1.本实用新型涉及橡皮电缆连续硫化加工领域的电缆挤出模具,属于线缆制造技术领域。
背景技术:
2.使用电缆绝缘或护套采用橡皮材料生产的电缆具有环境适应性好具有良好的电气性能、柔软性好、抗拉强度高、抗扭转性能高、耐磨性好、使用寿命长等优点,所以常作为特种电缆用于船用、矿用设备、港口机械设备等场合如中国专利公告号cn203562235u公开的大型采矿类设备用电缆、中国专利公告号cn201111984y公开的乙丙绝缘风能专用电缆、中国专利公告号公开的cn201984896u拖曳卷筒电缆等。
3.考虑到橡皮电缆生产时需要高温硫化,而电压等级高的电缆皮层一般较厚为保证电缆皮层深层能够硫化就需要提高硫化温度,硫化温度的提高带来电缆挤出模口温度过高,造成挤出熟料产生影响电缆表观质量。
技术实现要素:
4.本实用新型的目的之一是克服现有技术的上述不足。而提供一种产品质量和生产效率高、操作方便的橡皮电缆挤出水冷模套。
5.为了实现上述目的,本实用新型采用的技术方案是这样的:
6.一种橡皮电缆挤出水冷模套,在模套中有冷媒流道;所述橡皮电缆挤出水冷模套包括模套内芯和模套外芯,模套内芯和模套外芯相互密闭连接;
7.模套外芯的第一侧设有第一内凹中空,第一内凹中空的形状是相互拼接的圆柱和圆台,圆台的大底与圆柱的底重合;在模套外芯的第一和第二侧之间开有第一通孔;第一通孔与第一内凹中空的轴线重合;第一通孔的第一端面与圆台的小底所在平面重合,且第一通孔的第一端面半径小于圆台的小底的半径;
8.模套内芯的第二侧的外形是圆台形状;模套内芯的第一侧设有第二内凹中空,第二内凹中空构成模套走胶通道;在模套内芯上开有第二通孔,第二通孔连通第二内凹中空;第二通孔与模套内芯的第二侧所在圆台是同轴的,第二通孔构成模套孔;模套内芯的第二侧所在圆台的小底一侧设有第一环形凸台和第二环形凸台,第一环形凸台的高度低于第二环形凸台,第一环形凸台的外径大于第二环形凸台,第二通孔与第一、二环形凸台是同轴的;
9.模套内芯的外缘连接有环形折边,环形折边的内径与模套内芯的第二侧所在圆台的大底外径相同;
10.模套内芯和模套外芯相互密闭连接状态下:
11.第二环形凸台伸入第一通孔,且第二环形凸台的外壁与第一通孔的内壁密贴;
12.环形折边的第一外壁与模套外芯的第一侧的端面密贴;
13.模套内芯的第二侧与模套外芯的第一内凹中空围成腔体构成所述冷媒流道;冷媒
流道呈环形包在模套内芯外;
14.在冷媒流道内连接有纵向阻水块和横向阻水块;纵向阻水块和横向阻水块的底面与模套内芯的第二侧的外壁密贴,纵向阻水块和横向阻水块的顶面与第一内凹中空的内壁密贴;
15.纵向阻水块隔在冷媒流道中,纵向阻水块的一侧是冷媒进入侧,纵向阻水块的另一侧是冷媒离开侧;所述横向阻水块与纵向阻水块连接围成冷媒进入腔,冷媒进入腔位于冷媒进入侧;横向阻水块上设有缺口,冷媒进入腔通过缺口连通于冷媒流道;
16.在第一内凹中空的侧壁上开有2个通孔,分别为进水孔和出水孔,进水孔连通于冷媒进入腔,出水孔连通于冷媒流道的冷媒离开侧;进水孔和出水孔上分别连接有进水管和出水管。
17.具体实施时候:
18.模套内芯和模套外芯之间是焊接的,焊接位置有两处分别为:
19.第二环形凸台的端面与外壁之间是倒角,第一通孔的第二端面与内壁之间是倒角,第二环形凸台的端面与第一通孔的第二端面之间的环形内凹构成第一焊接坡口;
20.环形折边的侧壁与环形折边的第一外壁之间是倒角,模套外芯的第一侧的侧壁与端面之间是倒角;环形折边的侧壁与模套外芯的第一侧的端面之间的环形内凹构成第二焊接坡口。
21.所述纵向阻水块和横向阻水块的底面都固定连接在模套内芯的第二侧的外壁。
22.第二内凹中空(模套走胶通道)的形状是圆台形状。
23.模套外芯和模套内芯的材质为镍铬合金钢。
24.本实用新型的电缆挤出模套,从功能角度看,其模套内部形成冷媒(水冷)流道,完全包在模套内芯外,冷却效果好。从可加工性角度看,可采用内芯、外芯分别制作后,再连接(可采用焊接结构形式)为一个整体,制作简单。
25.在使用时候,本模套可采用通水进入的方式降低橡皮电缆生产时连硫蒸气传导到模套上的温度,采用水冷模套方式阻隔蒸气温度传导至模套孔7,可有效防止橡皮挤出时温度过高导致焦料产生。
26.以下结合图和具体实施方式对本实用新型的详细结构作进一步描述。
附图说明
27.图1为本实施例模套的内芯结构示意图。
28.图2为本实施例模套的外芯结构示意图。
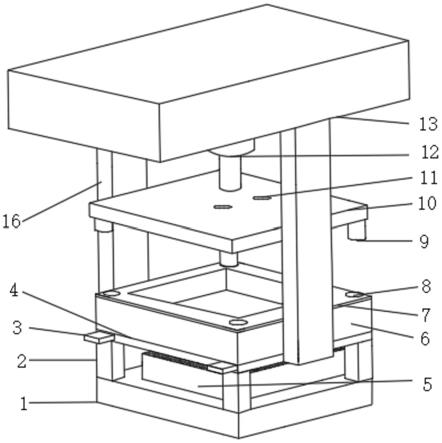
29.图3为本实施例模套的整体结构示意图(轴向截面图)。
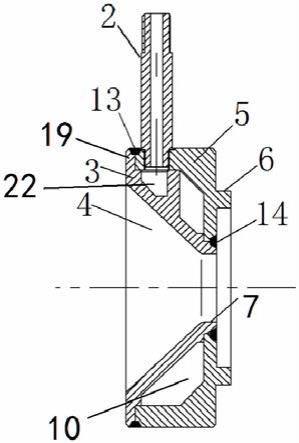
30.图4为图3的右视角示意图;
31.图中:进水管1、出水管2、模套内芯3、模套走胶通道(第二内凹中空)4、模套外芯5、凸台6、模套孔(第二通孔)7、纵向阻水块8、横向阻水块9、冷媒流道10、进水孔11、出水孔12、第二焊接坡口13、第一焊接坡口14、第一内凹中空15、第一通孔16、第一环形凸台17、第二环形凸台18、环形折边19、冷媒进入侧20、冷媒离开侧21、冷媒进入腔22、缺口23。
具体实施方式
32.下面结合附图和具体实施实例,对本实用新型作进一步详细地说明。
33.参考图1~4,一种橡皮电缆挤出水冷模套,在模套中有冷媒流道10;所述橡皮电缆挤出水冷模套包括模套内芯3和模套外芯5,模套内芯3和模套外芯5相互密闭连接。本例中,冷媒可采用水。
34.参考图2和3,模套外芯5的第一侧设有第一内凹中空15,第一内凹中空15的形状是相互拼接的圆柱和圆台,圆台的大底与圆柱的底重合(本例中,横向阻水块9的顶面贴合于圆柱部分的侧壁,冷媒进入腔22在圆柱部分的侧壁与模套内芯的第二侧的圆台外壁之间);在模套外芯5的第一和第二侧之间开有第一通孔16(第一通孔的第一端面位于模套外芯的第二侧,第一通孔16的第二端面位于模套外芯的第一侧);第一通孔16与第一内凹中空15的轴线重合;第一通孔16的第一端面与圆台的小底所在平面重合,且第一通孔16的第一端面半径小于圆台的小底的半径;
35.模套外芯5的第二侧的端面连接有环形的凸台6,凸台6在第一通孔16的第二端面外围。
36.参考图1和3,模套内芯3的第二侧的外形是圆台形状;模套内芯3的第一侧设有第二内凹中空,第二内凹中空构成模套走胶通道4;在模套内芯上开有第二通孔,第二通孔连通第二内凹中空;第二通孔与模套内芯的第二侧所在圆台是同轴的,第二通孔构成模套孔7;模套内芯的第二侧所在圆台的小底一侧设有第一环形凸台17和第二环形凸台18,第一环形凸台17的高度低于第二环形凸台18,第一环形凸台17的外径大于第二环形凸台18,第二通孔与第一、二环形凸台是同轴的;
37.模套内芯的外缘连接有环形折边19,环形折边19的内径与模套内芯的第二侧所在圆台的大底外径相同;
38.参考图3、4,模套内芯和模套外芯相互密闭连接状态下:
39.第二环形凸台伸入第一通孔,且第二环形凸台的外壁与第一通孔的内壁密贴;
40.环形折边19的第一外壁与模套外芯的第一侧的端面密贴;
41.模套内芯的第二侧与模套外芯的第一内凹中空15围成腔体构成所述冷媒流道10;冷媒流道10呈环形包在模套内芯外;
42.在冷媒流道10内连接有纵向阻水块8和横向阻水块9;纵向阻水块8和横向阻水块9的底面与模套内芯的第二侧的外壁密贴,纵向阻水块8和横向阻水块9的顶面与第一内凹中空15的内壁密贴;
43.纵向阻水块8隔在冷媒流道中,纵向阻水块8的一侧是冷媒进入侧20,纵向阻水块8的另一侧是冷媒离开侧21;所述横向阻水块9与纵向阻水块8连接围成冷媒进入腔22,冷媒进入腔22位于冷媒进入侧20;横向阻水块9上设有缺口23,冷媒进入腔22通过缺口23连通于冷媒流道;
44.在第一内凹中空15的侧壁上开有2个通孔,分别为进水孔11和出水孔12,进水孔11连通于冷媒进入腔,出水孔12连通于冷媒流道的冷媒离开侧21;进水孔11和出水孔12上分别连接有进水管1和出水管2。
45.模套内芯和模套外芯之间是焊接的,焊接位置有两处分别为:
46.第二环形凸台的端面与外壁之间是倒角,第一通孔的第二端面与内壁之间是倒
角,第二环形凸台的端面与第一通孔的第二端面之间的环形内凹构成第一焊接坡口14;
47.环形折边19的侧壁与环形折边的第一外壁之间是倒角,模套外芯的第一侧的侧壁与端面之间是倒角;环形折边的侧壁与模套外芯的第一侧的端面之间的环形内凹构成第二焊接坡口13。
48.所述纵向阻水块和横向阻水块的底面都固定连接在模套内芯的第二侧的外壁。
49.第二内凹中空(模套走胶通道4)的形状是圆台形状。模套外芯和模套内芯的材质为镍铬合金钢。
50.本例在制作时候,模套内芯4上加工横向及纵向两个阻水块形成流道。模套内芯4上的第二通孔与第二内凹中空所在圆台侧壁采用半径5mm~半径10mm圆弧(圆角)过渡。模套外芯5的第一通孔外有4mm~10mm高的凸台6。模套外芯5及模套内芯4的焊接是采用镍铬合金焊材进行焊接。
51.本例的橡皮电缆挤出水冷模套,其加工方法包括如下步骤:
52.1、使用加工中心进行粗加工模套内芯3,如图1所示。
53.2、使用普车粗加工模套外芯5,使用钻床加工进水孔11、出水孔12后再攻丝,如图2所示。
54.3、模套内芯与模套外芯合成整体,再进行焊接,如图3所示。
55.4、最后对模套整体进行精车、抛光等处理;
56.5、连接管普车加工:安装进水管1和出水管2。
57.6、本模套完成加工后,进行水压焊缝渗漏检测,最后投入使用。
58.本实施例的电缆挤出模套采用内芯、外芯分别制作后,再焊接为一个整体,模套内部形成水冷通道。
59.本水冷模套的模套内芯3与模套外芯5焊接在一起成为一个整体,模套内芯上加工构成特殊流道,模套外芯加工两个螺纹孔用于连接进水管及出水管。
60.本实用新型模套可采用通水进入的方式降低橡皮电缆生产时连硫蒸气传导到模套上的温度,采用水冷模套方式阻隔蒸气温度传导至模套孔7即模口可有效防止橡皮挤出时温度过高导致焦料产生。
61.以上加工过程中,模套内芯与模套外芯可采用铸造得到铸钢粗胚,再在加工中心加工。也可以直接采用锻钢加工制造。
62.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。