1.本实用新型涉及自动焊接设备领域,具体是一种不锈钢蜂窝芯自动焊接设备。
背景技术:
2.目前不锈钢蜂窝芯一种是通过在整片原料上采用成型法冲压成型,这种成型方法,由于定位精度和冲压时的冲力施加不均,使得蜂窝芯的部分形状不规则,影响了成品的一致性和精度;另一种是先压制单片蜂窝,再焊接成一个整体。
3.但是,在焊接工艺上多数是人工焊接,生产效率低,人工强度高,不利于自动化生产,也不利于产能和品质的持续改善。
4.因此,需要一种蜂窝焊接设备,实现自动送料、碾压成型、焊接、下料工艺,配置自动化控制系统,解决了自动焊接的难题,提升工作效率。
技术实现要素:
5.本实用新型的目的在于提供一种不锈钢蜂窝芯自动焊接设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种不锈钢蜂窝芯自动焊接设备,包括:机架,所述机架的底部、两端分别设有电控单元、导轨机构和成品出料口;安装在所述导轨机构任意一端的供料单元;安装在所述机架靠近导轨机构一端的移位单元;以及相邻安装在所述导轨机构上的碾压成型单元和焊接单元,所述导轨机构带动碾压成型单元和焊接单元往复运动;所述电控单元控制供料单元、碾压成型单元供给原料和碾压供给的原料制成单片蜂窝芯,并控制所述移位单元带动前一单片蜂窝芯贴紧后一单片蜂窝芯;所述焊接单元用于焊接移位单元贴紧后的两个单片蜂窝芯。
8.作为本实用新型进一步的方案:所述机架靠近供料单元出料端的一侧安装有剪断单元,所述剪断单元用于剪断单片蜂窝芯的原料端。
9.作为本实用新型再进一步的方案:所述剪断单元包括剪刀、升降组件及开合驱动件,所述剪刀、开合驱动件安装在升降组件的伸缩端,所述升降组件带动剪刀靠近或远离单片蜂窝芯的原料端,所述开合驱动件带动剪刀开合。
10.作为本实用新型再进一步的方案:所述供料单元包括供料架、安装在供料架上的卷料安装机构和出料机构,原料装夹在所述卷料安装机构上,原料的首端穿过出料机构连接碾压成型单元。
11.作为本实用新型再进一步的方案:所述出料机构包括多个相对错位安装在安装架上的卷料滚筒,所述原料的首端往复绕接卷料滚筒后连接碾压成型单元。
12.作为本实用新型再进一步的方案:所述碾压成型单元包括安装座、碾压成型齿轮及成型电机,所述安装座活动安装在导轨机构上,两个相互配合的碾压成型齿轮轴承安装在所述安装座上,所述成型电机传动连接其中一个碾压成型齿轮,所述成型电机带动碾压
成型齿轮压制穿过两个碾压成型齿轮之间的原料制成单片蜂窝芯。
13.作为本实用新型再进一步的方案:所述焊接单元包括支撑架、进给压轮及激光焊接头,所述支撑架活动安装在导轨机构上,两个进给压轮轴承安装在所述支撑架上,两个进给压轮之间留有焊接工位,所述激光焊接头安装在支撑架上,且所述激光焊接头的聚光点聚焦于焊接工位,两个所述进给压轮与成型的单片蜂窝芯和焊接好的蜂窝芯单片啮合,用于夹紧两片蜂窝芯,所述激光焊接头焊接两片蜂窝芯的贴合处。
14.作为本实用新型再进一步的方案:任一所述的进给压轮通过升降调节组件安装在支撑架上,所述升降调节组件用于调节两个进给压轮之间的间隙。
15.作为本实用新型再进一步的方案:所述移位单元包括插销件、第一动力件和第二动力件,两个所述第一动力件相对安装在机架靠近导轨机构一端的顶部,所述第二动力件连接两个所述第一动力件的输出端,所述插销件安装在第二动力件的输出端,所述第一动力件带动插销件和第二动力件升降,所述第二动力件带动插销件运动。
16.作为本实用新型再进一步的方案:所述第一动力件或第二动力件采用动力气缸或动力马达。
17.与现有技术相比,本实用新型的有益效果是:该设备可代替人工焊接蜂窝芯,降低了劳动强度,提高生产质量和效率。
附图说明
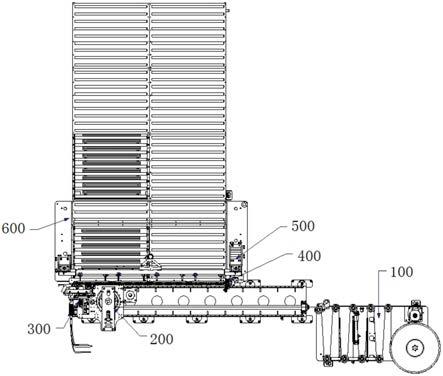
18.图1为本实用新型实施例中不锈钢蜂窝芯自动焊接设备的结构示意图。
19.图2为本实用新型实施例中供料单元的结构示意图。
20.图3为本实用新型实施例中碾压成型单元的结构示意图。
21.图4为本实用新型实施例中碾压成型单元的主视示意图。
22.图5为本实用新型实施例中焊接单元的主视示意图。
23.图6为本实用新型实施例中焊接单元的结构示意图。
24.图7为本实用新型实施例中剪断单元的结构示意图。
25.图8为本实用新型实施例中移位单元的结构示意图一。
26.图9为本实用新型实施例中移位单元的结构示意图二。
27.图10为本实用新型实施例中机架的结构示意图。
28.图11为本实用新型实施例中蜂窝芯来料形态示意图。
29.图12为本实用新型实施例中单片蜂窝芯形态示意图。
30.图13为本实用新型实施例中蜂窝芯成品形态示意图。
31.附图中:100、供料单元;200、碾压成型单元;300、焊接单元;400、剪断单元;500、移位单元;600、机架;101、不锈钢蜂窝板卷料;102、出料机构;201、成型电机;202、碾压成型齿轮;301、进给压轮;302、激光焊接头;401、工业剪刀;402、丝杆;403、活动块;404、电动伸缩杆;405、导向杆;501、动力气缸;502、动力马达;a、单片蜂窝芯;b、不锈钢蜂窝芯。
具体实施方式
32.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例
中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
33.请参阅图1、2、10
‑
13,本实用新型实施例中,一种不锈钢蜂窝芯自动焊接设备,包括:机架600,所述机架600的底部、两端分别设有电控单元、导轨机构和成品出料口;安装在所述导轨机构任意一端的供料单元100;安装在所述机架600靠近导轨机构一端的移位单元500;以及相邻安装在所述导轨机构上的碾压成型单元200和焊接单元300,所述导轨机构带动碾压成型单元200和焊接单元300往复运动;所述电控单元控制供料单元100、碾压成型单元200供给原料和碾压供给的原料制成单片蜂窝芯,并控制所述移位单元500带动前一单片蜂窝芯贴紧后一单片蜂窝芯;所述焊接单元300用于焊接移位单元500贴紧后的两个单片蜂窝芯。
34.具体的,所述电控单元包括电控箱和安装在电控箱内的继电器、控制器,所述控制器通过多个继电器分别电性连接供料单元100、导轨机构、碾压成型单元200、焊接单元300和移位单元500;控制各单元或机构工作。所述供料单元100包括供料架、安装在供料架上的卷料安装机构和出料机构102,原料装夹在所述卷料安装机构上,原料的首端穿过出料机构连接碾压成型单元200。所述卷料安装机构包括卷料筒,所述卷料筒通过卷料轴安装在供料架上,所述卷料轴的一端传动连接有卷料电机,所述出料机构102包括多个相对错位安装在安装架上的卷料滚筒,所述原料的首端往复绕接卷料滚筒后连接碾压成型单元。
35.不锈钢蜂窝芯自动焊接过程:控制器给供料单元100、导轨机构、碾压成型单元、焊接单元和移位单元供电,供料单元的卷料电机带动卷料筒旋转,释放装夹在卷料筒的原料,原料是不锈钢蜂窝板卷料101,不锈钢蜂窝板卷料101的首端绕过卷料滚筒穿过碾压成型单元200,同时导轨机构带动碾压成型单元200朝向供料单元运动,穿过碾压成型单元200的不锈钢蜂窝板卷料101被压制成第一片单片蜂窝芯a。之后,人工将第一片单片蜂窝芯a向成品出料口方向移动一个位移,所述的一个位移为不锈钢蜂窝芯的蜂窝宽度;导轨机构带动碾压成型单元200复位,进行第二片单片蜂窝芯a的压制;第二片单片蜂窝芯a压制后,导轨机构带动碾压成型单元复位,人工带动第一片单片蜂窝芯a贴紧第二片单片蜂窝芯a;导轨机构带动焊接单元朝向供料单元运动,运动过程中对贴紧的第一片单片蜂窝芯a和第二片单片蜂窝芯a进行夹紧,并对贴合处进行焊接制成不锈钢蜂窝芯的一版中的部分,再之后,由移位单元取代人工进行单片蜂窝芯a的移位和贴紧;直至完成一版不锈钢蜂窝芯。由于不锈钢蜂窝芯已经形成蜂窝,移位单元能够对蜂窝进行插入或抽出,并在插入蜂窝后推动蜂窝进行相应的移动,无需人工进行第三、四及第n片单片蜂窝芯a的移动,由移位单元可自动完成,一版不锈钢蜂窝芯中除第一、二片单片蜂窝芯a外的其他单片蜂窝芯a,均由移位单元进行贴紧和移位。一版不锈钢蜂窝芯b焊接完成后,再由人工从成品出料口取下运走。
36.需要说明的是,导轨机构的运动过程中,可以带动碾压成型单元和焊接单元独立或同步运动,分别或同步进行压制和焊接,其具体的工作方式可根据实际应用场景进行配置。
37.另外,所述导轨机构包括架体、导轨、导向丝杆、滑板及丝杆电机,所述导轨通过架体设置在所述机架600的远离成品出料口的一端,所述导向丝杆轴承安装在架体上,且与导轨平行,所述丝杆电机安装在导向丝杆的一端,碾压成型单元和焊接单元安装在与导向丝杆螺纹配合的滑板上,丝杆电机通过导向丝杆、滑板带动碾压成型单元和焊接单元往复运
动。
38.因此,所述的不锈钢蜂窝芯自动焊接设备,代替人工进行不锈钢蜂窝芯卷料的进料、碾压成型、焊接工艺;实现自动化,提高工作效率,节省人工。
39.进一步的,如图7所示,所述机架靠近供料单元出料端的一侧安装有剪断单元400,所述剪断单元400用于剪断单片蜂窝芯的原料端。
40.所述剪断单元包括剪刀、升降组件及开合驱动件,所述剪刀、开合驱动件安装在升降组件的伸缩端,所述升降组件带动剪刀靠近或远离单片蜂窝芯的原料端,所述开合驱动件带动剪刀开合。
41.实际应用时,所述剪刀可选择工业剪刀401,所述升降组件选择电动伸缩杆404或升降气缸。开合驱动件选择正反电机,正反电机通过活动块403安装在电动伸缩杆404或升降气缸的输出端;平行安装在机架上的导向杆405为活动块403的升降导向。所述正反电机的输出轴连接有丝杆402,丝杆402上螺纹安装有螺母,所述螺母两侧焊接有两个连接杆,两个所述连接杆分别连接工业剪刀401的手柄末端,所述电动伸缩杆404带动工业剪刀401靠近或远离单片蜂窝芯的原料端,正反电机旋转带动螺母在正反电机的输出轴上运动,螺母通过连接杆带动工业剪刀401开合用以剪断单片蜂窝芯的原料端与原料的连接。设置的剪断单元进一步提高了设备的自动化程度。
42.请参阅图3、4,本实用新型的另一个实施例中,所述碾压成型单元包括安装座、碾压成型齿轮202及成型电机201,所述安装座活动安装在导轨机构上,两个相互配合的碾压成型齿轮202轴承安装在所述安装座上,所述成型电机201传动连接其中一个碾压成型齿轮202,所述成型电机带动碾压成型齿轮压制穿过两个碾压成型齿轮202之间的原料制成单片蜂窝芯。
43.请参阅图5、6,本实用新型的另一个实施例中,所述焊接单元包括支撑架、进给压轮301及激光焊接头302,所述支撑架活动安装在导轨机构上,两个进给压轮301轴承安装在所述支撑架上,两个进给压轮301之间留有焊接工位,所述激光焊接头302安装在支撑架上,且所述激光焊接头的聚光点聚焦于焊接工位,两个所述进给压轮301与成型的单片蜂窝芯和焊接好的蜂窝芯单片啮合,用于夹紧两片蜂窝芯,所述激光焊接头焊接两片蜂窝芯的贴合处。
44.本实用新型在应用时,一个优选实施例中,任一所述的进给压轮301通过升降调节组件安装在支撑架上,所述升降调节组件用于调节两个进给压轮之间的间隙。
45.所述升降调节组件包括升降液压杆,焊接工位顶部的所述进给压轮301通过连接板安装在升降液压杆的一端,升降液压杆的另一端安装在焊接工位所在平面的连接板上。通过所述的升降液压杆对焊接工位顶部的进给压轮进行调节,用于调节两个进给压轮之间的间隙;这样的话,多种高度不同的蜂窝芯片体可以用此设备自动焊接。
46.请参阅图8、9,本实用新型的另一个实施例中,所述移位单元包括插销件、第一动力件和第二动力件,两个所述第一动力件相对安装在机架靠近导轨机构一端的顶部,所述第二动力件连接两个所述第一动力件的输出端,所述插销件安装在第二动力件的输出端,所述第一动力件带动插销件和第二动力件升降,所述第二动力件带动插销件运动。
47.所述第一动力件采用动力气缸501,第二动力件采用动力马达502,两个所述动力气缸501通过相对安装在机架靠近导轨机构一端的顶部,两个所述动力气缸501的伸缩端通
过连接管进行连接,在连接管的下方设有移载平台,所述移载平台上滑动安装有多个平行的传动轴,所述多个平行的传动轴的一端与动力马达502连接,另一端竖直安装插销;动力马达502通过传动轴带动插销运动;两个所述动力气缸501同步带动移载平台及其上的移载平台、动力马达502和插销升降。
48.在移位单元的工作过程中,需要对一版不锈钢蜂窝芯的第二片单片蜂窝芯之后的单片蜂窝芯进行移位,便于进行焊接,在焊接后,将焊接的单片蜂窝芯与其后的单片蜂窝芯进行贴紧,所述的移位和贴紧工序,由动力气缸501带动插销插入不锈钢蜂窝芯的蜂窝,再动力马达502带动插销运动实现。
49.进一步的,所述第一动力件或第二动力件采用动力气缸501或动力马达502。
50.本实用新型的工作原理:电控单元控制供料单元100供给不锈钢蜂窝板卷料101给碾压成型单元,不锈钢蜂窝板卷料101的首端绕过卷料滚筒穿过碾压成型单元200,同时导轨机构带动碾压成型单元200朝向供料单元运动,穿过碾压成型单元200的不锈钢蜂窝板卷料101被压制成第一片单片蜂窝芯a。之后,人工将第一片单片蜂窝芯a向成品出料口方向移动一个位移,所述的一个位移为不锈钢蜂窝芯的蜂窝宽度;导轨机构带动碾压成型单元200复位,进行第二片单片蜂窝芯a的压制;第二片单片蜂窝芯a压制后,导轨机构带动碾压成型单元复位,人工带动第一片单片蜂窝芯a贴紧第二片单片蜂窝芯a;导轨机构带动焊接单元朝向供料单元运动,运动过程中对贴紧的第一片单片蜂窝芯a和第二片单片蜂窝芯a进行夹紧,并对贴合处进行焊接制成不锈钢蜂窝芯的一版中的部分,再之后,由移位单元取代人工进行单片蜂窝芯a的移位和贴紧;直至完成一版不锈钢蜂窝芯。
51.需要说明的是,本实用新型所采用的控制器、动力气缸501或动力马达502均为现有技术的应用,本专业技术人员能够根据相关的描述实现所要达到的功能,或通过相似的技术实现所需完成的技术特性,在这里就不再详细描述。
52.本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
53.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。