1.本实用新型涉及注塑模具技术领域,具体为一种薄壁塑料制品的注塑模具。
背景技术:
2.现需要生产一种材料为聚丙烯的类似于提篮的塑料制品,外表面有波浪纹修饰,波浪纹导致了产品局部壁厚很薄,只有1.1毫米,这种结构导致产品在顶出时容易产生变形。过大的剧烈的变形将导致产品白化。使成型的效率和合格率下降。最大的难点是注射成型后在型腔和型芯中都会形成较大的真空。这种真空试制品既容易粘在定模,如果克服了粘在定模型腔内,又容易在顶出时,因为要克服真空阻力而之制品产生变形,而大的产品壁厚一般较薄,在刻服真空阻力塑料制品收缩产生的包紧力时,容易失稳。造成制品变形过大表面有白色的弯曲痕迹。在塑料注塑成型生产中被称作顶出白化。为了克服以上所述的困难,我们设计了一种专用的注塑模具。
技术实现要素:
3.本实用新型的目的在于提供一种薄壁塑料制品的注塑模具,以解决上述背景技术中提出的问题。
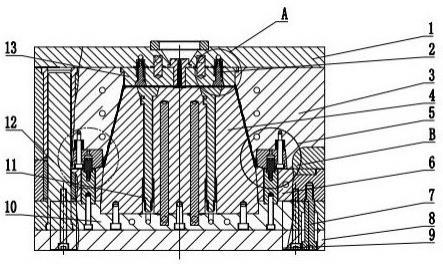
4.为实现上述目的,本实用新型提供如下技术方案:一种薄壁塑料制品的注塑模具,包括定模固定板、动模固定板和导柱,定模固定板下部中间固定安装有定模板和吹气阀固定板,吹气阀固定板位于定模板的中间位置,所述吹气阀固定板上安装有定模吹气阀,动模固定板上端设有动模板,所述动模板上端固定安装有芯模,芯模内部安装有动模吹气阀,芯模下部设有顶出底板,定模板下端两侧安装有侧边顶出机构。
5.进一步的:所述侧边顶出机构包含有侧部顶出块,所述侧部顶出块上端通过内部限位钉固定在定模板的下端,并且内部限位钉上端安装有复位弹簧。
6.进一步的:所述侧部顶出块下端设有圆柱孔与下部的内部导柱配套,所述内部导柱固定安装在支撑柱上端,所述支撑柱下端固定在动模板上。
7.优选的:所述顶出底板右下端固定安装有限位销钉。
8.优选的:所述动模固定板两侧内部设有顶出柱。
9.优选的:所述吹气阀固定板中间安装浇口套。
10.本实用新型利用压缩空气将压缩空气注入产品与成型表面之间,消除真空,膨胀产品减少摩擦力。塑料产品注塑生产时,原本存在于型腔的空气被熔融的塑料从浇口开始,慢慢的被推动从分型面,顶出底板的缝隙,镶件的缝隙中,甚至是专门设置的排气结构中,排出型腔以外。由于塑件固化后与型腔紧密贴合因此在开模时很大程度上要克服因此产生的真空压力。需要找到一种方法在开模之前将压缩空气通入型芯外表面或型腔内表面中,就可以克服真空压力,实际情况是由于锁模力的存在,不可能在开模之前将压缩空气压入型腔。但是可以在开模之前就开始注入,在开模的那一瞬间,由于锁模力的消失,压缩空气就会瞬间涌入,侧方顶出机构可以防止产品由于真空粘在型腔侧。由于型芯侧有塑料收缩
的包紧力和真空吸力,产品一般会黏在型芯上随开模留在动模侧型芯上,产品留在型芯上更利于顶出,实现快速高效的脱模,并且提高了效率,提高质量,大大增加了产能。
11.与现有技术相比,本实用新型的有益效果是:
12.1.在固定侧型腔底部设置两个压缩空气吹气点,吹入点采用可膨出的圆锥面密封气阀,增大压缩空气的注入量。在开模之前就注入压缩空气,尽最大可能防止产品粘在型腔中。
13.2.产品定模侧包紧力最大之处设置弹簧顶出装置,增加局部的脱模力,确保产品留在型芯上。
14.3.在型芯顶部设置两个压缩空气吹入点,吹入点采用可膨出的圆锥面密封气阀,增大压缩空气的注入量,在开模完毕后,顶板顶出前,吹入压缩空气,这样在压缩空气存在于型芯与制品内表面之间时,再用顶板顶出。最大限度的防止顶出白化,由于产生了吹气这种结构使产品的生产效率提高,废品率下降。
附图说明
15.图1为本实用新型结构示意图;
16.图2为a处放大示意图;
17.图3为b处放大示意图;
18.图4为开模工作示意图;
19.图5为脱模工作示意图;
20.图6为产品结构示意图;
21.图7为产品俯视图。
22.图中: 1、定模固定板,2、定模吹气阀,3、定模板,4、芯模,5、侧边顶出机构,6、顶出底板,7、限位销钉,8、动模固定板,9、顶出柱,10、动模板,11、动模吹气阀,12、导柱,13、吹气阀固定板,501、侧部顶出块,502、复位弹簧,503、内部限位钉,504、内部导柱,505、支撑柱。
具体实施方式
23.下面将结合本实用新型实施例中的附图,以下基于实施例对本实用新型进行描述,但是值得说明的是,本实用新型并不限于这些实施例,在下文对本实用新型的细节描述中,详尽描述了一些特定的细节部分,然而,对于没有详尽描述的部分,本领域技术人员也可以完全理解本实用新型。
24.此外,本领域普通技术人员应当理解,所提供的附图只是为了说明本实用新型的目的、特征和优点,附图并不是实际按照比例绘制的。
25.同时,除非上下文明确要求,否则整个说明书和权利要求书中的“包括”、“包含”等 类似词语应当解释为包含的含义而不是排他或穷举的含义;也就是说,是“包含但不限于
”ꢀ
的含义。
26.请参阅图1
‑
图7,本实用新型提供一种技术方案:包括定模固定板1、动模固定板8和导柱12,其特征在于:定模固定板1下部中间固定安装有定模板3和吹气阀固定板13,吹气阀固定板13位于定模板3的中间位置,所述吹气阀固定板13上安装有定模吹气阀2,动模固定板8上端设有动模板10,所述动模板10上端固定安装有芯模4,芯模4内部安装有动模吹气
阀11,芯模4下部设有顶出底板6,定模板3下端两侧安装有侧边顶出机构5。
27.所述侧边顶出机构5包含有侧部顶出块501,所述侧部顶出块501上端通过内部限位钉503固定在定模板3的下端,并且内部限位钉503上端安装有复位弹簧502。
28.所述侧部顶出块501下端设有圆柱孔与下部的内部导柱504配套,所述内部导柱504固定安装在支撑柱505上端,所述支撑柱505下端固定在动模板10上。
29.所述顶出底板6右下端固定安装有限位销钉7。
30.所述动模固定板8两侧内部设有顶出柱9。
31.所述吹气阀固定板13中间安装浇口套。
32.在使用本实用新型时,当模具注塑完,此时注射机指挥电磁阀开始吹入压缩空气,由于压缩空气的注入配合定模吹气阀2顶出的作用,产品没有粘着,而是包覆在芯模4上,然后开模,开模的同时侧边顶出机构5在复位弹簧502的作用下给产品一个向下的力,对定模板3完全分离,在开模完毕后顶出之前注塑机指挥电磁阀动作,配合动模吹气阀11注入压缩空气,在延迟适当时间后压缩空气充满制品和型芯外表面,注塑机对顶出柱9开始动作,推动顶出柱9带动顶出底板6运动,将产品完全顶出,产品完全脱落后,注塑机开始合模进行下一个生产循环。
33.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种薄壁塑料制品的注塑模具,包括定模固定板(1)、动模固定板(8)和导柱(12),其特征在于:定模固定板(1)下部中间固定安装有定模板(3)和吹气阀固定板(13),吹气阀固定板(13)位于定模板(3)的中间位置,所述吹气阀固定板(13)上安装有定模吹气阀(2),动模固定板(8)上端设有动模板(10),所述动模板(10)上端固定安装有芯模(4),芯模(4)内部安装有动模吹气阀(11),芯模(4)下部设有顶出底板(6),定模板(3)下端两侧安装有侧边顶出机构(5)。2.根据权利要求1所述的一种薄壁塑料制品的注塑模具,其特征在于:所述侧边顶出机构(5)包含有侧部顶出块(501),所述侧部顶出块(501)上端通过内部限位钉(503)固定在定模板(3)的下端,并且内部限位钉(503)上端安装有复位弹簧(502)。3.根据权利要求2所述的一种薄壁塑料制品的注塑模具,其特征在于:所述侧部顶出块(501)下端设有圆柱孔与下部的内部导柱(504)配套,所述内部导柱(504)固定安装在支撑柱(505)上端,所述支撑柱(505)下端固定在动模板(10)上。4.根据权利要求1所述的一种薄壁塑料制品的注塑模具,其特征在于:所述顶出底板(6)右下端固定安装有限位销钉(7)。5.根据权利要求1所述的一种薄壁塑料制品的注塑模具,其特征在于:所述动模固定板(8)两侧内部设有顶出柱(9)。6.根据权利要求1所述的一种薄壁塑料制品的注塑模具,其特征在于:所述吹气阀固定板(13)中间安装浇口套。
技术总结
本实用新型公开了一种薄壁塑料制品的注塑模具,涉及注塑模具技术领域,包括定模固定板、动模固定板和导柱,定模固定板下部中间固定安装有定模板和吹气阀固定板,吹气阀固定板位于定模板的中间位置,吹气阀固定板上安装有定模吹气阀,动模固定板上端设有动模板,动模板上端固定安装有芯模,芯模内部安装有动模吹气阀,芯模下部设有顶出底板,定模板下端两侧安装有侧边顶出机构。本实用新型采用可膨出的圆锥面密封气阀,增大压缩空气的注入量,尽最大可能防止产品粘在型腔中,设置弹簧顶出装置,增加局部的脱模力,确保产品留在型芯上,型芯顶部设置两个气阀,最大限度的防止顶出白化,使产品的生产效率提高,废品率下降。废品率下降。废品率下降。
技术研发人员:王浩鹏 王伟
受保护的技术使用者:大连大鹏精密模塑股份有限公司
技术研发日:2021.04.19
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。