1.本发明涉及卷烟加工制造领域,尤其涉及一种掺配均匀性控制方法。
背景技术:
2.在烟草制造加工过程中,掺配环节将不同组分原料掺配均匀,保障产品的卷制质量稳定,是制丝生产的重要环节。掺配系统一般由掺配主秤和掺配从秤组成。各个掺配从秤跟踪掺配主秤瞬时流量,按照设定掺配比例计算掺配流量进行掺配。计算如下:掺配从秤设定流量=掺配主秤瞬时流量
×
掺配比例。
3.各个掺配从秤根据计算的设定流量进行掺配控制,而掺配从秤的设定流量需要根据主秤的实际流量随时调整,此属于跟踪调节系统,瞬时流量如果波动较大,例如不易控制的料头料尾,就会产生较大的流量误差。现有技术通常采用累积误差补偿进行修正,虽然总量能够完成,但是生产过程中的均匀性依然较差。同时,在生产过程中,从秤系统的物料流量稳定是保障掺配准确的基础,系统故障造成的物料断流同样会造成部分物料没有掺配,恢复后误差补偿会更大,这就造成整个批次的掺配更加不均匀,最终影响产品的吸食口味。
技术实现要素:
4.有鉴于此,本发明旨在提供一种掺配均匀性控制方法,以解决上述现有技术导致掺配控制精度不高、均匀性不佳的问题。
5.本发明采用的技术方案如下:
6.一种掺配均匀性控制方法,其中包括:
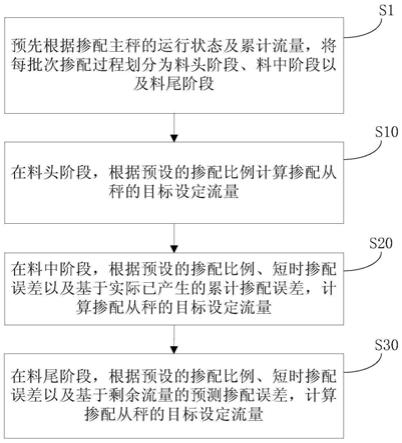
7.预先根据掺配主秤的运行状态及累计流量,将每批次掺配过程划分为料头阶段、料中阶段以及料尾阶段,并在各个阶段按如下方式控制掺配从秤的计量操作:
8.在料头阶段,根据预设的掺配比例计算掺配从秤的目标设定流量;
9.在料中阶段,根据预设的掺配比例、短时掺配误差以及基于实际已产生的累计掺配误差,计算掺配从秤的目标设定流量;
10.在料尾阶段,根据预设的掺配比例、短时掺配误差以及基于剩余流量的预测掺配误差,计算掺配从秤的目标设定流量。
11.在其中至少一种可能的实现方式中,在料头阶段,掺配从秤的目标设定流量=掺配主秤瞬时流量
×
掺配比例。
12.在其中至少一种可能的实现方式中,在料中阶段,掺配从秤的目标设定流量=第一设定流量 第二设定流量 第三设定流量;
13.第一设定流量=掺配主秤瞬时流量
×
掺配比例;
14.第二设定流量=掺配从秤前一时段的累积误差
÷
前一时段的时长;
15.第三设定流量=掺配从秤的全部累积误差
÷
掺配时间,其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配时间=掺配主秤累积流量
÷
掺配主秤预设流量速度。
16.在其中至少一种可能的实现方式中,在料尾阶段,掺配从秤的目标设定流量=第四设定流量 第五设定流量 第六设定流量;
17.第四设定流量=掺配主秤瞬时流量
×
掺配比例;
18.第五设定流量=掺配从秤前一时段的累积误差
÷
前一时段的时长;
19.第六设定流量=掺配从秤的全部累积误差
÷
掺配剩余时间,其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配剩余时间=(预设的每批次主秤累积总流量
–
掺配主秤累积流量)
÷
掺配主秤预设流量速度。
20.在其中至少一种可能的实现方式中,所述将每批次掺配过程划分为料头阶段、料中阶段以及料尾阶段包括:
21.将掺配系统开始运转至预设时间内的掺配过程作为料头阶段;
22.将预设时间之后且在掺配主秤累积流量到达预设阈值之前的掺配过程作为料中阶段;
23.将掺配主秤累积流量到达预设阈值之后的掺配过程作为料尾阶段。
24.在其中至少一种可能的实现方式中,所述方法还包括:
25.在掺配过程中,根据预设的计时机制实时监测掺配从秤的物料输送状态;
26.当掺配从秤的物料输送状态异常时,触发掺配系统停机。
27.在其中至少一种可能的实现方式中,所述触发掺配系统停机包括:分别控制掺配主秤以及掺配从秤停止运行,并输出警示信号。
28.在其中至少一种可能的实现方式中,所述根据预设的计时机制实时监测掺配从秤的物料输送状态包括:
29.若监测到掺配从秤的供料皮带上的无料状态持续预设的第一计时时长,则判定掺配从秤的物料输送状态异常。
30.在其中至少一种可能的实现方式中,所述根据预设的计时机制实时监测掺配从秤的物料输送状态包括:
31.若监测到掺配从秤的供料皮带上的有料,且同时监测到所述供料皮带之后的计量管的低位无料状态持续预设的第二计时时长,则判定掺配从秤的物料输送状态异常。
32.在其中至少一种可能的实现方式中,所述根据预设的计时机制实时监测掺配从秤的物料输送状态包括:
33.若监测到掺配从秤的供料皮带之后的计量管的高位有料状态持续预设的第三计时时长,则判定掺配从秤的物料输送状态异常。
34.本发明的设计构思在于,针对现有的掺配系统掺配从秤瞬时流量波动大、瞬时流量精度较差的问题,将掺配系统的掺配从秤计量方式基于掺配主秤的运行状态分为三个独立阶段进行区别设置,利用瞬时精度误差和累计精度误差进行控制,具体是增加了短时误差控制和累计误差补偿,以此提高瞬时掺配比例的控制精度,有效改善了掺配均匀性。本发明通过对掺配系统在料头、料中和料尾的分阶段精准控制,在保障掺配均匀性的同时,减少了系统瞬时精度的波动,从而降低了整个系统的误差,避免了批间不均现象。
35.进一步地,本发明还增加了异常监测机制,利用多点位的供料状态监测进行组合判断,一旦发现掺配系统出现异常可以及时停止掺配操作,避免产生较大的掺配误差。
附图说明
36.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
37.图1为本发明实施例提供的掺配均匀性控制方法的流程图。
具体实施方式
38.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
39.本发明提出了一种掺配均匀性控制方法的实施例,具体如图1所示,可以包括:
40.步骤s1、预先根据掺配主秤的运行状态及累计流量,将每批次掺配过程划分为料头阶段、料中阶段以及料尾阶段,并在各个阶段按如下方式控制掺配从秤的计量操作:
41.步骤s10、在料头阶段,根据预设的掺配比例计算掺配从秤的目标设定流量;
42.步骤s20、在料中阶段,根据预设的掺配比例、短时掺配误差以及基于实际已产生的累计掺配误差,计算掺配从秤的目标设定流量;
43.步骤s30、在料尾阶段,根据预设的掺配比例、短时掺配误差以及基于剩余流量的预测掺配误差,计算掺配从秤的目标设定流量。
44.在实际操作中,料头阶段的掺配从秤的目标设定流量=掺配主秤瞬时流量
×
掺配比例。
45.在实际操作中,料中阶段的掺配从秤的目标设定流量=第一设定流量 第二设定流量 第三设定流量;
46.第一设定流量=掺配主秤瞬时流量
×
掺配比例;
47.第二设定流量=掺配从秤前一时段的累积误差
÷
前一时段的时长;
48.第三设定流量=掺配从秤的全部累积误差
÷
掺配时间,其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配时间=掺配主秤累积流量
÷
掺配主秤预设流量速度。
49.在实际操作中,料尾阶段的掺配从秤的目标设定流量=第四设定流量 第五设定流量 第六设定流量;
50.第四设定流量=掺配主秤瞬时流量
×
掺配比例;
51.第五设定流量=掺配从秤前一时段的累积误差
÷
前一时段的时长;
52.第六设定流量=掺配从秤的全部累积误差
÷
掺配剩余时间,其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配剩余时间=(预设的每批次主秤累积总流量
–
掺配主秤累积流量)
÷
掺配主秤预设流量速度。
53.进一步地,前述将每批次掺配过程划分为料头阶段、料中阶段以及料尾阶段可以参考如下:将掺配系统开始运转至预设时间内的掺配过程作为料头阶段;将预设时间之后且在掺配主秤累积流量到达预设阈值之前的掺配过程作为料中阶段;将掺配主秤累积流量到达预设阈值之后的掺配过程作为料尾阶段。
54.进一步地,所述方法还可以包括:
55.在掺配过程中,根据预设的计时机制实时监测掺配从秤的物料输送状态;当掺配
从秤的物料输送状态异常时,触发掺配系统停机。这里所述触发掺配系统停机,在实际操作中可以是指分别控制掺配主秤以及掺配从秤停止运行,并输出警示信号。
56.进一步地,所述根据预设的计时机制实时监测掺配从秤的物料输送状态可以包括如下三种情况:
57.其一、若监测到掺配从秤的供料皮带上的无料状态持续预设的第一计时时长,则判定掺配从秤的物料输送状态异常。
58.其二、若监测到掺配从秤的供料皮带上的有料,且同时监测到所述供料皮带之后的计量管的低位无料状态持续预设的第二计时时长,则判定掺配从秤的物料输送状态异常。
59.其三、若监测到掺配从秤的供料皮带之后的计量管的高位有料状态持续预设的第三计时时长,则判定掺配从秤的物料输送状态异常。
60.为了便于理解上述实施例及其优选方案,此处提供如下示意性举例供实施借鉴:
61.在本发明主要构思中,将掺配控制分为料头、料中、料尾三个独立阶段进行针对性控制:
62.(1)可以将掺配系统(主要包括主秤系统和从秤系统)从开始运转至预设时间这个阶段(如1分钟内),视为料头阶段。具体地可以按照掺配主秤开始运转后的流量统计来定。在此阶段,掺配从秤的目标设定流量=掺配主秤瞬时流量
×
掺配比例,这是按照工艺要求的掺配比例计算的设定流量,也即是说在料头阶段,采用既定的掺配比例控制,利用掺配从秤的上升趋势以保障掺配跟踪。
63.(2)可将掺配系统开始运转预设时间之后(如1分钟后,同样可以基于掺配主秤数据来定),视为正常运转阶段(也称为料中阶段)。在此阶段,掺配从秤的目标设定流量由下述三部分相加组成,从而能够准确跟踪掺配主秤的瞬时流量。
64.第一部分:掺配从秤的第一设定流量n1=掺配主秤瞬时流量
×
掺配比例,这同样是按照工艺要求的掺配比例计算的设定流量。
65.第二部分:掺配从秤的第二设定流量n2=掺配从秤前一时段(如前1分钟)的累积误差
÷
前一时段的时长(1分钟),得出前一时段(前1分钟内)产生的掺配静差,将此作为一个扰动量加入掺配从秤控制,以修正第一部分计算出的设定流量,使掺配从秤系统更精准地跟踪主秤流量。
66.第三部分:掺配从秤的第三设定流量n3=掺配从秤的全部累积误差(从掺配开始到当前时刻的全部误差)
÷
掺配时间(从掺配开始到当前时刻的时间间隔),其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配时间=掺配主秤累积流量
÷
掺配主秤设定流量速度(例如5000公斤/小时)。
67.也即是说在料中部分,结合n2以修正系统静差,并通过n3进行系统补偿,从而能够获得稳定的掺配精度。
68.(3)在主秤累积流量达到预设阈值时(比如,每批次既定的主秤累积总流量可设为9800公斤,那么该预设阈值则可设为9000公斤),视为料尾阶段。在此阶段,掺配从秤的目标设定流量由下述三部分相加组成,从而能够准确跟踪掺配主秤瞬时流量。
69.第一部分:掺配从秤的第四设定流量n4=掺配主秤瞬时流量
×
掺配比例,这同样是按照工艺要求的掺配比例计算的设定流量。
70.第二部分:掺配从秤的第五设定流量n5=掺配从秤前一时段(如前1分钟)的累积误差
÷
前一时段的时长(1分钟),得出前一时段(前1分钟内)产生的掺配静差,将此作为一个扰动量加入掺配从秤控制系统,修正第一部分计算出的设定流量,使掺配从秤系统更精准地跟踪掺配主秤流量。
71.第三部分:掺配从秤的第六设定流量n6=掺配从秤的全部累积误差(从掺配开始到当前时刻的全部误差)
÷
掺配剩余时间(从当前时刻到掺配结束的时间间隔),其中,掺配从秤的全部累积误差=掺配从秤累积流量
‑
掺配主秤累积流量
×
掺配比例,掺配剩余时间=(预设的主秤累积总流量9800公斤
–
掺配主秤累积流量)
÷
掺配主秤设定流量速度(5000公斤/小时)。
72.也即是说在料尾阶段,在结合n5修正系统静差的同时,随着掺配结束时间的临近,通过n6对剩余流量的误差进行预测,从而可以实现大范围补偿并以此保障掺配精度,这同时也是对料中阶段出现补偿不足或者过渡补偿时的修正。
73.最后还可以说明的是,为了实现掺配异常监控,可以在掺配从秤的供料皮带上方设置诸如光电传感器件等,以检测供料皮带上是否有料。如果在掺配系统运行过程之中,持续1分钟没有监测到供料皮带上的物料,可以触发掺配系统停机报警。
74.再有,可以在掺配从秤的供料皮带后方设置计量管,并在计量管的预设低位处设置诸如光电传感器件等,以检测计量管低位物料状态。如果在供料皮带有料前提下,而该低位无料状态持续30秒,则可以认为供料皮带堵塞,同样可以触发掺配系统停机报警。
75.还有,可以在前述计量管的预设高位处设置诸如光电传感器件等,以检测计量管高位物料状态。如果在掺配系统运行过程之中,监测到计量管高位持续1分钟处于有料状态,则认为该计量管堵塞,同样可以触发掺配系统停机报警。
76.按上述设计,当掺配从秤系统出现供料异常状态时,可以控制掺配主秤系统停止运行,以防止掺配从秤不能掺配造成掺配系统失效,同时使掺配从秤系统也停止运行,避免了整体掺配不均匀。
77.综上所述,本发明的设计构思在于,针对现有的掺配系统掺配从秤瞬时流量波动大、瞬时流量精度较差的问题,将掺配系统的掺配从秤计量方式基于掺配主秤的运行状态分为三个独立阶段进行区别设置,利用瞬时精度误差和累计精度误差进行控制,具体是增加了短时误差控制和累计误差补偿,以此提高瞬时掺配比例的控制精度,有效改善了掺配均匀性。本发明通过对掺配系统在料头、料中和料尾的分阶段精准控制,在保障掺配均匀性的同时,减少了系统瞬时精度的波动,从而降低了整个系统的误差,避免了批间不均现象。
78.本发明实施例中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示单独存在a、同时存在a和b、单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项”及其类似表达,是指的这些项中的任意组合,包括单项或复数项的任意组合。例如,a,b和c中的至少一项可以表示:a,b,c,a和b,a和c,b和c或a和b和c,其中a,b,c可以是单个,也可以是多个。
79.以上依据图式所示的实施例详细说明了本发明的构造、特征及作用效果,但以上仅为本发明的较佳实施例,需要言明的是,上述实施例及其优选方式所涉及的技术特征,本领域技术人员可以在不脱离、不改变本发明的设计思路以及技术效果的前提下,合理地组
合搭配成多种等效方案;因此,本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。