1.本发明涉及橡胶胶料技术领域,尤其涉及一种用于海洋柔性接头内部弹性体用胶料及其制备方法。
背景技术:
2.随着全球深海资源开发的进程不断加快,海上油田勘探开发不断向深海和远海挺近,石油或天然气等生产液依靠海上石油管道运输系统从海底油井输送到海上浮动生产平台,而石油管道运输系统通常由刚性管段和海洋柔性接头构成,从海底油井铺设一条管道,一直延伸连接到海上生产平台。
3.在石油或天然气等生产液运输中,海洋柔性接头是运输管道的关键组件,而海洋柔性接头内部弹性体是海洋柔性接头装置的关键组件,海洋柔性接头内部弹性体能够显著降低运输管道之间的运动力,可以适应不同的连接方式,并灵活转动,具有高抗压性能,使石油或天然气等生产液的运输更安全,并拥有30年的使用寿命及最小300年的疲劳寿命。因此,研究开发一种提高海洋柔性接头内部弹性体力学性能、耐油性、耐海水性、抗老化性能、耐疲劳性能优良的海洋柔性接头内部弹性体胶料,具有非常重要的意义。
技术实现要素:
4.本发明的目的是提供一种用于海洋柔性接头内部弹性体用胶料及其制备方法,使用此制备方法制备的胶料做成的海洋柔性接头,可用于含烷烃、环烷烃、芳香烃的石油或含烃类和非烃类气体的天然气的运输上,比如海上石油或天然气等生产液从海底油井输送到浮动生产平台的钢悬链立管,能够显著降低运输管道之间的运动力,可以适应不同的连接方式,并灵活转动,具有高抗压性能,使石油或天然气等生产液的运输更安全,并且拥有30年的使用寿命及最小300年的疲劳寿命。本发明关于海洋柔性接头内部弹性体用胶料配方综合性能优良,通过加入氧化锌晶须、液体丁腈橡胶、抗撕裂剂和抗硫化返原剂,使胶料具有拉伸强度高,撕裂强度高,压缩永久变形小,回弹性好,耐油性、耐海水性、耐高温性、抗老化性及耐疲劳性优良,同时使用滤胶机过滤,并使用挤出机挤出造粒,使胶料性能更好、更均衡、更稳定,解决了海洋柔性接头内部弹性体使用寿命的问题,大幅提高了海洋柔性接头成品的实用性,降低了成本。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.一种用于海洋柔性接头内部弹性体用胶料,其特征在于,包括如下重量份的组分:
7.丁腈橡胶90~110份;
8.氢化丁腈橡胶10~20份;
9.氧化锌4~6份;
10.氧化锌晶须2~6份;
11.硬脂酸1~2份;
12.微晶蜡1~2份;
13.防老剂4~4.5份;
14.液体丁腈橡胶4~5份;
15.邻苯二甲酸二丁酯5~7份;
16.抗撕裂剂3~5份;
17.n33055~65份;
18.改性碳酸钙5~7份;
19.硫磺0.8~1.4份;
20.促进剂1~1.5份;
21.抗硫化返原剂1~2份。
22.作为优选,所述丁腈橡胶为丁腈橡胶6240。
23.作为优选,所述氧化锌晶须为四针状氧化锌晶须。
24.作为优选,所述防老剂为胺类防老剂。
25.作为优选,所述液体丁腈橡胶为端羟基
‑ⅰ
型液体丁腈橡胶。
26.作为优选,所述抗撕裂剂为抗撕裂剂801。
27.作为优选,所述促进剂为cz、tmtd,所述促进剂cz与tmtd的重量比为1.8~2.2:1。
28.作为优选,所述抗硫化返原剂为抗硫化返原剂pk900。
29.本发明还提供了一种所述的海洋柔性接头内部弹性体用胶料的制备方法,包括如下步骤:
30.1)将丁腈橡胶和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为5~7min,温度达到90~100℃,排料,排料后冷却处理16~24h,得到塑炼胶;
31.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后投入密炼机混炼2~4min,先加入所需25~30份n330、改性碳酸钙和液体丁腈橡胶、2~3份邻苯二甲酸二丁酯混炼3~4min,再加入30~35份n330、3~4份邻苯二甲酸二丁酯混炼2~3min,温度达到115~125℃,排料,得到混炼一段胶;
32.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度70~90℃,过滤板上贴双层钢丝滤网,外层为30~50目,内层为60~80目,过滤后的胶料冷却处理16~24h,使胶料温度达到25~35℃;
33.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度40~50℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径8~10mm母粒胶;
34.5)将母粒胶、硫磺和促进剂混合后投入密炼机混炼10~15min,温度达到90~100℃,排料,排料后冷却处理16~24h,使胶料温度达到25~35℃,得到混炼二段胶;
35.6)将混炼二段胶在辊温40~50℃的开炼机上进行打三角包4~6遍的方式薄通处理,即得海洋柔性接头内部弹性体用胶料。
36.本发明的有益效果包括以下几点:
37.1)本发明的用于海洋柔性接头内部弹性体用胶料配方,综合性能优良,通过加入氧化锌晶须、液体丁腈橡胶、抗撕裂剂和抗硫化返原剂,使此胶料生产出的海洋柔性接头具有良好的耐油性、耐海水性、耐高温性、抗老化性及耐疲劳性,使用寿命长,大幅提高了海洋柔性接头成品的实用性,降低了成本。
38.2)本发明的用于海洋柔性接头内部弹性体用胶料制备时使用滤胶机过滤,并使用
挤出机挤出造粒,使胶料性能更好、更均衡、更稳定,提高了产品的使用寿命。
附图说明
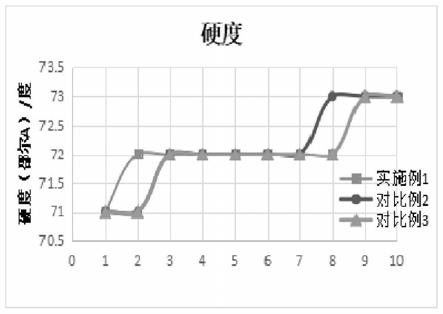
39.图1实施例1和对比例2的硬度;
40.图2实施例1和对比例2的拉伸强度;
41.图3实施例1和对比例2的拉断伸长率;
42.图4实施例1和对比例2的撕裂强度。
具体实施方式
43.本发明提供了一种用于海洋柔性接头内部弹性体用胶料,包括如下重量份的组分:
44.丁腈橡胶90~110份;
45.氢化丁腈橡胶10~20份;
46.氧化锌4~6份;
47.氧化锌晶须2~6份;
48.硬脂酸1~2份;
49.微晶蜡1~2份;
50.防老剂4~4.5份;
51.液体丁腈橡胶4~5份;
52.邻苯二甲酸二丁酯5~7份;
53.抗撕裂剂3~5份;
54.n33055~65份;
55.改性碳酸钙5~7份;
56.硫磺0.8~1.4份;
57.促进剂1~1.5份;
58.抗硫化返原剂1~2份。
59.本发明所述海洋柔性接头内部弹性体用胶料包含90~110份丁腈橡胶6240,优选为95~105份,进一步优选为98~102份。
60.本发明所述海洋柔性接头内部弹性体用胶料包含10~20份氢化丁腈橡胶,优选为14~16份。
61.本发明所述海洋柔性接头内部弹性体用胶料包含4~6份氧化锌,优选为4.8~5.2份。
62.本发明所述海洋柔性接头内部弹性体用胶料包含2~6份氧化锌晶须,优选为3.5~4.5份,氧化锌晶须优选为四针状氧化锌晶须。
63.本发明所述海洋柔性接头内部弹性体用胶料包含1~2份硬脂酸,优选为1.4~1.6份。
64.本发明所述海洋柔性接头内部弹性体用胶料包含1~2份微晶蜡,优选为1.4~1.6份。
65.本发明所述海洋柔性接头内部弹性体用胶料包含4~4.5份防老剂,优选为4.2~
4.4份。
66.本发明所述防老剂优选为胺类防老剂,进一步优选为4010na、rd、dnp中的一种或二种以上,优选三者组合,所述防老剂4010na、rd、dnp的重量比优选为2.8~3.2:2.8~3.2:1.8~2.2,进一步优选为3:3:2。
67.本发明所述海洋柔性接头内部弹性体用胶料包含4~5份液体丁腈橡胶,优选为4.4~4.6份,液体丁腈橡胶优选为端羟基
‑ⅰ
型液体丁腈橡胶。
68.本发明所述海洋柔性接头内部弹性体用胶料包含5~7份邻苯二甲酸二丁酯,优选为5.8~6.2份。
69.本发明所述海洋柔性接头内部弹性体用胶料包含3~5份抗撕裂剂,优选为3.8~4.2份,抗撕裂剂优选为抗撕裂剂801。
70.本发明所述海洋柔性接头内部弹性体用胶料包含55~65份n330,优选为58~62份,进一步优选为59~61份。
71.本发明所述海洋柔性接头内部弹性体用胶料包含5~7份改性碳酸钙,优选为5.8~6.2份。
72.本发明所述海洋柔性接头内部弹性体用胶料包含0.8~1.4份硫磺,优选为1.0~1.2份,进一步优选为1.1份。
73.本发明所述海洋柔性接头内部弹性体用胶料包含1~1.5份促进剂,优选为1.2~1.4份。
74.本发明所述促进剂优选包含cz、tmtd中的一种或二种,优选二者组合,所述cz、tmtd的重量比优选为1.8~2.2:1,进一步优选为2:1。
75.本发明所述海洋柔性接头内部弹性体用胶料包含1~2份抗硫化返原剂,优选为1.2~1.8份,进一步优选为1.4~1.6份,所述抗硫化返原剂优选为抗硫化返原剂pk900。
76.本发明还提供了一种所述的海洋柔性接头内部弹性体用胶料的制备方法,包括如下步骤:
77.1)将丁腈橡胶和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为5~7min,进一步优选为6min,温度达到90~100℃,进一步优选为95℃,排料,排料后冷却处理16~24h,进一步优选18~22h,更优选20~21h,得到塑炼胶;
78.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后投入密炼机混炼2~4min,先加入所需25~30份n330、改性碳酸钙和液体丁腈橡胶、2~3份邻苯二甲酸二丁酯混炼3~4min,再加入30~35份n330、3~4份邻苯二甲酸二丁酯混炼2~3min,温度达到115~125℃,排料,得到混炼一段胶;
79.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度70~90℃,进一步优选为80℃,过滤板上贴双层钢丝滤网,外层为30~50目,进一步优选为40目,内层为60~80目,进一步优选为70目,过滤后的胶料冷却处理16~24h,进一步优选18~22h,更优选20~21h,使胶料温度达到25~35℃,进一步优选为30℃;
80.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度40~50℃,进一步优选为45℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径8~10mm母粒胶;
81.5)将母粒胶、硫磺和促进剂混合后进行混炼10~15min,进一步优选为12.5min,温度达到90~100℃,进一步优选为95℃,排料,排料后冷却处理16~24h,进一步优选18~
22h,更优选20~21h,得到混炼二段胶;
82.6)将混炼二段胶在辊温40~50℃的开炼机上进行打三角包4~6遍的方式薄通处理,进一步优选为混炼二段胶在辊温45℃的开炼机上进行
83.下面结合实施例对本发明提供的技术方案进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
84.实施案例中所用的份,均为重量份,其中丁腈橡胶6240为韩国朗盛公司生产,氢化丁腈橡胶为山东道恩特种弹性体材料有限公司生产,n330为金能科技股份有限公司生产,氧化锌晶须为成都天佑晶创科技有限公司生产、液体丁腈橡胶为衡水瑞恩橡塑科技有限公司生产、抗撕裂剂为广州盈泷贸易有限公司生产,其余如氧化锌、硬脂酸、微晶蜡、防老剂、硫磺、邻苯二甲酸二丁酯、改性碳酸钙、硫磺、促进剂、抗硫化返原剂均为市售工业级产品。
85.实施例1
86.1、原材料准备:
87.丁腈橡胶6240 100;氢化丁腈橡胶15;氧化锌5;氧化锌晶须4;硬脂酸1.5;微晶蜡1.5;防老剂4010na 1.5、防老剂rd 1.5、防老剂dnp 1;液体丁腈橡胶4.5;邻苯二甲酸二丁酯6;抗撕裂剂4;n330 60;改性碳酸钙6;硫磺1.1;促进剂cz 1;促进剂tmtd 0.5;抗硫化返原剂pk900 1.5。
88.2、海洋柔性接头内部弹性体用胶料的制备方法,包括以下步骤:
89.1)将丁腈橡胶6240和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为6min,温度达到95℃,排料,排料后冷却处理20h,得到塑炼胶;
90.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后进行混炼3min,先加入30份n330、改性碳酸钙和液体丁腈橡胶、2.5份邻苯二甲酸二丁酯混炼3.5min,再加入30份n330、3.5份邻苯二甲酸二丁酯混炼2.5min,温度达到120℃,排料,排料后冷却处理21h,得到混炼一段胶;
91.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度80℃,过滤板上贴双层钢丝滤网,外层为40目,内层为70目,过滤后的胶料冷却处理20h,使胶料温度达到30℃;
92.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度45℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径9mm母粒胶;
93.5)将母粒胶、硫磺和促进剂混合后进行混炼12.5min,温度达到95℃,排料,排料后冷却处理20h,得到混炼二段胶;
94.6)将混炼二段胶在辊温45℃的开炼机上进行打三角包5遍后,得到海洋柔性接头内部弹性体用胶料。
95.实施例2
96.1、原材料准备:
97.丁腈橡胶6240 105;氢化丁腈橡胶10;氧化锌5;氧化锌晶须2;硬脂酸2;微晶蜡2;4010na 1.5、rd 1.5、dnp 1;液体丁腈橡胶5;邻苯二甲酸二丁酯7;抗撕裂剂5;n330 65;改性碳酸钙5;硫磺1.4;cz 1;tmtd 0.5;抗硫化返原剂2。
98.2、海洋柔性接头内部弹性体用胶料的制备方法,包括以下步骤:
99.1)将丁腈橡胶6240和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为7min,温度达到100℃,排料,排料后冷却处理23h,得到塑炼胶;
100.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后进行混炼2min,先加入30份n330、改性碳酸钙和液体丁腈橡胶、3份邻苯二甲酸二丁酯混炼4min,再加入35份n330、4份邻苯二甲酸二丁酯混炼2min,温度达到125℃,排料,得到混炼一段胶;
101.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度90℃,过滤板上贴双层钢丝滤网,外层为50目,内层为80目,过滤后的胶料冷却处理20h,使胶料温度达到35℃;
102.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度50℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径8mm母粒胶;
103.5)将母粒胶、硫磺和促进剂混合后进行混炼10min,温度达到100℃,排料,排料后冷却处理24h,得到混炼二段胶;
104.6)将混炼二段胶在辊温40℃的开炼机上进行打三角包6遍后,得到海洋柔性接头内部弹性体用胶料。
105.实施例3
106.1、原材料准备:
107.丁腈橡胶6240 95;氢化丁腈橡胶20;氧化锌4;氧化锌晶须6;硬脂酸1;微晶蜡1;4010na 1.5、rd 1.5、dnp 1;液体丁腈橡胶4;邻苯二甲酸二丁酯5;抗撕裂剂3;n330 55;改性碳酸钙7;硫磺0.8;cz 1;tmtd 0.5;抗硫化返原剂1。
108.2、海洋柔性接头内部弹性体用胶料的制备方法,包括以下步骤:
109.1)将丁腈橡胶6240和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为5min,温度达到90℃,排料,排料后冷却处理17h,得到塑炼胶;
110.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后进行混炼4min,先加入25份n330、改性碳酸钙和液体丁腈橡胶、2份邻苯二甲酸二丁酯混炼3min,再加入30份n330、3份邻苯二甲酸二丁酯混炼3min,温度达到115℃,排料,得到混炼一段胶;
111.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度70℃,过滤板上贴双层钢丝滤网,外层为30目,内层为60目,过滤后的胶料冷却处理22h,使胶料温度达到25℃;
112.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度40℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径10mm母粒胶;
113.5)将母粒胶、硫磺和促进剂混合后进行混炼15min,温度达到90℃,排料,排料后冷却处理16h,得到混炼二段胶;
114.4)将混炼二段胶在辊温50℃的开炼机上进行打三角包4遍后,得到海洋柔性接头内部弹性体用胶料。
115.对比例1
116.1、原材料准备:
117.丁腈橡胶6240 100;氢化丁腈橡胶15;氧化锌5;硬脂酸1.5;微晶蜡1.5;4010na 1.5、rd 1.5、dnp 1;邻苯二甲酸二丁酯6;n330 60;改性碳酸钙6;硫磺1.1;cz 1;tmtd 0.5。
118.2、海洋柔性接头内部弹性体用胶料的制备方法,同实施例1相同。
119.对比例2
120.1、原材料准备,同实施例1相同。
121.2、海洋柔性接头内部弹性体用胶料的制备方法,包括以下步骤:
122.1)将丁腈橡胶6240和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为6min,温度达到95℃,排料,排料后冷却处理20h,得到塑炼胶;
123.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后进行混炼3min,先加入25份n330、改性碳酸钙和液体丁腈橡胶、2份邻苯二甲酸二丁酯混炼3.5min,再加入35份n330、4份邻苯二甲酸二丁酯混炼2.5min,温度达到120℃,排料,排料后冷却处理21h,得到混炼一段胶;
124.3)将混炼一段胶、硫磺和促进剂混合后进行混炼12.5min,温度达到95℃,排料,排料后冷却处理20h,得到混炼二段胶;
125.4)将混炼二段胶在辊温45℃的开炼机上进行打三角包5遍后,得到海洋柔性接头内部弹性体用胶料。
126.对比例3
127.1、原材料准备,同实施例1相同。
128.2、海洋柔性接头内部弹性体用胶料的制备方法,包括以下步骤:
129.1)将丁腈橡胶6240和氢化丁腈橡胶投入密炼机进行塑炼,塑炼时间为6min,温度达到105℃,排料,排料后冷却处理20h,得到塑炼胶;
130.2)将上述冷却后的塑炼胶、氧化锌、氧化锌晶须、硬脂酸、微晶蜡、防老剂、抗撕裂剂和抗硫化返原剂混合后进行混炼3min,先加入30份n330、改性碳酸钙和液体丁腈橡胶、3份邻苯二甲酸二丁酯混炼3.5min,再加入30份n330、3份邻苯二甲酸二丁酯混炼2.5min,温度达到135℃,排料,排料后冷却处理21h,得到混炼一段胶;
131.3)将混炼一段胶投入滤胶机过滤,滤胶机机头温度80℃,过滤板上贴双层钢丝滤网,外层为40目,内层为70目,过滤后的胶料冷却处理20h,使胶料温度达到30℃;
132.4)将过滤并冷却后的胶料投入双螺杆挤出机,造粒机机头温度55℃,挤出并切粒,得到用于海洋柔性接头内部弹性体直径10mm母粒胶;
133.5)将母粒胶、硫磺和促进剂混合后进行混炼12.5min,温度达到110℃,排料,排料后冷却处理20h,得到混炼二段胶;
134.6)将混炼二段胶在辊温55℃的开炼机上进行打三角包3遍后,得到海洋柔性接头内部弹性体用胶料。
135.表1实施例1~3和对比例1的海洋柔性接头内部弹性体用胶料性能
[0136][0137]
参照gb/t 23658表3,另由于本发明的海洋柔性接头内部弹性体需要满足30年的使用寿命及最小300年的疲劳寿命,故提高了一些橡胶胶料性能指标,由表1可知,本发明的海洋柔性接头内部弹性体用胶料配方加入氧化锌晶须、液体丁腈橡胶、抗撕裂剂和抗硫化返原剂后综合性能优良,可以提高胶料的耐油性、拉伸强度、撕裂强度、老化后性能优良。其中胶料拉伸强度高和撕裂强度高,分别为22.65mpa以上和48.73kn/m以上;胶料的压缩永久变形小,回弹性好,70℃,24h条件下的压缩永久变形不超过17.1%;胶料在热空气老化(80℃,15d)条件,相当于(23℃,30年)的条件下拉伸强度、拉断伸长率高,拉伸强度为20.04mpa以上,拉断伸长率为497%以上;胶料定负荷条件下的耐疲劳龟裂性高;胶料在(70℃,7d)条件下浸入3号标准油中,体积变化率低,耐油性优良;胶料在(80℃,15d)条件下浸入海水中,拉伸强度、拉断伸长率高,拉伸强度为21.59mpa以上,拉断伸长率为519%以上。从高温长时间的热老化、耐油和耐海水性能的测试,可以看出,胶料性能稳定,变化小,可在实际应用中长时间使用,延长了产品的使用寿命,降低了成本。
[0138]
表2实施例1和对比例2、对比例3的海洋柔性接头内部弹性体用胶料性能标准偏差
[0139][0140]
另通过实施例1和对比例2、比例3各随机抽取10处胶料,硫化并测试性能,性能对
比如图1、图2、图3、图4所示,由此数据计算标准偏差如表2所示,由此可知,经过滤胶机过滤,挤出机挤出造粒的胶料,胶料性能更好、更均衡、更稳定。另通过图1、图2、图3、图4可以看出,同一配方,改变轧胶温度后轧出的胶料,性能低。
[0141]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。