1.本发明属于太阳能利用技术领域,具体涉及到一种太阳能电池接线盒的模块二极管。
背景技术:
2.专利申请号为201920813832.3的实用新型专利公开了一种太阳能电池接线盒的模块,包括封装体、正极端子、负极端子、二极管芯片,所述正极端子的右端部设有正极接线鼻、左部设有右条形孔,负极端子的左端部设有负极接线鼻、右部设有左条形孔;所述二极管芯片焊接固定于该正极端子上且位于该右条形孔的左方,该二极管芯片的一极电连接该正极端子、另一极通过跳线连接该负极端子;所述封装体包括底盒和上盖,该底盒和该上盖均呈“工”字形从而该底盒和该上盖的右侧均具有右缺口区、左侧均具有左缺口区;以及,该正极端子的左部、该负极端子的右部、该二极管芯片均封装在该封装体内,且该右条形孔位于该右缺口区内,该左条形孔位于该左缺口区内。优点是:体积小巧、成本较低、品质较佳。
3.上述专利中的模块二极管在与太阳能电池的汇流条焊接时,由于焊接位置处于端子处的水平位置,无法用电阻焊的两个电极将此处与汇流条夹紧焊接,因此只能利用铬铁加锡丝的方式将汇流条焊接在端子处,不仅焊接效率低,而且难以保证焊接的质量,容易存在虚焊、空焊等失效风险。
技术实现要素:
4.本发明的目的是提出一种太阳能电池接线盒的模块二极管,该模块二极管结构强度高,并且可以很方便地与汇流条焊接在一起。
5.本发明的太阳能电池接线盒的模块二极管包括正极端子、负极端子、二极管芯片和封装体;所述正极端子、负极端子的两端均分别为接线端和芯片端,所述二极管芯片的正极端与正极端子的芯片端连接固定,负极端通过跳线与负极端子的芯片端连接,正极端子的芯片端、负极端子的芯片端及二极管芯片均封装于所述封装体内;所述正极端子、负极端子的接线端设有供汇流条穿过的汇流条通孔;关键在于,所述正极端子、负极端子的接线端均设有用于与电缆连接的接线部及用于与汇流条焊接的焊接部,所述焊接部位于汇流条通孔的旁侧,焊接部的一端与接线端一体连接,另一端呈翘起状态;所述接线端的侧部还设有翻边,所述翻边至少有部分延伸至汇流条通孔的旁侧。
6.由于焊接部的一端呈翘起状态而不在模块二极管所在平面上,因此上述焊接部在与汇流条焊接时,可以将汇流条穿过汇流条通孔,并贴近于焊接部,然后利用电阻焊的两个电极将焊接部与汇流条夹紧,电阻焊的两个电极通电后,电流流经焊接部与汇流条,产生的电阻热效应将焊接部与汇流条加热并形成金属结合。相比于传统的铬铁加锡丝的焊接方式,通过电阻焊来焊接焊接部与汇流条,具有效率高、焊接效果好的优点。上述翻边在不改变模块二极管整体投影面积的前提下,增加了散热面积,可以在焊接汇流条时迅速分散热量,避免造成二极管芯片处热量集中而温度过高,而且还有利于提高汇流条通孔处的结构
强度。
7.进一步地,所述焊接部及翻边均垂直于接线部,所述焊接部与翻边的延伸方向相反,这样在焊接时,电阻焊的两个电极的移动控制更为简单,只需要水平移动和垂直移动即可,无需调整两个电极的角度,因此焊接更为方便,而且翻边也不会阻碍焊接的操作。
8.进一步地,所述翻边与焊接部相互垂直,以提高模块二极管的整体结构强度。
9.进一步地,所述汇流条通孔及焊接部位于所在端子的芯片端与接线部之间,这样汇流条不会与电缆发生干涉,方便电缆的连接。
10.进一步地,所述焊接部是由接线端上进行切口、并将切口形成的板条结构的自由端翘起而形成的,所述切口位置即形成所述汇流条通孔,所述翻边是由接线端的侧部经弯折而形成的。上述汇流条通孔和焊接部是将接线端的一部分通过切口及弯折方式同步形成的,翻边可以利用相关设备直接将接线部的两侧弯折而形成,这样焊接部与翻边均形成于接线端这一板材上,与接线端的连接非常可靠,且生产方便,成本低。
11.进一步地,所述封装体的两侧延伸至对应端子的汇流条通孔两侧,从而使封装体形成“工”字形结构,这样封装体与芯片端的连接区域涵盖汇流条通孔端部与芯片端区域,可以增加汇流条通孔端部料桥强度,避免生产及加工过程中变形及应力损伤二极管芯片。
12.进一步地,所述正极端子和/或负极端子的两侧设有直径不同的防呆通孔,可与接线盒底座上对应大小的定位柱匹配,以防止模块二极管的正、负极装反。
13.进一步地,所述接线部为平面结构或u形铆杯结构,以便于电缆导体与端子电阻焊接或机械铆接。
14.本发明的太阳能电池接线盒的模块二极管除具有产品小巧、结构强度高、成本低、电性能好、可靠性高等优点外,还方便与太阳能电池的汇流条使用电阻焊设备进行焊接,焊接中可以免去现有的焊料、助焊剂等成本,并降低了现有的虚焊、空焊等失效风险。
附图说明
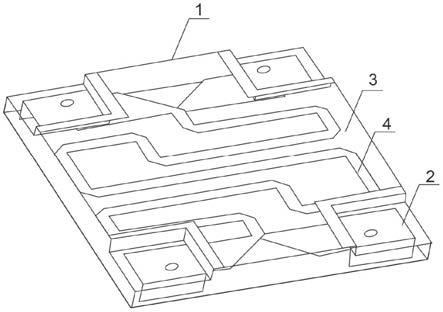
15.图1是实施例1的模块二极管的内部结构示意图(俯视角度,封装体处做透明处理)。
16.图2是实施例1的模块二极管的俯视图。
17.图3是图2的a
‑
a剖视图。
18.图4是图3的b
‑
b剖视图。
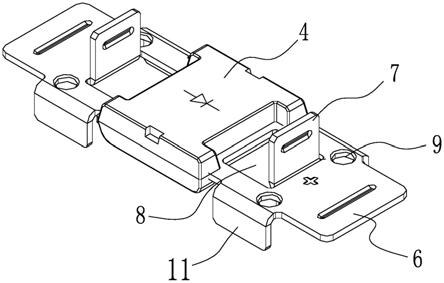
19.图5是实施例1的模块二极管的立体结构示意图。
20.图6是实施例1的模块二极管与汇流条的焊接原理示意图(接线部为平面结构)。
21.图7是实施例1的模块二极管与汇流条的焊接原理示意图(接线部为u形铆杯结构)。
22.附图标示:1、正极端子;2、负极端子;3、二极管芯片;4、封装体;5、跳线; 6、接线部;7、焊接部;8、汇流条通孔;9、防呆通孔;10、汇流条;11、翻边。
具体实施方式
23.下面对照附图,通过对实施实例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一
步的详细说明。
24.实施例1:
25.本实施例提出了一种太阳能电池接线盒的模块二极管,该模块二极管可以很方便地与汇流条焊接在一起。
26.如图1~5所示,本实施例的太阳能电池接线盒的模块二极管包括正极端子1、负极端子2、二极管芯片3和封装体4;所述正极端子1、负极端子2的两端均分别为接线端和芯片端,所述二极管芯片3的正极端与正极端子1的芯片端连接固定,负极端通过跳线5与负极端子2的芯片端连接,正极端子1的芯片端、负极端子2的芯片端及二极管芯片3均封装于所述封装体4内。
27.正极端子1、负极端子2的接线端均设有用于与电缆连接的接线部6及用于与汇流条焊接的焊接部7,且在芯片端与接线部6之间设有供汇流条穿过的汇流条通孔8;本实施例中的接线部6为平面结构,以便于电缆导体与端子电阻焊接;当然,上述接线部6还可以为u形铆杯结构,以便于电缆导体与端子电阻机械铆接(如图7所示);焊接部7位于汇流条通孔8的旁侧,焊接部7的一端与接线端一体连接,另一端呈翘起状态。在本实施例中,焊接部7是由接线端上进行切口、并将切口形成的板条结构的自由端翘起而形成的,所述切口位置即形成所述汇流条通孔8。上述汇流条通孔8 和焊接部7是将接线端的一部分通过切口及弯折方式同步形成的,生产方便,成本低。
28.封装体4的两侧延伸至对应端子的汇流条通孔8两侧,从而使封装体4形成“工”字形结构,这样封装体4与芯片端的连接区域涵盖汇流条通孔8端部与芯片端区域,可以增加汇流条通孔8端部料桥强度,避免生产及加工过程中变形及应力损伤二极管芯片3。
29.正极端子1、负极端子2的接线端的两侧均通过弯折方式形成有翻边11,所述翻边11由接线部6延伸至汇流条通孔8的旁侧,上述翻边11在不改变模块二极管整体投影面积的前提下,增加了散热面积,可以在焊接汇流条时迅速分散热量,避免造成二极管芯片3处热量集中而温度过高,而且还有利于提高汇流条通孔8处的结构强度。翻边11垂直于接线端,且延伸方向与焊接部7的延伸方向相反,在焊接汇流条时不会形成阻碍。在本实施例中,翻边11与焊接部7相互垂直,以提高模块二极管的整体结构强度。
30.正极端子1和负极端子2的两侧均设有直径不同的防呆通孔9,防呆通孔9与接线盒底座上对应大小的定位柱匹配,以防止模块二极管的正、负极装反。
31.如图6所示,由于焊接部7的一端呈翘起状态而不在模块二极管所在平面上,因此上述焊接部7在与汇流条10焊接时,可以将汇流条10穿过汇流条通孔8,并贴近于焊接部7,然后利用电阻焊的两个电极将焊接部7与汇流条10夹紧,电阻焊的两个电极通电后,电流流经焊接部7与汇流条10,产生的电阻热效应将焊接部7与汇流条10加热并形成金属结合。相比于传统的铬铁加锡丝的焊接方式,通过电阻焊来焊接焊接部7与汇流条10,具有效率高、焊接效果好的优点。
32.在本实施例中,焊接部7垂直于接线部6,这样在焊接时,电阻焊的两个电极的移动控制更为简单,只需要水平移动和垂直移动即可,无需调整两个电极的角度,因此焊接更为方便。
33.上面结合附图对本发明进行了示例性描述,显然本发明具体设计并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将
本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。