1.本发明涉及高世代液晶屏生产线技术领域,具体涉及一种高世代液晶屏生产线中用到的气体扩散板热整形工艺。
背景技术:
2.目前在液晶领域的高世代线中,化学气相沉积设备中的气体扩散板由于长时间处于高温环境下,气体扩散板容易变形,需要重新整形后再次使用,现有的整形工艺,采用模具底板加热整形,由于是高世代线中用到的气体扩散板,气体扩散板的尺寸比较大,因此,用来为其整形的模具底板的尺寸也比较大,这种大尺寸的模具底板,一方面,价格高,另一方面,随着使用次数增加自身特别发生形变,最终会导致气体扩散板的整形平面度达不到要求,次品率高,要想提高整形精度,必须更换新的模具底板,频繁更换大尺寸模具底板,一方面增加了企业的工艺成本,另一方面造成资源的浪费,对大尺寸气体扩散板整形工艺的改进成为目前液晶领域的高世代线中急需解决的问题。
技术实现要素:
3.针对现有技术存在的不足,本发明提供了一种高世代液晶屏生产线中用到的气体扩散板热整形工艺。
4.为实现上述目的,本发明采用如下技术方案:
5.一种高世代液晶屏生产线中用到的气体扩散板热整形工艺,包括以下步骤:
6.(1)、按要求调整整形炉的整形平台水平度;
7.(2)、确定小不锈钢垫片安装位置:在步骤(1)调整好水平度的整形炉的整形平台表面上,根据待整形气体扩散板的具体形状大小,画出若干个小不锈钢垫片安装点位置,要求所有安装点连接起来形成的平面图形面积大于或等于待整形气体扩散板弧形面的面积;
8.(3)、安装小不锈钢垫片:在步骤(2)画出的安装位置上安装指定规格的小不锈钢垫片;
9.(4)、安装气体扩散板,将待整形的气体扩散板放置在步骤(3)安装有小不锈钢垫片的整形炉的整形平台上,要求待整形的气体扩散板的中心与整形炉的整形平台中心重合,气体扩散板的弧形面朝向整形平台,并在气体扩散板的上表面上铺上高温布,高温布上均匀放置若干个铸铁块;
10.(5)加热整形:将步骤(4)安装好气体扩散板的整形炉的整形平台推入整形炉内,关闭整形炉门,进行梯度加热整形,得到设定整形时间后,停止加热,自然冷却到室温,取出,即可。
11.进一步地,所述步骤(1)中调整整形炉的整形平台水平度的具体操作要求为:用气动打磨机,采用80#砂纸对整形平台的表面进行打磨,去除表面的尖端,并用酒精进行清洁擦拭,再通过激光水平仪对整形平台的平面度进行检测,对于整形平台上由激光水平仪检测出来的低位点处,安装小块不锈钢垫片块来调整此处的平面度,最终要求整个整形平台
的平面度小于0.1mm。
12.进一步地,所述步骤(2)中根据待整形气体扩散板的具体形状大小,画出若干个小不锈钢垫片安装位置,具体操作步骤如下:
13.(1)、首先在平面度符合要求的整形平台上表面上画出两条相互垂直的中位线,两条中位线的交点为整形平台中点;
14.(2)、分别以两条中位线为起始线向两边画出若干条平行于中位线的等距的平行线,如果将与整形平台长度方向平行的平行线之间的距离设定为a,将与整形平台宽度度方向平行的平行线之间的距离设定为b,则要求:b大于a,距离两条中位线最远的四条相互垂直的平行线围成的矩形面积大于或等于待整形气体扩散板弧形面的面积;
15.(3)、步骤(2)中平行两条中位线的平行线之间形成若干个交点,这些交点就是小不锈钢垫片的安装位置。
16.进一步地,所述小不锈钢垫片,其横截面为正方形,边长:45
‑
55mm,厚度有不同规格的尺寸,具体要求厚度在7.5
‑
10.5mm之间。
17.进一步地,所述小不锈钢垫片的正方形横截面的边长为50mm,小不锈钢垫片的厚度选自8mm、8.5mm、9mm、9.5mm、10mm中的一种或多种。
18.进一步地,步骤(3)所述的安装小不锈钢垫片,具体安装要求为:在已经画出若干个小不锈钢垫片安装点位置的整形平台上,将规格不同的小不锈钢垫片粘贴在指定的安装位置,安装时,首先将最厚的正方形不锈钢垫片粘贴在整形平台的中心点位置,从中心向外围依次将厚度由厚到薄的不同厚度的小不锈钢垫片粘贴在指定的安装点上,与整形平台的中点距离相等的不同安装点上粘贴的小不锈钢垫片厚度相同。
19.进一步地,步骤(4)所述的铸铁块为长方体块,具体规格:长*宽*高=23cm*23cm*8cm,质量30
‑
35kg。
20.进一步地,所述步骤(4)中,放置待整形的气体扩散板时,还要求气体扩散板的长、宽度方向与整形平台的长、宽度方向一致。
21.进一步地,步骤(5)所述的梯度加热整形,具体要求为:对气体扩散板加热时,要求整形炉内的温度从室温加热到560℃,需要分12阶段在24h内将整形炉内的温度缓慢上升到560℃,在560℃下保温24h,然后自然降温至室温取出。
22.进一步地,所述平行于整形平台长度方向的平行线之间的距离a=400mm,所述平行于整形平台宽度方向的平行线之间的距离b=460mm。
23.有益效果
24.本发明方法首先通过在整形平台的低位点安装小不锈钢垫片,来调节整形平台的水平度达以达到整形工艺要求,然后再在整形炉的整形平台上安装不同厚度的小尺寸不锈钢垫片,来代替常规的整形模具对扩散板进行整形,这种工艺操作简单,设备成本低,整形精度高,节约了资源,有效降低了工艺成本,提高了整形效率。
具体实施方式
25.为使本发明的上述目的、特征和优点能够更加明显易懂,下面通过具体实施方式对本发明作进一步说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,因此本发明不受下面公开的
具体实施例的限制。
26.实施例一
27.一种高世代液晶屏生产线中用到的气体扩散板热整形工艺,包括以下步骤:
28.(1)、首先打开整形炉的炉门,推出整形炉的整形平台,用气动打磨机,采用80#砂纸对整形平台的表面进行打磨,去除表面的尖端,并使用酒精进行清洁擦拭,然后用激光水平仪对整形平台的平面度进行检测,在检测出的整形平台的的低位点处安装小块不锈钢垫片块来调整此位置的平面度,最终调整整个整形平台的平面度小于0.1mm;
29.(2)、确定小不锈钢垫片安装位置:画出若干个小不锈钢垫片安装位置的具体操作步骤如下:
30.a、首先在平面度符合要求的整形平台面上画出两条相互垂直的中位线,两条中位线的交点为整形平台中点;
31.b、再在每条中位线的两边画出若干条平行于中位线的等距的平行线,要求平行于整形平台长度方向的平行线之间的距离为400mm,平行于整形平台宽度方向的平行线之间的距离为460mm,距离整形平台边缘最近的四条相互垂直的平行线围成的矩形面积大于或等于待整形气体扩散板弧形面的面积;
32.分别平行于整形平台长度、宽度方向的平行线之间形成交点,这些交点就是小不锈钢垫片安装位置;
33.(3)、安装小不锈钢垫片:在步骤(2)画出的安装位置上安装预先订制的指定规格的小不锈钢垫片,在已经画出若干个小不锈钢垫片安装点位置的整形平台上,将预先订制好的规格不同的小不锈钢垫片粘贴在指定的安装位置,安装时,首先将最厚的正方形不锈钢垫片粘贴在整形平台的中心点位置,从中心向外围依次将厚度由厚到薄的不同厚度的正方形不锈钢垫片在不同的安装点,与整形平台的中点距离相等的不同安装点上粘贴的正方形不锈钢垫片为同种规格,预先订制的小不锈钢垫片,长度与宽度相同=50mm,高度(厚度)有不同的规格,具体规格及数量数量由待整形的扩散板的大小来确定;本实施例中待整形气体扩散板的长*宽*高(厚)=2820mm*2450mm*36mm,小不锈钢垫片数量为49个,其中,厚度为10mm的1个,厚度为8mm,8.5mm、9mm、9.5mm的各12个;
34.(4)、安装气体扩散板,将待整形的气体扩散板放置在步骤(3)安装有小不锈钢垫片的整形炉的整形平台上,要求待整形的气体扩散板的中心与整形炉的整形平台中心重合,气体扩散板的弧形面朝向整形平台,并在气体扩散板的上表面上铺上高温布,高温布上放置49块的铸铁块,每个安装有小不锈钢垫片的位置上方的高温布上都压上1块铸铁块,同时放置气体扩散板时,气体扩散板的长、宽度方向与整形平台的长、宽度方向一致;
35.(5)加热整形:将步骤(4)安装好气体扩散板的整形炉的整形平台推入整形炉内,关闭整形炉门,进行梯度加热整形,当温度得到设定温度后,停止加热,进行保温处理,保温结束后,自然冷却到室温,取出,即可。
36.其中,步骤(4)所用到的铸铁块的规格:23cm*23cm*80mm,质量30
‑
35kg,步骤(5)中梯度加热整形的具体参数为:分12阶段24h内将整形炉内的温度缓慢上升到560℃,在560℃下保温24h,然后自然降温至室温,具体参数见下表1:
37.表1 气体扩散板梯度加热整形参数
38.阶段升温区间温度(℃)升温时间(h)
阶段1室温
‑
1502阶段2150
‑
2202阶段3220
‑
24002阶段42400
‑
3252阶段5325
‑
3552阶段6355
‑
3402阶段73400
‑
4302阶段8430
‑
4552阶段9455
‑
4852阶段10485
‑
5202阶段11520
‑
5452阶段12545
‑
5602
39.对比例
40.本对比例是采用常规工艺对尺寸为长*宽*高(厚)=2820mm*2450mm*36mm的变形气体扩散板进行加热整形,具体包括以下步骤:
41.(1)、首先打开整形炉门,将整形平台移至炉外,用行车吊将2块铁板模具(即整形模具,模具上开4个m20吊装孔)吊到到整形平台上,铁板模具的长*宽度*厚度=2.8m*1.5m*80mm,铁板模具的一面上有特定弧度,弧度面朝上;
42.(2)、然后将两块铁板在整形平台上用行车小心拼接对齐,形成一个与待整形的气体扩散板的弧度相等的整形模具铁板;
43.(3)、测试弧度面平面度,如果弧度面的平面度在规格范围内,可以整形,如果不符合规格要求,则需要将铁板模具委委托外单位加工,(此工序增加了整形成本);
44.(4)、将待整形气体扩散板放置到整形铁板上,气体扩散板大孔面朝下;
45.(5)、背面铺上高温布,高温布上均匀放置7*7=49个铸铁块;(铸铁块的规格:23cm*23cm*8cm,质量30
‑
35kg);余下工艺与实施例一完全相同。
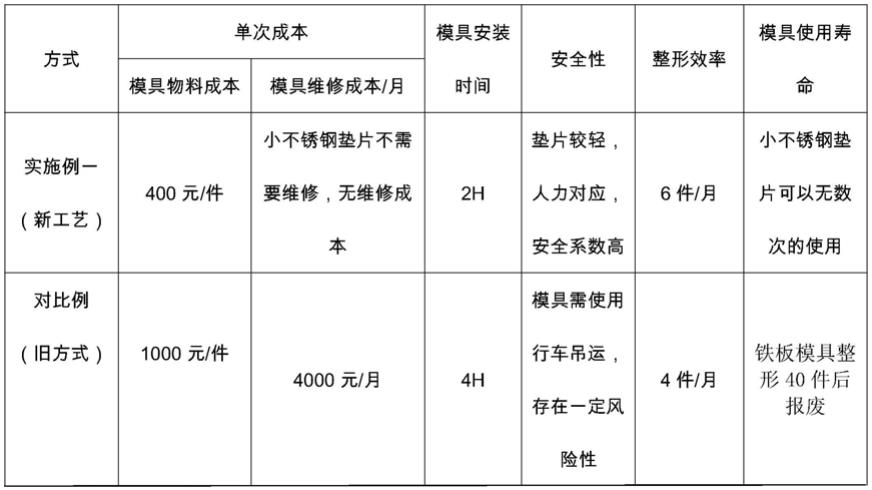
46.下面从整形模具物料成本、模具月维修成本、整形时模具安装时间、工艺安全性、整形效率、模具使用寿命,六个方面将本发明的整形工艺与对比例的整形工艺进行比较,对比结果见下表1。
47.表1:新旧工艺对比(针对待整形的气体扩散板:2820mm*2450mm*36mm)
[0048][0049]
由上表1,我们可以看出,本发明的新整形工艺,整形同样尺寸的气体扩散板需要的模具物料成本比原来工艺节省60%,每月维修成本节约4000元,模具安装时间节省50%,模具安全性大大提高,整形效率提高1.5倍,模具使用寿命大大提高,本发明的小不锈钢垫片可以无数次循环使用,大大节约了工艺成本。
[0050]
以上仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。