1.本发明涉及砖坯布料领域,特别涉及一种矫正粉体断面纹理倾斜的方法和系统。
背景技术:
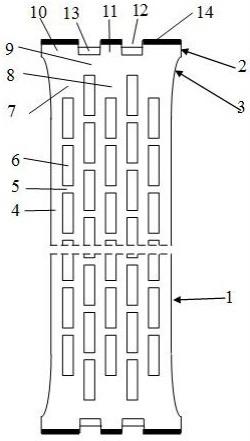
2.砖坯的生产过程,一般是通过布料装置在输送机构的皮带表面进行布料,其布料过程为逐层粉料进行叠加,每层粉料在布料时自然堆积后发生塌料,粉体周边因重力粉料下滑,导致相邻的两种颜色的粉料之间会出现一条倾斜的纹理。如图4所示,从侧面看一些砖坯具有倾斜的条纹,这些倾斜纹理的倾角不是砖坯原本设计的图形,这样会影响砖坯图案的成型质量。为此,在布料过程需要对粉体因自然堆积塌料造成的倾斜纹理进行修正。
技术实现要素:
3.本发明旨在至少在一定程度上解决相关技术中的上述技术问题之一。为此,本发明提出一种矫正粉体断面纹理倾斜的方法。
4.为实现上述目的,本发明的技术方案如下:
5.本发明还提出一种实现上述矫正粉体断面纹理倾斜的方法的系统。
6.根据本发明的第一方面实施例的矫正粉体断面纹理倾斜的方法,至少包括以下步骤:
7.s1:第一输送机构位于布料装置下方朝向方向a运行,所述布料装置在所述第一输送机构的输送面上进行布料形成粉体,其中,从所述粉体的侧面方向观察,所述粉体上形成有倾斜的纹理;
8.s2:所述粉体从所述第一输送机构的输送尾端落到所述溜料机构倾斜的溜料面上,所述粉体转送至所述溜料面时,所述粉体的纹理的倾斜角度进行第一次偏移修正;
9.s3:第二输送机构位于所述溜料机构下方且朝向方向b运行,所述粉体沿溜料面滑落至所述第二输送机构上,所述粉体转送至所述第二输送机构时,所述粉体的纹理的倾斜角度进行第二次偏移修正。
10.根据本发明实施例的矫正粉体断面纹理倾斜的方法,至少具有如下有益效果:粉体从第一输送机构、溜料机构、第二输送机构经过二次偏移修正后,粉体上的纹理上基本能修正至砖坯纹理所设计的角度或修正至倾角误差范围内,以此保证了砖坯图案成型质量。
11.根据本发明的一些实施例,还包括s4:在步骤s3后,滑落到所述第二输送机构的粉体达到砖坯的设计长度后,所述第一输送机构停转,所述第二输送机构以方向b的相反方向c进行反转运行,第三输送机构位于所述第二输送机构以方向c为运输方向的尾端下方,所述第三输送机构以方向c运行,所述粉体从所述第二输送机构转送至所述第三输送机构时,所述粉体的纹理的倾斜角度进行第三次偏移修正。
12.根据本发明的一些实施例,所述第一输送机构以速度v1朝向方向a运行,所述第二输送机构以速度v2朝向方向b运行,其中,所述速度v1大于所述速度v2,以使所述粉体从所述溜料面转送至所述第二输送机构上时发生粉料堆叠。
13.根据本发明的一些实施例,所述第三输送机构的输送面与所述第二输送机构的输送面高度差为7~30mm。
14.根据本发明的第二方面实施例的矫正粉体断面纹理倾斜系统,包括:
15.布料装置,其下方设有第一输送机构;
16.溜料机构,设置在所述第一输送机构的输送尾端下方,所述溜料机构设有倾斜的溜料面;
17.第二输送机构,设置在所述溜料机构下方,所述第二输送机构可正反转运行。
18.根据本发明实施例的矫正粉体断面纹理倾斜系统,至少具有如下有益效果:利用第一输送机构、溜料机构、第二输送机构对粉体进行二次偏移修正,以此保证砖坯图案成型质量。
19.根据本发明的一些实施例,所述第二输送机构反转方向的输送尾端下方设有第三输送机构。
20.根据本发明的一些实施例,所述第一输送机构的输送速度大于所述第二输送机构的输送给速度。
21.根据本发明的一些实施例,所述溜料机构包括机架、转动安装在所述机架上的斜挡板和驱动机构,所述溜料面设置于所述斜挡板上,所述驱动机构驱动所述斜挡板转动以改变所述溜料面的倾斜角度。
22.根据本发明的一些实施例,在所述第一输送机构的输送尾端后侧设有挡料板,所述挡料板竖直设置且位于所述溜料面的上方。
23.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
24.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
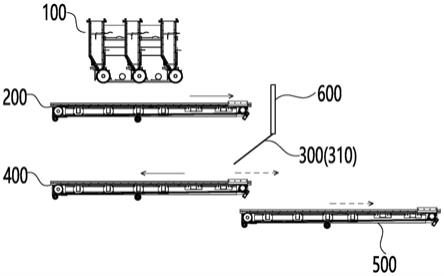
25.图1是本发明的其中一种实施方式示意图;
26.图2是本发明的另一种实施方式示意图;
27.图3是本发明的溜料机构左视图;
28.图4是本发明的粉体设计侧视方向结构示意图;
29.图5是本发明的粉体在第一输送机构成型侧视方向结构示意图。
30.附图标记:布料装置100;第一输送机构200;溜料机构300;溜料面310;第二输送机构400;第三输送机构500;机架320;斜挡板330;驱动机构340;挡料板600;粉体700;纹理710。
具体实施方式
31.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
32.本发明涉及一种矫正粉体断面纹理倾斜的方法以及实现该方法的系统,该方法主
要针对的砖坯,如图4所示,这类砖坯(粉体700)从侧面方向看具有倾斜的纹理710,所设计的纹理710呈倾斜于砖坯的上端面。纹理710在砖坯内成型的角度对砖坯最终形成的图形有很重要的影响。
33.矫正粉体断面纹理倾斜的方法所应用的系统,其包括布料装置100、第一输送机构200、溜料机构300和第二输送机构400。本实施例中,第一输送机构200和第二输送机构400为皮带式输送机构。如图1所示,第一输送机构200设置在布料装置100下方,溜料机构300设置在第一输送机构200右端下方,溜料机构300上设有溜料面310,该溜料面310呈由右上侧往左下侧方向倾斜。第二输送机构400设置在溜料机构300下方,且第二输送机构400的右端位于溜料面310的下端下方。
34.在应用上述系统时,矫正粉体断面纹理倾斜的方法至少包括以下步骤:
35.s1:第一输送机构200在布料装置100下方朝右水平运行,布料装置100在第一输送机构200的输送面上进行布料,粉料在第一输送机构200上形成粉体700。从粉体700的侧面方向,粉体700上形成倾斜的纹理710,从图5所示方向看这些纹理710呈从左上侧往右下侧方向倾斜。将纹理710与粉体700的上端面形成的锐角定义为倾角α,由于在布料时第一输送机构200的移动作用下以及粉料的自然塌料作用下,该倾角α的角度比砖坯所设计的角度β小,使得粉体700形纹理710构成的图案出现失真;
36.s2:粉体700在第一输送机构200上朝右移动,粉体700从第一输送机构200的右端竖直落到溜料机构300的溜料面310上。在溜料面310的倾斜作用下,粉体700上的纹理710的倾角α将会变大,即倾角α趋向设计角β的角度方向进行第一次偏移修正;
37.s3:粉体700在溜料面310上进行第一次偏移修正的同时,粉体700沿溜料面310向下滑落至第二输送机构400的右端。第二输送机构400的输送面朝左水平运行。粉体700从溜料机构300转移到第二输送机构400上时,转移过程配合第二输送机构400的移动,粉体700纹理710的倾角α再一次趋向设计角β进行第二次偏移修正。
38.粉体700从第一输送机构200、溜料机构300、第二输送机构400经过二次偏移修正后,粉体700上的纹理710上基本能修正至砖坯纹理710所设计的角度或修正至倾角误差范围内,以此保证了砖坯图案成型质量。
39.进一步的,在第二输送机构400的右端下方设置由第三输送机构500。在步骤s3后进行步骤s4,步骤s4为:根据砖坯成型的长度,转送至第二输送机构400上的粉体700达到生产长度后,布料装置100停止布料操作,第一输送机构200停转。在步骤s3时第二输送机构400朝左运行,此时第二输送机构400以s3运行时的相反方向运行,即第二输送机构400此时朝右运行,粉体700从第二输送机构400的右端落到第三输送机构500,第三输送机构500的运行方向与第二输送机构400此时的运行方向同向,且两者等速运行。第二输送机构400在步骤s3和步骤s4中反向运行,使得粉体700转移到第三输送机构500上时得到第三次偏移修正,使得粉体700上的纹理710的倾角更加精确。
40.在本发明的一些具体实施例中,如图1所示,第一输送机构200以速度v1朝右运行,第二输送机构400以速度v2朝右运行,v1大于v2。由于第二输送机构400相对第一输送机构200的速度变慢,粉体700从溜料板上转送至第二输送机构400上时发生粉料堆叠,即在第二输送机构400上的粉体700厚度增大,同时所形成的粉体700纹理710也会进一步发生偏移修正,得到的纹理710更加精确。
41.如图2所示,在另一种实施例中,溜料机构300设置在第一输送机构200左下方,且溜料面310由右上侧往左下侧倾斜,第二输送机构400的右端位于溜料面310底端的下方,在该实施例下,步骤s1和步骤s3中第一输送机构200和第二输送机构400的运行方向同向,均为朝左运行。
42.具体的,第三输送机构500的输送面与第二输送机构400的输送面高度差为7mm至30mm,根据实际生产试验,若第二输送机构400和第三输送机构500的距离小于7mm,则第三次修正效果不明显。若第二输送机构400和第三输送机构500的距离大于30mm,会导致纹理710线条超过修正要求,纹理710往另一边倾斜。
43.如图3所示,在本发明的一些实施例中,矫正粉体断面纹理倾斜系统中的溜料机构300包括机架320、转动安装在机架320上的斜挡板330和驱动机构340,溜料面310设置于斜挡板330上,驱动机构340可以为电机或气缸,根据砖坯的实际修正需求,利用驱动机构340驱动斜挡板330转动,从而改变溜料面310的倾斜角度。
44.进一步的,在第一输送机构200的输送尾端后侧设有挡料板600,挡料板600竖直设置且位于溜料面310的上方,粉体700的粉料从第一输送机构200输送尾端落下时,利用挡料板600对粉料进行阻挡,保证全部粉料正常的落到溜料面310上。
45.具体的,,在满足粉体纹理倾斜角度误差范围内,粉体纹理一般需要修正到60
°
至120
°
的倾角范围内。具体的修正角度则通过调节溜料面310的倾斜角度或溜料机构300与第二输送机构400之间的相对落料高度、以及第一输送机构200、第二输送机构400和第三输送机构500之间的速度差决定。溜料面310倾斜角度越大,则粉体纹理修正角度越大。第一输送机构200、第二输送机构400和第三输送机构500之间的速度差越大,则粉体纹理修正角度越大。
46.在本说明书的描述中,参考术语“一些具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。