1.本发明涉及电磁屏蔽技术领域,更为具体来说,本发明涉及一种电磁屏蔽复合材料及其制备方法。
背景技术:
2.碳纤维复合材料目前已经广泛应用于屏蔽材料的轻量化。当前利用碳纤维进行电磁屏蔽的技术主要采用三种途径:一种是利用碳纤维粉末作为填充物,二是利用短切纤维作为增强体,三是利用连续纤维进行层合或者立体编织,这三种方法都能达到一定的电磁屏蔽效果。但无论是碳纤维粉末还是短切碳纤维,都存在强度不高的问题。而利用连续纤维制备的电磁屏蔽层合板,由于纵向仅仅依靠树脂间的粘接力作用,使得制品存在极大的层间结合力差的问题,导致构件的层间抗剪切能力差,容易出现分层甚至失效,限制了复合材料的力学性能优势。
3.为此,天津大学的万怡灶申请的公开号为cn101531804a的中国专利文献公开了一种三维编织镀镍碳纤维与环氧树脂电磁屏蔽复合材料及制备方法,包括的步聚有碳纤维表面处理、碳纤维电镀镍、镀镍碳纤维三维编织、复合材料rtm法制备等。由于需要采用三维四向编织,无论是设备成本和工艺成本都很高。东华大学的许福军申请的公开号为cn108035049a的中国专利文献公开了一种三维结构电磁屏蔽织物及其制备方法,填充有具有电磁屏蔽功能的纳米结构碳材料集合体组成的填充物,并使得填充物结构逐渐疏松膨胀填满整个三维中空结构,从而制得三维结构电磁屏蔽织物。由于疏松溶液成分复杂,仍需进一步改进,同时由此制得的织物力学性能也有待进一步提高。
技术实现要素:
4.本发明创新地提供了一种电磁屏蔽复合材料及其制备方法,通过向平面碳纤维复合材料中植入纵向销钉,提高复合材料在厚度方向上的力学性能。
5.为实现上述的技术目的,一方面,本发明公开了一种电磁屏蔽复合材料。所述电磁屏蔽复合材料包括:碳纤维增强树脂基复合材料层合板预浸带、以及纵向插入所述碳纤维增强树脂基复合材料层合板预浸带的销钉。
6.进一步地,对于所述电磁屏蔽复合材料,所述销钉为多个销钉,在垂直于销钉延伸方向的平面内按照预设的间距分布。
7.进一步地,对于所述电磁屏蔽复合材料,所述预设间距包括预设的行间距和/或预设的列间距。
8.进一步地,对于所述电磁屏蔽复合材料,所述销钉为带有毛刺的金属销钉。
9.进一步地,对于所述电磁屏蔽复合材料,所述碳纤维增强树脂基复合材料层合板预浸带的增强材料采用镀镍碳纤维。
10.为实现上述的技术目的,另一方面,本发明公开了一种电磁屏蔽复合材料的制备方法。所述电磁屏蔽复合材料的制备方法包括:制备碳纤维增强树脂基复合材料层合板预
浸带;利用泡沫板制备带有销钉的预成型件;将所述预成型件上的所述销钉插入所述碳纤维增强树脂基复合材料层合板预浸带;在热压罐内对所述预成型件和所述碳纤维增强树脂基复合材料层合板预浸带进行加热加压,得到制件;移除所述制件中所述预成型件上的所述泡沫板。
11.进一步地,对于所述电磁屏蔽复合材料的制备方法,将所述预成型件上的所述销钉插入所述碳纤维增强树脂基复合材料层合板预浸带,包括:使用超声波压头锤击所述销钉插入所述碳纤维增强树脂基复合材料层合板预浸带。
12.进一步地,对于所述电磁屏蔽复合材料的制备方法,使用超声波压头锤击所述销钉插入所述碳纤维增强树脂基复合材料层合板预浸带的植入时间控制在20秒以内。
13.进一步地,对于所述电磁屏蔽复合材料的制备方法,在热压罐内对所述预成型件和所述碳纤维增强树脂基复合材料层合板预浸带进行加热加压,得到制件,包括:将组合后的所述碳纤维增强树脂基复合材料层合板预浸带和所述预成型件平铺在模具上,并用真空袋敷设,置入热压罐,室温下抽真空,真空压强不小于0.095mpa,以2℃/分钟的速率升温,在60℃时加压0.5mpa,继续升温至120℃,保温2小时后,以5℃/分钟的速率冷却至室温,取出制件;移除所述制件中所述预成型件上的所述泡沫板,包括:还移除所述真空袋。
14.进一步地,对于所述电磁屏蔽复合材料的制备方法,在移除所述制件中所述预成型件上的泡沫板之后,还包括:修整所述制件外观。
15.本发明的有益效果为:
16.针对以上问题,本发明实施例提供的电磁屏蔽复合材料及其制备方法通过向平面碳纤维复合材料中植入纵向销钉,提高复合材料在厚度方向上的力学性能,充分发挥碳纤维材料在电磁屏蔽性能和力学性能上的优势,实现了功能结构一体化。结构简单,实用性好,在保证复合材料的电磁屏蔽效能的前提下,极大地提高了制件的纵向力学性能,减少纤维损伤。
附图说明
17.在下面结合附图对于示例性实施例的描述中,本发明的更多细节、特征和优点被公开,在附图中:
18.图1为本发明一个实施例提供的电磁屏蔽复合材料的结构示意图;
19.图2为本发明一个示例提供的销钉拔出后的俯视图;
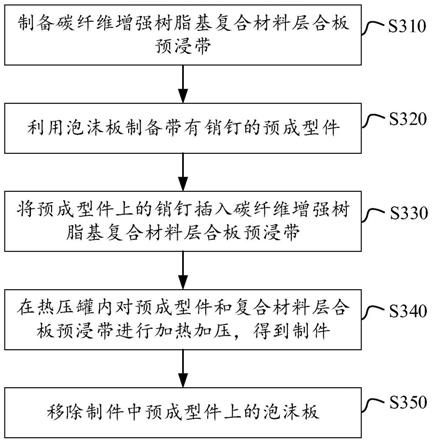
20.图3为本发明另一个实施例提供的图1所示的电磁屏蔽复合材料的制备方法的流程图;
21.图4为本发明一个示例提供的利用泡沫板制备带有销钉的预成型件的剖面图;
22.图5为本发明一个示例提供的将预成型件插入碳纤维增强树脂基复合材料层合板预浸带后平铺在模具上置入热压罐的示意图;
23.图6为本发明一个示例提供的预成型件的销钉插入碳纤维增强树脂基复合材料层合板预浸带后制备过程中加热加压的示意图;
24.图7为本发明一个示例提供的固化后移除预成型件的泡沫板的示意图。
具体实施方式
25.下面将参照附图更详细地描述本发明的实施例。虽然附图中显示了本发明的某些实施例,然而应当理解的是,本发明可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例,相反提供这些实施例是为了更加透彻和完整地理解本发明。应当理解的是,本发明的附图及实施例仅用于示例性作用,并非用于限制本发明的保护范围。
26.图1为本发明一个实施例提供的电磁屏蔽复合材料的结构示意图。如图1所示,该实施例提供的电磁屏蔽复合材料包括碳纤维增强树脂基复合材料层合板预浸带110、以及纵向插入碳纤维增强树脂基复合材料层合板预浸带110的销钉120。
27.图2为本发明一个示例提供的销钉拔出后的俯视图。如图1和图2所示,销钉120可以为多个销钉,在垂直于销钉延伸方向的平面内按照预设的间距分布。预设间距可以包括预设的行间距和/或预设的列间距,例如多个销钉按照介于1mm~2mm范围内的行间距和/或列间距分布。销钉可以为带有毛刺的金属销钉。利用带毛刺的金属销钉可以在制件受力时销钉不易脱落,并且毛刺能够与碳纤维联络成网状,从而提高电磁屏蔽效能。金属销钉可以包括钢钉。销钉的直径例如为0.2mm,两端可以削成60
°
。
28.作为一种可选实施方式,碳纤维增强树脂基复合材料层合板预浸带110的增强材料可以采用镀镍碳纤维。
29.图3为本发明另一个实施例提供的图1所示的电磁屏蔽复合材料的制备方法的流程图。
30.如图3所示,在步骤s310,制备碳纤维增强树脂基复合材料层合板预浸带110。
31.在步骤s320,利用泡沫板制备带有销钉120的预成型件。图4为本发明一个示例提供的利用泡沫板制备带有销钉的预成型件的剖面图。利用泡沫板122的方案可以保持销钉120的垂直,并且在压入碳纤维增强树脂基复合材料层合板预浸带110时避免销钉屈曲。
32.在步骤s330,将预成型件上的销钉120插入碳纤维增强树脂基复合材料层合板预浸带110。
33.进一步来说,步骤s330可以包括以下步骤:使用超声波压头锤击销钉120插入碳纤维增强树脂基复合材料层合板预浸带110。作为一种可选实施方式,使用超声波压头锤击销钉120插入碳纤维增强树脂基复合材料层合板预浸带110的植入时间可以控制在20秒以内。
34.在步骤s340,在热压罐内对预成型件和碳纤维增强树脂基复合材料层合板预浸带110进行加热加压,得到制件。
35.图5为本发明一个示例提供的将预成型件插入碳纤维增强树脂基复合材料层合板预浸带后平铺在模具上置入热压罐的示意图。图6为本发明一个示例提供的预成型件的销钉插入碳纤维增强树脂基复合材料层合板预浸带后制备过程中加热加压的示意图。图7为本发明一个示例提供的固化后移除预成型件的泡沫板的示意图。如图5、图6和图7所示,步骤s340可以包括以下步骤:将组合后的碳纤维增强树脂基复合材料层合板预浸带和预成型件平铺在模具130上,并用真空袋140敷设,置入热压罐,室温下抽真空,真空压强不小于0.095mpa,以2℃/分钟的速率升温,在60℃时加压0.5mpa,继续升温至120℃,保温2小时后,以5℃/分钟的速率冷却至室温,取出制件。
36.使用热压罐的好处是树脂随着温度升高具有很好的流动性,从而可以使金属销钉更容易穿透碳纤维增强树脂基复合材料层合板预浸带,减少纤维损伤。
37.在步骤s350,移除制件中预成型件上的泡沫板122。
38.对于在步骤s340中敷设真空袋140的情况,在步骤s350除了移除制件中预成型件上的泡沫板122,还需要移除真空袋140。
39.作为一种可选实施方式,该实施例的电磁屏蔽复合材料的制备方法在步骤s350之后,还可以包括以下步骤:修整制件外观。具体来说,可以使用裁刀对碳纤维增强树脂基复合材料层合板预浸带110外的销钉进行加工修整,除去销钉上的多余部分,使所制备的碳纤维增强树脂基复合材料层合板预浸带的外表面平齐。
40.本发明实施例提供的电磁屏蔽复合材料及其制备方法通过向平面碳纤维复合材料中植入纵向销钉以提高复合材料在厚度方向上的力学性能,充分发挥碳纤维材料在电磁屏蔽性能和力学性能上的优势,实现了功能结构一体化。实用性好,在保证复合材料的电磁屏蔽效能的前提下,极大地提高了制件的纵向力学性能,减少纤维损伤。
41.应当理解,本公开的方法实施方式中记载的各个步骤可以按照不同的顺序执行,和/或并行执行。此外,方法实施方式可以包括附加的步骤和/或省略执行示出的步骤。本公开的范围在此方面不受限制。
42.本文使用的术语“包括”及其变形是开放性包括,即“包括但不限于”。术语“基于”是“至少部分地基于”。术语“一个实施例”表示“至少一个实施例”;术语“另一实施例”表示“至少一个另外的实施例”;术语“一些实施例”表示“至少一些实施例”。其他术语的相关定义将在下文描述中给出。需要注意,本公开中提及的“第一”、“第二”等概念仅用于对不同的装置、模块或单元进行区分,并非用于限定这些装置、模块或单元所执行的功能的顺序或者相互依存关系。
43.需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
44.以上所述仅为本发明的实施例,并非因此限制本发明的权利要求保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。