;等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。