1.本技术实施例涉及电池技术领域,特别是涉及一种电化学装置及电子装置。
背景技术:
2.电化学装置具有电芯及容纳电芯的壳体,其中,电芯通常包括层叠设置的极片及隔膜,极片具有集流体及设置于集流体表面的活性物质层。在生产电化学装置的涂布工序中,如图1所示,在金属箔片12上设置活性物质层11,活性物质层11位于金属箔片12边缘的区域会因为受到表面能及重力作用而外扩,导致极片的边缘形成削薄区域13,削薄区域13厚度小于中部区域14的厚度,且削薄区域宽度较大,会造成电化学装置析锂,同时会降低电化学装置的能量密度。并且如图2所示,涂布工序中由于浆料收缩,在浆料固化形成膜片后,位于膜片的头部及尾部区域会形成角位15,由于角位15区域较大,会造成电化学装置析锂,同样会降低电化学装置的能量密度,进而影响电化学装置的性能。
技术实现要素:
3.为解决上述技术问题,本技术实施例提供一种性能较好的电化学装置及应用该电化学装置的电子装置。
4.根据本技术的一个方面,本技术提供了一种电化学装置,包括电芯和收容电芯的壳体,电芯包括卷绕设置的第一极片、第二极片和位于第一极片与第二极片之间的隔膜。其中,第一极片包括集流体,集流体包括朝向电芯内部的第一表面和背离电芯内部的第二表面;极耳,极耳与集流体电连接并伸出于集流体;第一活性物质层,设置于第一表面,包括主体涂层和边缘涂层,沿第一方向,边缘涂层位于主体涂层朝向极耳的一侧,并与主体涂层相邻接或部分重叠,沿第二方向,主体涂层和边缘涂层呈带状延伸设置,且边缘涂层的长度大于主体涂层的长度,第一方向为极耳伸出集流体的方向,第二方为第一极片的卷绕方向;第二活性物质层,设置于第二表面。
5.本技术在主体涂层的边缘设置相对较长的边缘涂层,增加了活性物质层的边缘区域的厚度,减小了极片头部和尾部的活性物质层的角位,提高了电化学装置的能量密度,并且降低了析锂发生的风险。
6.在本技术的一些实施方式中,沿第二方向,第一极片的卷绕起始端包括单面区,位于单面区的第一表面仅设置有边缘涂层,位于单面区的第二表面设置有第二活性物质层。单面区的设置可以避免卷绕起始端因为双面涂布导致的电芯厚度增加、能量密度降低的问题。
7.在本技术的一些实施方式中,沿第二方向,第一极片的卷绕起始端还包括空箔区,空箔区相比单面区更靠近第一极片的卷绕起始端的头部,位于空箔区的第一表面仅设置边缘涂层,位于空箔区的第二表面为空集流体。空箔区的设置改善卷绕工序中极片单面区打卷的问题,从而有利于极片卷绕。
8.在本技术的一些实施方式中,第二活性物质层包括主体部和边缘部,沿第一方向,
边缘部位于主体部朝向极耳的一侧,并与主体部相邻接或部分重叠;沿第二方向,主体部和边缘部呈带状延伸设置。如此,第二活性物质层可以发挥和第一活性物质层类似的作用,共同减弱削薄区域和角位对电芯能量密度的影响。
9.在本技术的一些实施方式中,边缘涂层的厚度与主体涂层的厚度的比值为k,0.8≤k≤1.2。
10.在本技术的一些实施方式中,边缘涂层的厚度为50~150μm,和/或,边缘涂层的宽度为1~20mm。
11.在本技术的一些实施方式中,极耳与集流体一体成型。
12.在本技术的一些实施方式中,第一极片为阳极极片。
13.在本技术的一些实施方式中,主体涂层和边缘涂层均包括阳极活性材料和粘结剂,阳极活性材料包括人造石墨、天然石墨、石墨烯、碳纳米管、中间相碳微球、软碳、硬碳、硅碳、硅合金、硅晶体、钛酸锂、氧化锡中的至少一种;粘结剂包括聚偏二氟乙烯、聚四氟乙烯、氟化橡胶、聚氨酯、丁苯橡胶、聚丙烯酸、聚丙烯酸钠、聚乙烯醇、海藻酸、海藻酸钠中的至少一种。
14.根据本技术的另外一个方面,本技术提供一种电子装置,包括上述的电化学装置,电化学装置用于对电子装置供电。
15.上述电化学装置及电子装置,在活性物质层的主体涂层的边缘设置了边缘涂层,相比传统的电化学装置,一方面,减弱了活性物质层在浆料状态时在极片边缘区域的外扩,增加了活性物质层的边缘区域的厚度,从而提高了电化学装置的能量密度;另一方面,通过设置边缘涂层的长度大于主体涂层的长度,减弱了活性物质层在浆料状态时在极片头部和尾部的收缩,减小了极片头部和尾部的活性物质层的角位,从而增加了电化学装置的能量密度。此外,由于活性物质层边缘区域的厚度增加,进而在电化学装置的平板热压工序时,相比现有的电化学装置,多层极片在边缘区域堆叠更加紧密,减小离子传输路径,降低析锂发生的可能。
附图说明
16.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据附图获得其他的附图。
17.图1为现有技术电化学装置的极片在涂布工序中的截面图;
18.图2为现有技术电化学装置的极片在涂布工序中的结构示意图;
19.图3为本技术一实施例第一极片的结构示意图;
20.图4为图3所示实施例第一极片的截面图;
21.图5为本技术一实施例第一极片在涂布工序中的中间态的结构示意图;
22.图6为本技术一实施例第一极片在裁切前形态的结构示意图;
23.图7为本技术一实施例第一极片的结构示意图;
24.图8为图7所示实施例第一极片的截面图;
25.图9为本技术一实施例第一极片的结构示意图;
26.图10为图9所示实施例第一极片的截面图;
27.图11为本技术一实施例第一极片的结构示意图;
28.图12为图11所示实施例第一极片的截面图;
29.图13为本技术一实施例第一极片的截面图;
30.图14为本技术实施例1与对比例1的极片厚度的数据对比图;
31.图15为本技术实施例1与对比例1的电芯厚度的数据对比图。
具体实施方式
32.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
33.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.电化学装置包括电芯和收容电芯的壳体。其中,电芯包括卷绕设置的第一极片、第二极片和位于第一极片与第二极片之间的隔膜,通过将第一极片、隔膜、第二极片以一个卷绕面为中心卷绕形成卷绕式电芯。
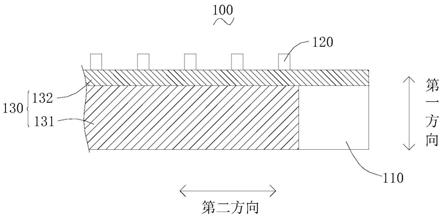
35.如图3、图4所示,第一极片100包括了集流体110、与集流体110电连接的极耳120、以及设置于集流体110第一表面的第一活性物质层130、设置于集流体110第二表面的第二活性物质层140,极耳120沿第一方向伸出于集流体110。其中,第一表面指集流体110朝向电芯内部的表面,即,朝向上述卷绕面的表面为第一表面;第二表面指集流体110背离电芯内部的表面。
36.其中,第一活性物质层130包括主体涂层131及边缘涂层132,边缘涂层132位于主体涂层131沿第一方向朝向极耳120的一侧,并与主体涂层131相邻接或部分重叠。应当理解的是,沿第一极片100的厚度方向,重叠区域既可以为边缘涂层132叠加在主体涂层131上,也可以为主体涂层131叠加在边缘涂层132上。沿第二方向,主体涂层131和边缘涂层132呈带状延伸,边缘涂层132的长度沿第二方向大于主体涂层131的长度。如图3所示,主体涂层131和边缘涂层132均为条带状的矩形,且相互平行地沿第二方向延伸,边缘涂层132的长度大于主体涂层131的长度,即在第一极片100的端部,边缘涂层132端部会超出主体涂层131的端部,在第一极片100上表现出第一活性物质层130的端部是不齐平的。其中,第一方向为极耳120伸出所述集流体110的方向,第二方为第一极片100的卷绕方向,也可以理解为,当第一极片100为条状时,第一方向为第一极片100的宽度方向,第二方向为第一极片100的长度方向。
37.图5展示了第一极片100在涂布工序中的形态。在涂布工艺中,将主体涂层131浆料和边缘涂层132浆料分别注入对应的供料系统,通过涂布模头同时涂布在金属箔片200的表面。并且,根据极片的长度设计要求,通过调整涂布机的参数,控制供料系统或涂布模头工
作状态,实现边缘涂层132浆料不间断地连续涂布,主体涂层131浆料间歇涂布。由此,通过上述涂布工艺后,可得到如图5所示的第一极片100的中间态。如图5所示,经过涂布工艺后,在金属箔片200的第一表面涂覆了第一活性物质层130浆料、第二表面涂覆了第二活性物质层140浆料(图未示),金属箔片200沿第一方向的两个边缘为空白的金属箔,未涂覆第一活性物质层130浆料和第二活性物质层140浆料。涂布工艺结束后,经烘干、冷压等工序后,将图5所示的第一极片100的中间形态进行模切极耳和分条,通过激光模切上述的两个边缘区形成多个极耳120,并且沿第二方向,从主体涂层的中部分割得到如图6所示的第一极片100的裁切前形态。在模切极耳和分条后,沿第一方向,将如图6所示的第一极片100的裁切前形态进行裁切得到如图7所示的第一极片。在一些实施方式中,沿第一方向,可以从主体涂层131和因间隙涂布132形成的空白金属箔的连接处(即主体涂层131的端部)进行裁切,从而得到不同的卷绕起始端和收尾端。在另外一些实施方式中,沿第一方向,可以从因间隙涂布形成的空白金属箔的中线处裁切,从而得到相同的卷绕起始端和首尾端。
38.由于在涂布工艺中,在涂布主体涂层131浆料的同时,在主体涂层131浆料的边缘也涂布了边缘涂层132浆料,边缘涂层132浆料的存在对于主体涂层131浆料的外扩起到了一定的阻挡作用,从而减轻了因为主体涂层131浆料外扩而导致的活性物质层边缘区域削薄的现象,有利于增加活性物质层边缘区域的厚度,提高了电化学装置的能量密度。并且,因为边缘涂层132浆料连续涂布而主体涂层131浆料为间隙涂布,由于边缘涂层132浆料的存在,会减弱主体涂层131浆料状态时在极片头部和尾部的收缩,从而减小了极片头部和尾部的活性物质层的角位,从而增加了电化学装置的能量密度。此外,由于活性物质层边缘区域的厚度增加,进而在电化学装置的平板热压工序时,相比现有的化学装置,多层极片在边缘区域堆叠更加紧密,减小离子传输路径,降低析锂发生的可能。
39.在上述实施方式中,集流体110与极耳120通过模切一体成型,且极耳120为多个。应当理解的是,沿第二方向,极耳120之间的距离也可以根据电芯的宽度和卷绕层数进行设置,极耳120的个数也可以设置为单个。
40.如图7、图8所示,在本技术的一些实施方式中,第一极片100的卷绕起始端包括单面区101。本技术中,第一极片的卷绕起始端指的是按照卷绕方向,从极片的头部到极片的双面区102起始的部分,双面区102指的是集流体110的表面均设置有活性物质层。具体地,在单面区101,集流体110的第一表面仅设置有边缘涂层132,未设置主体涂层131,集流体110的第二表面设置有第二活性物质层140。通过在设置单面区101并且单面区101的第一表面仅设置边缘涂层132,不仅可以解决电芯头部相比电芯中部偏薄的问题,同时可以避免卷绕起始端因为双面涂布导致的电芯厚度增加、能量密度降低的问题。
41.如图9、图10所示,在本技术的一些实施方式中,沿第二方向,第一极片100的卷绕起始端还包括空箔区103,空箔区103相比单面区101更靠近第一极片100的卷绕起始端的头部。具体地,在空箔区103,集流体110的第一表面仅设置边缘涂层132,未设置主体涂层131,集流体110的第二表面未设置第二活性物质层140,即集流体110的第二表面为空集流体。通过在卷绕起始端设置空箔区103,且空箔区103也设置边缘涂层,不仅可以解决电芯头部相比电芯中部偏薄的问题,还可以改善卷绕工序中第一极片100的单面区101打卷的问题,从而有利于第一极片100的卷绕。
42.如图11、图12所示,在本技术的一些实施方式中,沿第二方向,第一极片100的卷绕
起始端还包括空箔区103,空箔区103相比单面区101更靠近第一极片100的卷绕起始端的头部。具体地,在空箔区103,集流体110的第一表面未设置第一活性物质层130,即第一表面未设置主体涂层131和边缘涂层132,集流体110的第二表面未设置第二活性物质层140,即第二表面为空集流体。通过在卷绕起始端设置空箔区103,空箔区103未设置活性涂层,可以改善卷绕工序中第一极片100的单面区101打卷的问题,从而有利于第一极片100的卷绕。
43.在上述的实施方式中,边缘涂层132浆料连续涂布,因此,位于第一极片100的边缘涂层132连续不间断分布。在一些其他实施方式中,边缘涂层132浆料也可以间隙涂布,使得位于第一极片100的边缘涂层132呈虚线状分布,即位于第一极片100的边缘涂层132为多段,彼此间隔设置。其中,呈虚线状分布的边缘涂层的每段长度即可相同也可相异,相邻两段之间的距离既可以相同也可以相异。如此,可以设置在卷绕式电芯上,部分卷绕层具有边缘涂层,部分卷绕层不具有边缘涂层。具体地,一层卷绕层设置边缘涂层,与其相邻的卷绕层未设置边缘涂层。这样,一方面能够通过减弱削薄区域和角位对电芯能量密度的影响,另一方面可以通过控制边缘涂层在卷绕式电芯上的分布层数来控制电芯端部的厚度。
44.在本技术的一些实施方式中,边缘涂层的厚度大于或等于主体涂层的厚度。具体地,在一些实施方式中,边缘涂层的厚度与主体涂层的厚度的比值为k,k取值为0.8至1.2。例如,边缘涂层的厚度与主体涂层厚度的比值为0.8、0.9、1、1.01、1.03、1.05、1.07、1.09、1.11、1.13、1.15、1.17、1.19、1.2或在上述任意两个数值所组成的范围。将边缘涂层的厚度与主体涂层的厚度的比值设置在上述范围内,一方面,有利于极片的边缘区域基本没有削薄区域,从而有利于提高电芯的能量密度和降低析锂风险;另外一方面,不会因为极片的边缘涂层过厚而导致电芯端部的不平整,给封装带来难度。
45.在本技术的一些实施方式中,边缘涂层的厚度为50~150μm,例如,在一些实施例中,边缘涂层中的厚度为70~130μm;在一些实施例中,边缘涂层中的厚度为90~110μm;在一些实施例中,边缘涂层中的厚度为60μm、80μm、100μm、120μm或在上述任意两个数值所组成的范围。
46.在本技术的一些实施方式中,边缘涂层的宽度为1~20mm,例如,在一些实施例中,边缘涂层中的宽度为5~15mm;在一些实施例中,边缘涂层中的宽度为8~10mm;在一些实施例中,边缘涂层中的宽度为2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm或在上述任意两个数值所组成的范围。
47.应当理解的是,边缘涂层的厚度可根据主体涂层的厚度来设置,边缘涂层的宽度可根据主体涂层的宽度来设置。通过调整边缘涂层的厚度和宽度来实现减弱活性物质层的边缘削薄现象,以及活性物质层在极片头部和尾部的角位,从而实现能量密度的提升,极片析锂风险的降低。
48.在本技术的一些实施方式中,第一极片为阳极极片,对应地,集流体可以包含铜箔、铜合金箔、镍箔、不锈钢箔、钛箔、泡沫镍、泡沫铜或复合集流体等。第一活性物质层为阳极活性物质层,包括阳极活性材料和粘结剂,即主体涂层和边缘涂层均包括阳极活性材料和粘结剂。其中,主体涂层的组成既可以边缘涂层的组成一致,也可以相异。在一些实施方式中,主体涂层的组成与边缘涂层的组成不同,例如,主体涂层阳极活性物质材料的克容量小于边缘涂层阳极活性物质材料的克容量,从而提高极片边缘的动力学性能,防止边缘析锂。再如,主体涂层粘结剂的种类或用量与边缘涂层的粘结剂的种类或用量不同,使得主体
涂层与集流体之间的粘结力大于边缘涂层与集流体之间的粘结力,从而防止边缘涂层容易从集流体上膨胀或脱落,提高电芯的安全性能。
49.在本技术的一些实施方式中,阳极活性材料包括人造石墨、天然石墨、石墨烯、碳纳米管、中间相碳微球、软碳、硬碳、硅碳、硅合金、硅晶体、钛酸锂、氧化锡中的至少一种。
50.在本技术的一些实施方式中,粘结剂包括聚偏二氟乙烯、聚四氟乙烯、氟化橡胶、聚氨酯、丁苯橡胶、聚丙烯酸、聚丙烯酸钠、聚乙烯醇、海藻酸、海藻酸钠中的至少一种。
51.在本技术的一些实施方式中,根据活性物质层浆料的分散性需要,主体涂层和/或边缘涂层还包括增稠剂,增稠剂包括羧甲基纤维素、羟丙基纤维素、羟丙基甲基纤维素中的至少一种。
52.在本技术的一些实施方式中,根据极片的导电性需要,主体涂层和/或边缘涂层还包括导电剂,导电剂可以包括基于碳的材料(例如,天然石墨、人造石墨、碳黑、乙炔黑、科琴黑、碳纤维等)、基于金属的材料(例如,金属粉、金属纤维等,包括例如铜、镍、铝、银等)、导电聚合物(例如,聚亚苯基衍生物)中的至少一种。
53.在本技术的一些实施方式中,第一极片也可以为阴极极片,对应地,集流体可以包含铝箔、铝合金箔或复合集流体等。第一活性物质层为阴极活性物质层,包括阴极活性材料和粘结剂,即主体涂层和边缘涂层均包括阴极活性材料和粘结剂。阴极活性物质层也可根据分散性和/或导电性需要包括增稠剂和/或导电剂。
54.在本技术的一些实施方式中,阴极活性材料包括锂铁磷化物、锂铁锰磷化物、锂钴氧化物、锂镍氧化物、锂锰氧化物、锂镍锰氧化物、锂镍钴锰氧化物、锂镍钴铝氧化物、钴酸锂、镍酸锂、锰酸锂、磷酸铁锂中的至少一种。
55.应当理解的是,阴极活性物质层中的粘结剂、增稠剂、导电剂的选择可以与上述的阳极活性物质层中的对应物质相同或不同。
56.在本技术的一些实施方式中,第二活性物质层140为第二活性物质层浆料一体涂布而成,即第二活性物质层140并不区分主体涂层和边缘涂层。如此,在第一活性物质层130满足性能设计要求的情况下,如此设计第二活性物质层140可以简化涂布工艺,降低生产成本。
57.在本技术的一些实施方式中,第二活性物质层140也可以采用与第一活性物质层130类似的涂布工艺,从而形成如第一活性物质层130类似的涂层结构。如图13所示,第二活性物质层140也包括主体部141和边缘部142,沿第一方向,边缘部142位于主体部朝向极耳120的一侧,并与主体部141相邻接或部分重叠。优选地,第二活性物质层140的主体部141与上述任一方式中第一活性物质层130的主体涂层131的结构(如厚度、宽度)、材料(如物质组成、性能参数)相同,第二活性物质层140的边缘部142与上述任一实施例中第一活性物质层130的边缘涂层132的结构、材料相同,此处不再复述。如此,集流体的第二表面的第二活性物质层能够通过边缘部的设置减弱削薄区域和角位对电芯能量密度的影响,从而和第一表面的第一活性物质层一起提高电芯的能量密度。
58.在本技术的一些实施方式中,电化学装置包括锂离子电池,但是本技术不限于此。在一些实施例中,电化学装置还可以包括电解质。电解质可以是凝胶电解质、固态电解质和电解液中的一种或多种,电解液包括锂盐和非水溶剂。锂盐选自lipf6、libf4、liasf6、liclo4、lib(c6h5)4、lich3so3、licf3so3、lin(so2cf3)2、lic(so2cf3)3、lisif6、libob或者二
氟硼酸锂中的一种或多种。例如,锂盐选用lipf6,因为它具有高的离子导电率并可以改善循环特性。
59.在本技术的一些实施方式中,电化学装置包括收容上述实施方式中卷绕式电芯的壳体,在一些实施方式中,壳体可以为铝塑膜,铝塑膜包含尼龙层、铝箔层和pp层。在另外一些实施方式中,壳体还可以为绝缘处理后的钢壳、铝壳、塑料壳等。
60.本技术的实施例还提供了包括上述电化学装置的电子装置。本技术实施例的电子装置没有特别限定,其可以是用于现有技术中已知的任何电子装置。在一些实施例中,电子装置可以包括,但不限于,笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池和锂离子电容器等。
61.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。
62.实施例1的第一极片制备过程如下:
63.将阳极活性物质石墨、粘结剂丁苯橡胶、增稠剂羧甲基纤维素按质量比96:3:1进行混合,加水搅拌得到固含量为45%,粘度为4500mpa.s的主体涂层浆料;将阳极活性物质石墨、粘结剂丁苯橡胶、增稠剂羧甲基纤维素按质量比98:1:1进行混合,加水搅拌得到固含量为48.4%,粘度为7200mpa.s的边缘涂层浆料。
64.将制备的主体涂层浆料、边缘涂层浆料分别注入到对应供料系统,根据涂布重量、涂层宽度、涂层长度等参数设定,调试涂布机,其中主体涂层间歇涂布,边缘涂层连续涂布,将主体涂层浆料和边缘涂层浆料同时涂布在厚度为6微米的铜箔的一侧表面,以及铜箔的另一侧表面。并根据压实密度、冷压厚度等参数设定,开机冷压得到压密后的极片中间态,该中间态极片的各项参数如表1所示。
65.然后进行模切极耳和分条,得到极片裁切前形态,测试该裁切前形态极片的厚度数据,沿第一方向(极片的宽度方向)从极片边缘(出极耳一侧)朝极片中部连续测量每隔2mm的极片厚度值。并测量该裁切前形态极片的头部和尾部(对应极片的卷绕起始端和收尾端)的角位大小。相关测试结果如图2所示。
66.然后对该裁切前形态极片进行裁切,和已经制备的负极极片、隔膜进行层叠卷绕得到卷绕式电芯。然后测试卷绕式电芯在第一方向上的厚度变化数据。具体地,从电芯头部(出极耳侧)向电芯尾部(未出极耳侧),以1mm为间隔连续测量18个点值。上述测试结果如表4所示。
67.对比例1的第一极片制备过程如下:
68.与实施例1不同的是,阳极活性物质层浆料仅配制一种:将阳极活性物质石墨、粘结剂丁苯橡胶、增稠剂羧甲基纤维素按质量比96:3:1进行混合,加水搅拌得到固含量为45%,粘度为4500mpa.s的涂层浆料;在涂布时,阳极活性物质层浆料间歇拖布在铜箔表面。其余制备工艺与实施例1相同。
69.对于极片的厚度可采用如下测试方法:截取100mm长度的极片样品,截取4个宽度截面作为4个样品点。对某一截面,沿极片的宽度方向,以2mm为间隔,从极片边缘朝极片中
部,使用万分测厚仪分别测试各位置点的极片厚度值,从而得到该截面的11个位置点的极片厚度值,则涂层厚度值=(极片厚度
‑
集流体厚度)/2。
70.对于角位的大小可通过如下方法测试:截取含有角位(极片的头部和尾部)的极片样品,对角位处进行ccd拍摄,通过计算机对角位进行圆形拟合,拟合圆的半径r为角位的大小。
71.表1:中间态极片的各项参数
72.涂层类别涂布重量g/1540.25mm2涂膜宽度mm压实密度g/cc冷压后厚度um主体涂层0.142811.71113.8边缘涂层0.14851.71116.1
73.表2:裁切前形态极片的厚度测试结果
[0074][0075][0076]
由表2、图14可知,沿第一方向,实施例1的极片,出极耳一侧的极片边缘的厚度明显大于对比例1。通常,从极片边缘过渡至极片中部,极片厚度逐渐增加,当厚度变化连续较小(如相差不超过3微米)时,可认为已经过渡到极片的正常厚度区域,而从极片边缘至较小的厚度变化差值首次出现的区域认为是极片的削薄区域。因此,从表2中看,对比例1的削薄区域宽度大于10mm,而实施例1的削薄区域的宽度为6mm,实施例1的削薄区域宽度明显小于对比例1削薄区域的宽度,因此对具有第一极片的电化学装置的能量密度有明显的改善效果。
[0077]
表3:裁切前形态极片的厚度测试结果
[0078]
组别数据量头部角位均值尾部角位均值对比例11834.2mm
±
0.5mm3.8mm
±
0.4mm实施例12042.6mm
±
0.5mm2.4mm
±
0.4mm
[0079]
由表3可知,实施例1相比对比例1,在极片的头部、尾部角位具有更小的测试值,可见实施例1对角位度改善明显,因此对具有第一极片的电化学装置的能量密度也有较为明显的改善效果。
[0080]
表4:卷绕式电芯的厚度测试结果
[0081][0082][0083]
由表4、图15可知,沿第一方向,实施例1的电芯在电芯头部(出极耳侧)的厚度明显大于对比例1的电芯,并且实施例1的电芯从电芯头部过渡至尾部(非极耳侧),电芯的厚度值变化不大,因此能明显降低具有第一极片的电化学装置发生析锂的可能。
[0084]
需要说明的是,本发明的说明书及其附图中给出了本发明的较佳的实施例,但是,本发明可以通过许多不同的形式来实现,并不限于本说明书所描述的实施例,这些实施例不作为对本发明内容的额外限制,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。并且,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;进一步地,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。