1.本发明涉及片材处理装置、层压处理装置、图像形成装置及图像形成系统。
背景技术:
2.已知的层压处理技术是在两张片材被重叠且一边被接合(连接)的两张重叠的片材(层压片或层压膜)内插入插页类(纸张、照片等),并施加热和压力来粘结两张重叠的片材。
3.例如,专利文献1公开的层压装置是,以分离释放机构(上部、下部真空装置)来分离前端被连接的层压膜,然后插入保护纸片体。
4.另外,专利文献2公开的图像形成装置是由根据层压片材的厚度来进行定影单元部的动作控制,能够进行所希望的层压加工。
5.然而,根据层压片材和插页的尺寸,也可以在该层压片材内插入一张至多张的插页。但是,上述现有技术没有公开插入多张插页的结构。因此,存在着在用途上有限制,不能满足用户的要求的问题。
6.另外,为了得到所希望的层压处理,还要求将插页高精度地插入到层压片材内的目标位置里。
7.于是,本发明的目的在于提供一种片材处理装置,其在两张重叠的片材(层压片材)中可以插入至少一张片材状介质(插页),并且能够提高片材状介质对两张重叠的片材的相对位置精度。
8.【专利文献1】(日本)专利第5803470号公报
技术实现要素:
9.上述课题的解决方法是一种在两页片材重叠且一部分被接合的两张重叠的片材中夹入片材状介质的片材处理装置,其特征在于:具有将一张所述片材状介质插入所述两张重叠的片材的单页插入模式,和沿输送方向将多张所述片材状介质插入所述两张重叠的片材的多页插入模式,在各模式中,是在停止所述两张重叠的片材的状态下插入所述片材状介质的。
10.本发明的片材处理装置在两张重叠的片材内能够自动插入一张到多张的插页。另外,因为是将片材状介质插入到停止状态的两张重叠的片材里,所以就能够提高片材状介质对两张重叠的片材的相对位置精度。
附图说明
11.图1所示是本发明的一个实施方式所涉及的片材处理装置的整体构成图。
12.图2所示是图1的片材处理装置的主要部分的构成图(其1)。
13.图3所示是片材处理装置的主要部分的构成图(其2)。
14.图4所示是片材处理装置的主要部分的构成图(其3)。
15.图5所示是片材处理装置的主要部分的构成图(其4)。
16.图6所示是片材处理装置的主要部分的构成图(其5)。
17.图7所示是片材处理装置的主要部分的构成图(其6)。
18.图8所示是片材处理装置的主要部分的构成图(其7)。
19.图9所示是片材处理装置的主要部分的构成图(其8)。
20.图10(a)
‑
图10(c)所示是关于剥离的两页片材的导引路径的变形例。
21.图11所示是片材处理装置的单页插入模式的构成图(其1)。
22.图12(a)
‑
图12(b)所示是片材处理装置的单页插入模式的构成图(其2)。
23.图13所示是片材处理装置的单页插入模式的构成图(其3)。
24.图14所示是片材处理装置的多页插入模式的构成图(其1)。
25.图15(a)
‑
图15(b)所示是片材处理装置的多页插入模式的构成图(其2)。
26.图16(a)
‑
图16(b)所示是片材处理装置的多页插入模式的构成图(其3)。
27.图17所示是片材处理装置的多页插入模式的构成图(其4)。
28.图18所示是片材处理装置的主要部分的构成图(其9)。
29.图19所示是片材处理装置所具备的剥离爪的示意图。
30.图20(a)
‑
图20(b)所示是剥离爪的驱动构成例的示意图。
31.图21所示是将剥离爪插入片材s的状态的立体图。
32.图22所示是图8中的剥离爪和片材s的状态的立体图。
33.图23所示是图8中的剥离爪和片材s的状态的立体图(其2)。
34.图24(a)
‑
图24(b)所示是在操作面板上显示的、设定尺寸及夹入张数的操作画面例。
35.图25所示是具备本发明所涉及的片材处理装置的层压处理装置的一例的整体构成图。
36.图26所示是具备本发明所涉及的层压处理装置的图像形成装置的一例的整体构成图。
37.图27所示是具备本发明所涉及的层压处理装置的图像形成装置的变形例的整体构成图。
38.图28所示是说明从片材供纸开始夹入插页直到层压处理结束为止的一系列动作的流程图。
39.图29所示是说明从片材供纸开始夹入插页直到层压处理结束为止的一系列动作的流程图(其2)。
具体实施方式
40.图1所示是本发明的一个实施方式所涉及的片材处理装置的整体构成图。本实施方式的片材处理装置100将两张重叠的片材(以下称为片材s)相互剥离,并将片材状介质(以下称为插页p)插入该剥离的片材s内并使其夹持。
41.这里,片材s是两页片材被重叠,并且其一部分(或一边)被接合的两张重叠的片材。作为两张重叠的片材,例如是将单侧作为透明聚酯片材等的透射性片材,将相反侧作为透明或不透明片材,并以它们的一边来接合而成。另外,在两张重叠的片材中也包括层压膜
材。
42.插页p是插入到这两张重叠的片材中的片材状介质的一个例子。片材状介质除了普通纸以外,还包括有厚纸、明信片、信封、薄纸、涂敷纸(涂层纸或铜版纸等)、描图纸、ohp片材等。
43.如图1所示,片材处理装置100具有作为装载片材s的第1装载机构的片材盘102、从片材盘102来供给片材s的捡拾辊105、输送辊对107。另外,片材处理装置100具有作为装载插页p的第2装载机构的供纸盘103,和从供纸盘103供给插页p的捡拾辊106。
44.在片材盘102中设置有作为检测片材s的尺寸(输送方向长度)的片材尺寸检测机构的尺寸传感器c6,在供纸盘103中设置有作为检测插页p的尺寸(输送方向长度)的介质尺寸检测机构的尺寸传感器c7。
45.这些尺寸传感器c6及尺寸传感器c7分别具备在输送方向上并列配置的多个传感器。由于传感器的检测结果会根据所装载的片材s(或插页p)的尺寸而变化,因此能够检测片材s(或插页p)的输送方向长度。
46.在输送辊对107的输送方向下游,设置有检测片材s的输送位置的输送传感器c1,在捡拾辊106的输送方向下游,设置有检测插页p的输送位置的输送传感器c2。
47.另外,也可以使用这些输送传感器c1、c2来检测片材s(或插页p)的输送方向长度。
48.另外,片材处理装置100在输送辊对107及捡拾辊106的下游,设有作为第1输送机构的进口辊对108、作为旋转部件的卷绕辊109、作为第2输送机构的出口辊对113、排纸盘104等。在卷绕辊109和出口辊对113之间具有被设置为能够在片材s的宽度方向上移动的剥离爪116。
49.在进口辊对108的输送方向下游设置有检测片材s及插页p的输送位置的输送传感器c3,在卷绕辊109的输送方向下游设置有检测片材s的状态的异常状态检测传感器c4。然后,在出口辊对113的输送方向下游设置有检测片材s的输送位置的输送传感器c5。
50.另外,捡拾辊105、输送辊对107、进口辊对108以及卷绕辊109是第1输送机构的一例,捡拾辊106、进口辊对108以及卷绕辊109是第2输送机构的一例。
51.在片材处理装置100的外装部件中设置有作为显示操作机构的操作面板10,该操作面板10进行片材处理装置100中的信息显示及操作输入的受理。另外,该操作面板10兼有向用户发出感知信号的通知机构的作用。还有,作为替代,也可以是在片材处理装置100上另外设置操作面板10以外的通知机构的构成。
52.本实施方式的片材处理装置100将片材s和插页p装载在不同的托盘上,并且是一边输送片材s,一边将两页片材剥离、开口,并在其开口内插入插页p。然后,将插入有插页p的片材s排出、叠载到排纸盘104上。
53.图2所示是图1的片材处理装置的主要部分的构成图(其1)。如图2所示地,进口辊对108及出口辊对113例如分别是成对的两个辊,并由驱动机构(电动机等)来旋转驱动。通过进口辊对108在单向上的旋转驱动,出口辊对113在正反方向上的旋转驱动,来夹持并输送片材s及插页p。
54.进口辊对108将片材s及插页p朝向出口辊对113输送。将该输送方向称为正向输送方向(箭头a方向)。
55.另一方面,出口辊对113能够将其旋转切换到正反的两个方向里。在能够将夹持的
片材s朝着作为正向输送方向即排纸盘104(参照图1)输送的同时,又能够朝着成为其相反方向(拉回方向)的卷绕辊109来输送片材s。朝着该卷绕辊109输送的方向(相对于正向输送方向的相反方向)称为反向输送方向(箭头b方向)。
56.另外,片材处理装置100在这些进口辊对108和出口辊对113之间还设有作为旋转部件的卷绕辊109以及剥离爪116。卷绕辊109通过驱动机构(电动机等)在正反方向上被旋转驱动,并能够将该旋转在两个方向(顺时针方向/逆时针方向)上切换。
57.卷绕辊109具有辊部件111和设置在辊部件111上、握持片材s的可动的握持机构110。可动的握持机构110的特征在于和辊部件111一起握持片材s的前端。该握持机构110既可以在辊部件111的外周一体地成形,也可以作为其他零件来构成。
58.接着,使用图1~图18来说明片材处理装置100的一系列动作,即从片材s的剥离开始到插页p的插入为止的动作。另外,在图3~图18中,对与图1、2相同的部件赋予相同的符号,并省略其详细的说明。
59.在图1中,片材盘102上的片材s是以两页片材的被接合的一部分位于捡拾辊105的供给方向(输送方向)的下游侧的方式来叠载的。然后,片材处理装置100通过捡拾辊105来捡拾片材盘102上的片材s,并通过输送辊对107来朝着进口辊对108输送。
60.接着,如图2所示,通过进口辊对108将片材s朝着卷绕辊109输送。这里,片材处理装置100是将片材s的四边中的一边的端部被接合的一侧作为正向输送方向(箭头a方向)的下游来输送的。
61.接着,如图3所示,在正向输送方向上的片材s的后端部通过卷绕辊109的时间点,片材处理装置100暂时停止其输送。另外,这些动作是将输送传感器c3对片材s的前端的检测作为触发,通过从输送传感器c3输送指定量来实施的。
62.接着,如图4所示,片材处理装置100在使握持机构110开口的同时,使出口辊对113的旋转方向反转,并朝向握持机构110的开口部来将片材s向反向输送方向(箭头b方向)上输送。
63.接着,如图5所示,在将片材s的端部插入到开口的握持机构110的时间点,片材处理装置100停止输送,并关闭握持机构110来握持片材s的端部。另外,这些动作通过对片材s输送指定量来实施。
64.接着,如图6所示,片材处理装置100使卷绕辊109逆时针方向旋转,将片材s卷绕到卷绕辊109上。这里,片材s是从两页片材的没有被接合的一侧开始卷绕到卷绕辊109上的。
65.如图7所示,将片材s卷绕到卷绕辊109上时,通过两张重叠的片材的卷绕周长差(卷绕量的差),内周侧的片材过剩,就朝着片材s的接合的一端产生松弛。其结果是在两页片材之间产生空间。通过将剥离爪116从片材s的两侧插入该产生的空间,能够可靠地维持两页片材间的空间。另外,这些动作是将输送传感器c5对片材s的前端的检测作为触发,通过从输送传感器c5输送指定量来实施的。
66.这里,对剥离爪116进行补充说明。
67.图19所示是片材处理装置所具备的剥离爪的示意图,图20(a)
‑
图20(b)所示是剥离爪的驱动构成例的示意图。另外,图21所示是将剥离爪插入片材s的状态的立体图。
68.如图19所示,从输送方向上游侧来看,剥离爪116的高度方向的尺寸是从宽度方向中央开始朝着后端逐渐变大的。另外,从高度方向来看,输送方向的尺寸是从前端朝着中央
逐渐变大的。然后,从宽度方向来看,剥离爪116是十字型的形状。
69.另外,如图20(a)
‑
图20(b)所示,在本实施方式的构成中,是使得两个剥离爪116相互相向而对地来配置,并分别通过(a)带驱动或(b)齿条和小齿轮等来接近/分开的。
70.由于本实施方式的剥离爪116具有上述形状,并且是能够沿片材s的宽度方向移动的构成,所以就如图21所示地,能够顺畅地插入到产生在片材s里的空间中。
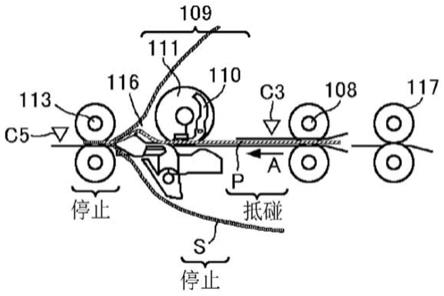
71.回到片材处理装置100的一系列动作说明。在将剥离爪116插入到片材s所产生的空间里的状态下(参照图7),片材处理装置100使卷绕辊109顺时针方向旋转,并如图8所示地,使片材s的剥离的空间移动到片材s的正向输送方向(箭头a方向)上的后端部。然后,在移动了指定量的时间点开放握持机构110,使片材s的后端成为上下分离的状态。
72.在该状态下,片材处理装置100暂时停止片材s的输送,然后通过使剥离爪116进一步向片材宽度方向移动,来剥离片材s的后端的全部区域。另外,这些动作是将输送传感器c5对片材s的前端的检测作为触发,通过从输送传感器c5输送指定量来实施的。
73.图22所示是图8中的剥离爪116和片材s的状态的立体图。由于剥离爪116还具有将剥离了的片材s分别向不同的方向导引的分支爪的形状(功能)(参照图19),因此片材s的两页片材就成为能够分别在不同的路径上输送的姿势。
74.另外,由于剥离爪116是能够沿宽度方向移动的构成(参照图20(a)
‑
图20(b)),因此如图23所示,能够配置在适当地支持片材s的姿势的位置里。因此,即使片材s的尺寸或硬度改变,也能够将片材s向期望的分支方向导引。由于这不需要遍及输送路径宽度整个区域的片材分支用部件及分支爪的驱动装置,因此与以往相比能够降低成本。
75.接着,如图9所示,从剥离了片材s的后端的整个区域的状态开始,这一次片材处理装置100是使得出口辊对113在逆时针方向上旋转,并将片材s在反向输送方向(箭头b方向)上输送。即,片材s的被剥离的两页片材分别由剥离爪116向上下方向导引,并使得两页片材整体被相互剥离。
76.然后,片材处理装置100暂时停止片材s的输送,并进入通过出口辊对113来握持(夹持)片材s的接合部的状态。因此,片材s将被接合的一边作为端部,而较大地开口了。
77.另外,这些动作是将输送传感器c5对片材s的前端的检测作为触发,通过从输送传感器c5输送指定量来实施的。
78.(变形例)
79.图10(a)
‑
图10(c)所示是关于剥离的两页片材的导引路径的变形例。在前图9中示出的是图10(a)的从片材s的接合部开始将上下片材都向相同方向导引的路径。除此之外,也可以是图10(b)所示沿反s字来导引的路径、或图10(c)所示沿s字来导引的路径等的将上下片材分别向相反方向导引。
80.接着,对本发明的特征构成进行说明。
81.本实施方式的片材处理装置100能够根据片材s的尺寸(输送方向长度)和插页p的尺寸(输送方向长度),在片材s内插入一张至多张的插页p。首先,说明在片材s中插入一张插页p的单页插入模式,其次,说明沿着输送方向在片材s中插入多张插页p的多页插入模式。
82.(单页插入模式)
83.如图11所示,片材处理装置100旋转进口辊对108,将供纸盘10(参照图1)输送来的
插页p朝向出口辊对113自正向输送方向(箭头a方向)上输送。
84.接着,如图12(a)所示,在片材s和插页p汇合时,片材处理装置100停止出口辊对113,并使得片材s停止。其间,由入口辊对108来输送插页p。即,在使片材s停止在规定位置的状态下输送(插入)插页p。由此,与一边输送片材s和插页p双方一边使其汇合的情况相比,能够提高插页p前端对片材s前端的相对位置精度。
85.另外,作为代替方法,也可以如图12(b)所示,从插页p与停止状态下的片材s汇合的状态开始,进一步通过进口辊对108输送插页p,并使其与片材s抵碰。在这种情况下,能够进一步提高插页p前端对片材s前端的相对位置精度。另外,能够校正插页p相对于输送方向的倾斜(倾斜校正)。
86.还有,这些动作是将输送传感器c3对插页p的前端的检测作为触发,通过从输送传感器c3输送指定量(插页p与片材s汇合为止的距离)来实施的。
87.接着,如图13所示,片材处理装置100通过出口辊对113将插入有插页p的片材s沿正向输送方向(箭头a方向)输送,再次重叠片材s的两页片材,并关闭开口。然后,通过出口辊对113或配置在其之后的辊等(未图示),来将夹入有插页p的片材s排出并叠载到排纸盘104上(参照图1)。
88.接着,对多页插入模式进行说明。多页插入模式模式是在片材输送方向上能够插入多张插页p(在以下的实施方式中为两张)的模式。
89.(多页插入模式)
90.如图14所示,片材处理装置100旋转进口辊对108,将供纸盘103(参照图1)输送来的第一张插页p(以下称为第1插页p1)朝向出口辊对113自正向输送方向(箭头a方向)上输送。
91.接着,如图15(a)所示,在片材s和第1插页p1汇合时,片材处理装置100停止出口辊对113,并使得片材s停止。其间,由进口辊对108来输送第1插页p1。即,在使片材s停止在规定位置的状态下输送(插入)第1插页p1。由此,与一边输送片材s和第1插页p1双方一边使其汇合的情况相比,能够提高第1插页p1前端对片材s前端的相对位置精度。
92.另外,作为代替方法,也可以如图15(b)所示,从第1插页p1与停止状态下的片材s汇合的状态开始,进一步通过进口辊对108输送第1插页p1,并使其与片材s抵碰。在这种情况下,能够进一步提高第1插页p1前端对片材s前端的相对位置精度。另外,能够校正第1插页p1相对于输送方向的倾斜(倾斜校正)。
93.还有,这些动作是将输送传感器c3对第1插页p1的前端的检测作为触发,通过从输送传感器c3输送指定量(第1插页p1与片材s汇合为止的距离)来实施的。
94.然后,片材处理装置100将供纸盘103(参照图1)输送来的第二张插页p(以下称为第2插页p2)朝向出口辊对113自正向输送方向(箭头a方向)上输送。
95.接着,如图16(a)所示,片材处理装置100旋转进口辊对108使片材s和第2插页p2汇合,并进一步将第2插页p2插入到开口的片材s内。
96.在片材s和第2插页p2汇合时,另外,在第二张以后的后续的插页汇合时,片材处理装置100也停止出口辊对113,并使得片材s停止。其间,由入口辊对108来输送后续的插页。在这种情况下,也能够提高后续的插页前端对片材s前端的相对位置精度。
97.另外,作为代替方法,也可以如图16(b)所示,从插页p与停止状态下的片材s汇合
的状态开始,进一步通过进口辊对108输送后续的插页p,并使其与片材s抵碰。在这种情况下,也能够进一步提高插页p前端对片材s前端的相对位置精度。另外,能够校正后续的插页p相对于输送方向的倾斜(倾斜校正)。
98.还有,这些动作是将输送传感器c3对插页p的前端的检测作为触发,通过从输送传感器c3输送指定量(插页p与片材s汇合为止的距离)来实施的。
99.然后,如图17所示,片材处理装置100通过出口辊对113将插入有第1插页p1及第2插页p2的片材s沿正向输送方向(箭头a方向)输送,再次重叠片材s的两页片材,并关闭开口。
100.还有,在片处理装置具有能够对片s进行加热及加压的热加压装置时,就如图18所示地,也可以通过分支爪118切换路径,来向热加压装置输送。这不仅是多页插入模式,对于单页插入模式也是同样的。
101.如此,本实施方式的片材处理装置100能够控制插页p对片材s的插入处理。
102.接着,对片材处理装置100获取片材s及插页p的尺寸(输送方向长度)和夹入的插页p的张数的构成进行说明。
103.如前图1所示,本实施方式的的片材处理装置100具有作为片材尺寸检测机构的尺寸传感器c6,以及作为介质尺寸检测机构的尺寸传感器c7。根据这些传感器的检测结果,当插页p的输送方向长度在阈值以下时,片材处理装置100自动切换到多页插入模式来进行插入处理。另一方面,当插页p的输送方向长度在阈值以上时,自动切换到单页插入模式来进行插入处理。
104.尤其是,在插页p的输送方向长度为片材s的输送方向长度的一半以下时,也可以自动切换到多页插入模式,进行插入处理。另外,在多页插入模式的情况下,夹入片材s的插页p的张数是从片材s的尺寸和插页p的尺寸的商来算出的。
105.另外,也可以使用输送传感器c1、c2来代替或追加到上述尺寸传感器c6及尺寸传感器c7里。
106.如此,本实施方式的片材处理装置100能够根据片材s及插页p的尺寸自动地控制插入处理。
107.接着,说明用户能够选择插入处理的构成。图24(a)
‑
图24(b)所示是在操作面板上显示的、设定尺寸及夹入张数的操作画面例。
108.如图24(a)所示,在本实施方式的片材处理装置100中,通过用户触碰操作面板10的画面,能够选择、输入层压膜材(片材s)的尺寸和夹入的插页p的尺寸、以及夹入的插页p的张数。
109.其中,当插页p的输送方向长度的总和在片材s的输送方向长度以上时,片材处理装置100判定为异常。如图24(b)所示,在操作面板10上显示出错提示,并提醒用户再次选择、输入。
110.更具体地说,作为尺寸条件,
111.将片材s的输送方向长度设为l1,插页p的输送方向长度设为l2
112.夹入片材s的插页p的张数设为n,
113.当l1≥l2
×
n时,操作面板10受理用户的输入。然后,片材处理装置100实施向片材s插入插页p的插入处理。
114.另一方面,当l1<l2
×
n时,在操作面板10上显示出错提示,催促用户再次进行选择、输入/调整。
115.如此一来,用户能够通过操作面板10来选择插入一张插页p的单页插入模式,和插入多张插页p的多页插入模式中的任意一种。
116.另外,片材处理装置100也可以使用上述尺寸条件来自动地控制插入处理。
117.如此,本实施方式的片材处理装置100根据片材s的输送方向长度、插页p的输送方向长度以及夹入片材s的插页p的张数,来控制插页p对片材s的插入处理。因此,能够适当且自动地向片材s插入单张~多张的插页p。
118.另外,例如与使用真空装置的专利文献1的层压装置相比,具有简单的构成,并能够使装置整体简化、小型化。
119.更进一步地,如图1所示,本实施方式的片材处理装置100将片材s和插页p装载到不同的托盘上,能够各自分别进行输送。因此,不需要以预先确定的顺序来装载片材s和插页p,就能够提高便利性。另外,在本实施方式中,将片材s装载在托盘102上,并将插页p装载在托盘103上,但并不限定于此。也可以将插页p装载到托盘102上,将片材s装载到托盘103上。
120.接着,对具备本发明所涉及的片材处理装置的层压处理装置、图像形成装置及图像形成系统进行说明。
121.图25所示是具备本发明所涉及的片材处理装置的层压处理装置的一例的整体构成图。层压处理装置200具有前面说明的片材处理装置100、切换片材s的输送路径的分支爪118、作为能够加热和加压片材s的热加压部件的热加压辊120、设置在热加压辊120的下游的排出辊121。
122.该层压处理装置200是能够以1台来实施片材s的供纸、剥离、插页p的插入以及通过热加压来进行层压处理的一系列动作的构成。该一连串的动作可以无需人工而自动实施,与现有技术相比,可以提高便利性。
123.图26所示是具备本发明所涉及的层压处理装置的图像形成装置的一例的整体构成图。该图像形成装置300作为层压处理装置部,在内部具备层压处理装置200a。
124.这里,层压处理装置200a是在具有装载片材s或插页p的片材盘102的同时,还能够从图像形成装置300来供给片材s和/或插页p的构成。因此,通过图像形成装置300(例如,打印机、复印机等),能够以内联的方式来将图像插入片材s或插页p。
125.具体说明图像形成装置主体300的构成。如图26所示,在图像形成装置主体300内设置有中间转印装置150。中间转印装置150挂绕在多个辊上,来使环状的中间转印带152大致水平地张紧,并沿逆时针方向行进。
126.在中间转印装置150的下方,青色、品红色、黄色、黑色的成像装置154c、154m、154y、154k沿着中间转印带152的张紧方向以4串列式来排列设置。各成像装置154的构成是在图中顺时针旋转的鼓状的图像载体的周围设置有充电装置、显影装置、转印装置、清洁装置等。在各成像装置154的下方设置有曝光装置156。
127.在曝光装置156的下方设置有供纸装置158。供纸装置158具有收纳片材s的第1供纸卡盒160,以及收纳插页p的第2供纸卡盒162。还有,第1供纸卡盒160是装载两张重叠的片材的第3装载机构的一例,第2供纸卡盒162是装载片材状介质的第4装载机构的一例。
128.在第1供纸卡盒160的右上方,设置有将第1供纸卡盒160内的片材s逐张陆续放出并进入用纸输送路径164的第1供纸滚轮166。另外,在第2供纸卡盒162的右上方,设置有将供纸卡盒内的插页p逐张陆续放出并进入用纸输送路径164的第2供纸滚轮168。
129.用纸输送路径164在图像形成装置主体300内的右侧从下向上来形成,并通向图像形成装置主体300内的层压处理装置200a。在用纸输送路径164中依次设置有输送辊170、与中间转印带152相向而对的二次转印装置174、定影装置176、由一对排纸辊构成的排纸装置178等。
130.还有,第1供纸滚轮166、输送辊170及用纸输送路径164是从第1供纸卡盒160(第3装载机构)来供给两张重叠的片材的第3供纸机构的一例。还有,第2供纸滚轮168、输送辊170及用纸输送路径164是从第2供纸卡盒162(第4装载机构)来供给片材状介质的第4供纸机构的一例。更进一步地,中间转印装置150和定影装置176等是在两张重叠的片材或片材状介质上形成图像的图像形成部的一例。
131.接着,在本实施方式的图像形成装置300中,对在片材s上形成图像之后进行层压处理的动作进行说明。
132.在片材s上形成图像时,首先,由图像读取装置188读取原稿图像,并由曝光装置156进行写入。接着,在各成像装置154c、154m、154y、154k的各自的图像载体上形成各色调色剂图像,并将其调色剂图像依次转印到一次转印装置180c、180m、180y、180k上,从而在中间转印带152上形成彩色图像。
133.另一方面,图像形成装置300旋转第1供纸滚轮166来将片材s陆续送出并进入用纸输送路径164。然后,由输送辊170通过用纸输送路径164来输送并适时送入到二次转印位置,如上所述,形成在中间转印带152上的彩色图像通过二次转印装置174被转印到片材s上。
134.图像转印后的片材s在定影装置176中被图像定影后,由排纸装置178送到层压处理装置200a。
135.另外,图像形成装置300旋转第2供纸滚轮168来陆续送出插页p并进入用纸输送路径164,并由排纸装置178输送到层压处理装置200a。
136.如此一来,通过将图像形成后的片材s和插页p传送到层压处理装置200a,来进行层压处理。由于层压处理的详细情况已经如上所述,所以在此省略。
137.由于本实施方式的图像形成装置300是上述构成,所以在插页p中进行图像形成之后,也能够通过层压处理装置200a来进行层压处理。另外,也可以在插页p和片材s上形成图像之后进行层压处理。
138.接着,对具备本发明所涉及的片材处理装置的图像形成装置的变形例及图像形成系统进行说明。
139.图27所示是具备本发明所涉及的层压处理装置的图像形成装置的变形例的整体构成图。该图像形成装置400与图20(a)
‑
图20(b)的图像形成装置300的不同之处是,在图像形成装置主体侧具有主体排出辊122和主体排纸盘123。
140.图像形成装置400在不实施层压处理的情况下,能够使用主体排出辊122来讲图像形成后的记录介质排出到主体排纸盘123里。因此,图像形成装置400在不进行层压处理的情况下,不降低图像形成的输出速度。
141.另外,图像形成装置400也可以是将层压处理装置200a可以装卸地设置在内部的构成。即,在不需要层压处理时,也可以将层压处理装置200a从图像形成装置400卸除。
142.另外,也可以在该卸除的层压处理装置200a里安装装载插页p的供纸盘103和从供纸盘103来供给插页p的捡拾辊106,从而能够作为与图25所示为相同的层压处理机的单体来利用。
143.图26所示的图像形成装置300以及图27所示的图像形成装置400也可以是具有片材处理装置的构成来代替层压处理机。另外,在图27所示的图像形成装置400中,也可以使得片材处理装置为可装卸的构成。
144.另外,作为图像形成系统,也可以构成为包括图像形成装置、与所述图像形成装置可以装卸地连接的片材处理装置100、或具有层压处理装置200的系统。更进一步地,也可以构成为包括供纸装置(堆垛机)和/或封面装订装置等的系统。此外,当片材s通过定影装置176时,该片材s在定影温度下不粘接,通过施加比其更高温度的热就会被粘接。
145.更进一步地,图像形成装置300、400作为在片材s和插页p上形成图像的方式使用的是电子照相方式,但并不限于此,也可以采用喷墨方式、孔版印刷方式等公知的图像形成方式。
146.图28所示是说明从片材供纸开始夹入插页直到层压处理结束为止的一系列动作的流程图。显示并说明与流程图相对应的附图的编号。
147.首先,在步骤s01中,片材处理装置100判断用户是否选择了多页插入模式。在选择了多页插入模式的情况下,在步骤s02中选择插页张数。
148.即,通过操作面板10,使用户设定层压膜尺寸设定值、插页尺寸设定值以及夹入张数(参照图24(a))。
149.另一方面,在没有选择多页插入模式的情况下,转换到步骤s03,并且片材处理装置100判定为选择了单页插入模式。
150.接着,在步骤s11中,片材处理装置100开始进行片材s的供纸(参照图1)。接着,在步骤s12中,判定片材s的前端是否到达输送传感器c3(参照图2)。在步骤s13中,当片材处理装置100判定为将片材s从输送传感器c4开始输送了指定量时,就暂时停止该输送(参照图3)。接着,在步骤s14中,在打开握持机构110的同时,在步骤s15中向反向输送方向输送片材s(参照图4)。
151.在步骤s16中,当片材处理装置100判定为将片材s输送了指定量时,就在步骤s17中暂时停止片材s的输送。然后,在步骤s18中,关闭握持机构110并握持片材s的端部(参照图5)。
152.接着,在步骤s19中,片材处理装置100使卷绕辊109逆时针方向旋转,并将片材s卷绕到卷绕辊109上(参照图6)。接着,在步骤s20中,判定片材s的前端是否到达输送传感器c5。在步骤s21中,当片材处理装置100判定为将片材s从输送传感器c5输送了指定量时,就在步骤s22中,使用异常状态检测传感器c4来检测片材s的状态。
153.该异常状态检测传感器c4是检测在片材s的两页片材间产生的空间的尺寸是否超过规定的阈值的异常检测机构。在步骤s23中,片材处理装置100根据异常状态检测传感器c4的检测结果,在判定片材s的状态为正常(空间的尺寸在规定的阈值以上)时,转换到步骤s24a。
154.另一方面,在步骤s23中,判定片材s的状态为异常(空间的尺寸在规定的阈值以下)时,转换到步骤s24b,并且片材处理装置100通知异常,并停止片材处理。
155.在转换到步骤s24a时,片材处理装置100将剥离爪116从片材s的两侧插入所产生的空间(参照图7)。接着,在步骤s25中,片材处理装置100在将剥离爪116从片材s的两侧插入的状态下,这一次是使卷绕辊109顺时针方向旋转,并将片材s向正向输送方向输送。
156.接着,在步骤s26中,判定片材s的前端是否到达输送传感器c5。在步骤s21中,当片材处理装置100判定为将片材s从输送传感器c5输送了指定量时,就在步骤s28中,打开握持机构110。
157.接着,在步骤s29中,片材处理装置100暂时停止片材s的输送,并在步骤s30中,使剥离爪116向片材宽度方向进一步移动(参照图8)。由此,使片材s的后端成为上下分离的状态。
158.在步骤s31中,片材处理装置100沿反向输送方向输送片材s。接着,在步骤s32中,判定片材s的前端是否到达输送传感器c5。在步骤s33中,当片材处理装置100判定为将片材s从输送传感器c5开始输送了指定量时,就在步骤s34中,暂时停止该输送(参照图9)。由此,就完成了片材s的剥离。
159.接着,在步骤s35中,片材处理装置100判定是否对插入片材s的插页p进行(内联inline)图像形成。在内联的情况下,转换到步骤s36,片材处理装置100使图像形成装置开始打印任务,并在插页p上形成图像。接着,转换到步骤s37。
160.另一方面,在步骤s35中,在不是内联的情况下,就转换到步骤s37。
161.在步骤s37中,片材处理装置100沿正向输送方向输送插页p,并将插页p插入到开口的片材s内。这里,在单页插入模式的情况下,就是前面图11~13所示的动作,在多页插入模式的情况下,就是前面图14~17所示的动作。
162.接着,在步骤s38中,片材处理装置100判定所选择的张数的插页p是否插入到片材s里。在插入的情况下,转换到步骤s39。
163.接着,在步骤s39中,通过分支爪118来切换路径。在步骤s40中,将夹持插页p的片材s向热加压装置(定影md)输送,并通过施加热和压力来完成层压处理(参照图18)。
164.另外,在内联的情况下(在步骤s35中为"是"时),就在片材剥离完成后向图像形成装置通知印刷job开始,并实施插页p的打印及输送。这时,输送被打印后的插页p,并在到达输送传感器c1为止,片材处理装置处于等待状态。因此,考虑到打印后的插页p的输送时间,例如也可以在图7所示的剥离爪116的动作结束后,向图像形成装置通知打印job开始。由此,能够提高生产率。
165.图29所示是说明从片材供纸开始夹入插页直到层压处理结束为止的一系列动作的流程图(其2)。显示并说明与流程图相对应的附图的编号。
166.首先,在步骤s01a中,片材处理装置100通过片材尺寸检测机构及介质尺寸检测机构来检测片材s及插页p的输送方向长度。然后,判定插页p的输送方向长度是否在片材s的输送方向长度的一半以下。
167.在一半以下时("是"的情况),转换到步骤s02a,片材处理装置100切换到多页插入模式。接着,在步骤s03a中,根据片材s的尺寸和插页p的尺寸的商来计算插页p的张数。
168.另一方面,在步骤s01a中,当插页p的输送方向长度大于片材s的输送方向长度的
一半时("否"的情况),片材处理装置100切换为单页插入模式。
169.接下来的步骤s11之后与之前的图28的流程相同,因此省略说明。
170.以上,通过实施方式详细地说明了本发明。实施方式仅是例子,在不脱离主旨的范围内可以进行各种变更来使用。例如,可以对实施方式和变形例分别进行组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。