1.本实用新型涉及零件打磨装置技术领域,更具体的说是一种机械零件打磨装置。
背景技术:
2.公开号为cn209551343u的实用新型公开了一种机械零件打磨装置,包括顶板,所述顶板的顶端固定连接有第一电机,所述顶板的底端两侧对称焊接有两组竖板,且两组竖板的底端焊接有底板,所述底板的顶端固定连接有第一轴承,两侧所述竖板相邻内壁之间焊接有两组横板。该机械零件打磨装置,通过将工件平放在夹板的上端,在液压伸缩杆的作用下,推动两侧的夹板,对工件的上下两端进行夹紧,实现工件打磨过程中稳固的效果,此刻,在第二电机的作用下,带动丝杆旋转,配合螺母,实现匚形架的移动,从而使工件与打磨辊的表面接触,实现打磨的效果,在外球面轴承的作用下,方便操作人员旋转工件,便于对工件的边缘处周围进行打磨,提高打磨的效率。缺点是不能连续对零件进行多个平面的往复性打磨。
技术实现要素:
3.本实用新型提供一种机械零件打磨装置,其有益效果为能连续对零件进行多个平面的往复性打磨。
4.一种机械零件打磨装置,包括卡紧转动机构、精度调节打磨机构和往复式移动机构,所述的精度调节打磨机构连接在往复式移动机构上,卡紧转动机构连接在往复式移动机构上,精度调节打磨机构位于往复式移动机构上方,卡紧转动机构位于往复式移动机构上方,所述的卡紧转动机构包括顶针、固定盘、伸缩弹簧、转盘、固定板、卡盘电机、卡盘和卡紧爪,顶针固定连接在固定盘上,固定盘固定连接在转盘上,转盘转动连接在位于左侧的固定板上,卡盘电机固定连接在位于右侧的固定板上,卡盘固定连接在卡盘电机的输出轴上,卡盘内设置有多个卡紧爪。
5.作为本技术方案的进一步优化,本实用新型一种机械零件打磨装置,所述的精度调节打磨机构包括精度调节电机、升降调节丝杠、固定架、刻度尺、滑槽、升降板、刻度标块、打磨电机和打磨辊,精度调节电机固定连接在固定架上,升降调节丝杠固定连接在精度调节电机的输出轴上,升降调节丝杠转动连接在固定架内,固定架上设置有刻度尺,固定架内设置有滑槽,升降板螺纹连接在升降调节丝杠上,刻度标块固定连接在升降板上,刻度标块滑动连接在滑槽内,刻度标块与刻度尺接触,打磨电机固定连接在升降板上,打磨辊固定连接在打磨电机的输出轴上。
6.作为本技术方案的进一步优化,本实用新型一种机械零件打磨装置,所述的往复式移动机构包括往复调节电机、移动调节丝杠、往复移动平台和直线导轨,往复调节电机固定连接在直线导轨上,移动调节丝杠固定连接在往复调节电机的输出轴上,移动调节丝杠转动连接在直线导轨内,往复移动平台螺纹连接在移动调节丝杠上,往复移动平台滑动连接在直线导轨内,两个固定板均固定连接在往复移动平台上,固定架固定连接在直线导轨
上。
7.作为本技术方案的进一步优化,本实用新型一种机械零件打磨装置,所述的卡紧爪为橡胶材质。
8.作为本技术方案的进一步优化,本实用新型一种机械零件打磨装置,所述的刻度尺为毫米刻度尺。
9.本实用新型一种机械零件打磨装置的有益效果为:
10.伸缩弹簧受力向内压缩,然后将零件的另一端放入卡盘内,多个卡紧爪自然将零件一端固定卡紧即可开始对零件进行打磨,橡胶材质的卡紧爪抓紧力更好且具有弹性不会对零件本身产生划痕,当零件的一个面打磨完成之后启动卡盘电机,卡盘电机带动卡盘旋转即可调节需要打磨的角度,当卡盘旋转到合适的角度时,停止卡盘电机继续对零件进行打磨,依次重复此动作即可实现连续对零件多个平面的打磨。
附图说明
11.下面结合附图和具体实施方法对本实用新型做进一步详细的说明。
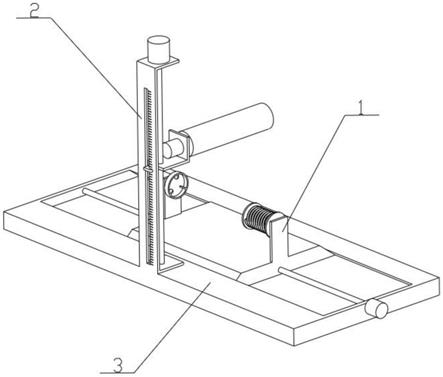
12.图1是本实用新型一种机械零件打磨装置的整体结构示意图;
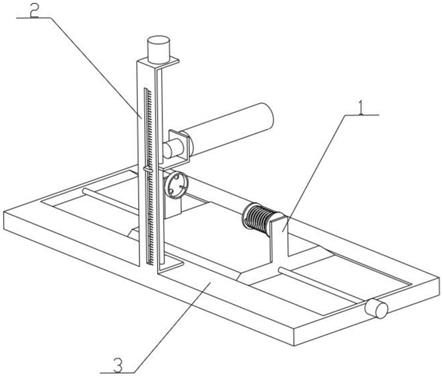
13.图2是一种机械零件打磨装置另一方向的整体结构示意图;
14.图3是卡紧转动机构的结构示意图;
15.图4是精度调节打磨机构的结构示意图;
16.图5是往复式移动机构的结构示意图。
17.图中:卡紧转动机构1;顶针1
‑
1;固定盘1
‑
2;伸缩弹簧1
‑
3;转盘1
‑
4;固定板1
‑
5;卡盘电机1
‑
6;卡盘1
‑
7;卡紧爪1
‑
8;精度调节打磨机构2;精度调节电机2
‑
1;升降调节丝杠2
‑
2;固定架2
‑
3;刻度尺2
‑
4;滑槽2
‑
5;升降板2
‑
6;刻度标块2
‑
7;打磨电机2
‑
8;打磨辊2
‑
9;往复式移动机构3;往复调节电机3
‑
1;移动调节丝杠3
‑
2;往复移动平台3
‑
3;直线导轨3
‑
4。
具体实施方式
18.下面结合附图对本实用新型作进一步详细说明。
19.具体实施方式一:
20.下面结合附图说明本实施方式一种电子产品加工用夹具,包括卡紧转动机构1、精度调节打磨机构2和往复式移动机构3,所述的精度调节打磨机构2连接在往复式移动机构3上,卡紧转动机构1连接在往复式移动机构3上,精度调节打磨机构2位于往复式移动机构3上方,卡紧转动机构1位于往复式移动机构3上方,所述的卡紧转动机构1包括顶针1
‑
1、固定盘1
‑
2、伸缩弹簧1
‑
3、转盘1
‑
4、固定板1
‑
5、卡盘电机1
‑
6、卡盘1
‑
7和卡紧爪1
‑
8,顶针1
‑
1固定连接在固定盘1
‑
2上,固定盘1
‑
2固定连接在转盘1
‑
4上,转盘1
‑
4转动连接在位于左侧的固定板1
‑
5上,卡盘电机1
‑
6固定连接在位于右侧的固定板1
‑
5上,卡盘1
‑
7固定连接在卡盘电机1
‑
6的输出轴上,卡盘1
‑
7内设置有多个卡紧爪1
‑
8;首先操作人员将需要打磨的零件一端压到顶针1
‑
1上,伸缩弹簧1
‑
3受力向内压缩,然后将零件的另一端放入卡盘1
‑
7内,多个卡紧爪1
‑
8自然将零件一端固定卡紧即可开始对零件进行打磨,当零件的一个面打磨完成之后启动卡盘电机1
‑
6,卡盘电机1
‑
6带动卡盘1
‑
7旋转即可调节需要打磨的角度,当卡盘1
‑
7旋转到合适的角度时,停止卡盘电机1
‑
6继续对零件进行打磨,依次重复此动作即可实现
连续对零件多个平面的打磨。
21.具体实施方式二:
22.下面结合附图说明本实施方式,本实施方式对实施方式一作进一步说明,所述的精度调节打磨机构2包括精度调节电机2
‑
1、升降调节丝杠2
‑
2、固定架2
‑
3、刻度尺2
‑
4、滑槽2
‑
5、升降板2
‑
6、刻度标块2
‑
7、打磨电机2
‑
8和打磨辊2
‑
9,精度调节电机2
‑
1固定连接在固定架2
‑
3上,升降调节丝杠2
‑
2固定连接在精度调节电机2
‑
1的输出轴上,升降调节丝杠2
‑
2转动连接在固定架2
‑
3内,固定架2
‑
3上设置有刻度尺2
‑
4,固定架2
‑
3内设置有滑槽2
‑
5,升降板2
‑
6螺纹连接在升降调节丝杠2
‑
2上,刻度标块2
‑
7固定连接在升降板2
‑
6上,刻度标块2
‑
7滑动连接在滑槽2
‑
5内,刻度标块2
‑
7与刻度尺2
‑
4接触,打磨电机2
‑
8固定连接在升降板2
‑
6上,打磨辊2
‑
9固定连接在打磨电机2
‑
8的输出轴上;当开始打磨零件时,启动精度调节电机2
‑
1,精度调节电机2
‑
1带动升降调节丝杠2
‑
2转动,升降调节丝杠2
‑
2转动带动升降板2
‑
6上下移动,升降板2
‑
6上下移动带动打磨辊2
‑
9和刻度标块2
‑
7上下移动,刻度标块2
‑
7便于观察需要打磨的厚度,调节好精度后,启动打磨电机2
‑
8,打磨电机2
‑
8带动打磨辊2
‑
9转动开始对零件进行打磨,当打磨完一个平面后再次调节刻度标块2
‑
7的位置即可对下一个平面进行打磨。
23.具体实施方式三:
24.下面结合附图说明本实施方式,本实施方式对实施方式二作进一步说明,所述的往复式移动机构3包括往复调节电机3
‑
1、移动调节丝杠3
‑
2、往复移动平台3
‑
3和直线导轨3
‑
4,往复调节电机3
‑
1固定连接在直线导轨3
‑
4上,移动调节丝杠3
‑
2固定连接在往复调节电机3
‑
1的输出轴上,移动调节丝杠3
‑
2转动连接在直线导轨3
‑
4内,往复移动平台3
‑
3螺纹连接在移动调节丝杠3
‑
2上,往复移动平台3
‑
3滑动连接在直线导轨3
‑
4内,两个固定板1
‑
5均固定连接在往复移动平台3
‑
3上,固定架2
‑
3固定连接在直线导轨3
‑
4上;启动往复调节电机3
‑
1,往复调节电机3
‑
1带动移动调节丝杠3
‑
2转动,移动调节丝杠3
‑
2转动带动往复移动平台3
‑
3向右移动,同时往复移动平台3
‑
3在直线导轨3
‑
4内滑动可以稳定复移动平台3
‑
3不让其随移动调节丝杠3
‑
2同轴转动能够防止对零件的打磨精度产生影响,当打磨完成一个平面后,往复调节电机3
‑
1反转,往复移动平台3
‑
3向左移动对零件的另一平面进行打磨即可实现对零件的往复性打磨。
25.具体实施方式四:
26.下面结合附图说明本实施方式,本实施方式对实施方式三作进一步说明,所述的卡紧爪1
‑
8为橡胶材质;橡胶材质的卡紧爪1
‑
8抓紧力更好且具有弹性不会对零件本身产生划痕。
27.具体实施方式五:
28.下面结合附图说明本实施方式,本实施方式对实施方式四作进一步说明,所述的刻度尺2
‑
4为毫米刻度尺;毫米刻度尺能够提高对零件平面打磨厚度的精度要求。
29.本实用新型一种电子产品加工用夹具,其使用原理为:
30.首先操作人员将需要打磨的零件一端压到顶针1
‑
1上,伸缩弹簧1
‑
3受力向内压缩,然后将零件的另一端放入卡盘1
‑
7内,多个卡紧爪1
‑
8自然将零件一端固定卡紧即可开始对零件进行打磨,橡胶材质的卡紧爪1
‑
8抓紧力更好且具有弹性不会对零件本身产生划痕,当零件的一个面打磨完成之后启动卡盘电机1
‑
6,卡盘电机1
‑
6带动卡盘1
‑
7旋转即可调
节需要打磨的角度,当卡盘1
‑
7旋转到合适的角度时,停止卡盘电机1
‑
6继续对零件进行打磨,依次重复此动作即可实现连续对零件多个平面的打磨,当开始打磨零件时,启动精度调节电机2
‑
1,精度调节电机2
‑
1带动升降调节丝杠2
‑
2转动,升降调节丝杠2
‑
2转动带动升降板2
‑
6上下移动,升降板2
‑
6上下移动带动打磨辊2
‑
9和刻度标块2
‑
7上下移动,刻度标块2
‑
7便于观察需要打磨的厚度,毫米刻度尺能够提高对零件平面打磨厚度的精度要求,调节好精度后,启动打磨电机2
‑
8,打磨电机2
‑
8带动打磨辊2
‑
9转动开始对零件进行打磨,当打磨完一个平面后再次调节刻度标块2
‑
7的位置即可对下一个平面进行打磨,启动往复调节电机3
‑
1,往复调节电机3
‑
1带动移动调节丝杠3
‑
2转动,移动调节丝杠3
‑
2转动带动往复移动平台3
‑
3向右移动,同时往复移动平台3
‑
3在直线导轨3
‑
4内滑动可以稳定复移动平台3
‑
3不让其随移动调节丝杠3
‑
2同轴转动能够防止对零件的打磨精度产生影响,当打磨完成一个平面后,往复调节电机3
‑
1反转,往复移动平台3
‑
3向左移动对零件的另一平面进行打磨即可实现对零件的往复性打磨。
31.当然,上述说明并非对本实用新型的限制,本实用新型也不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。