1.本实用新型涉及机械加工的技术领域,尤其是涉及一种异形件双沉孔铣削机构。
背景技术:
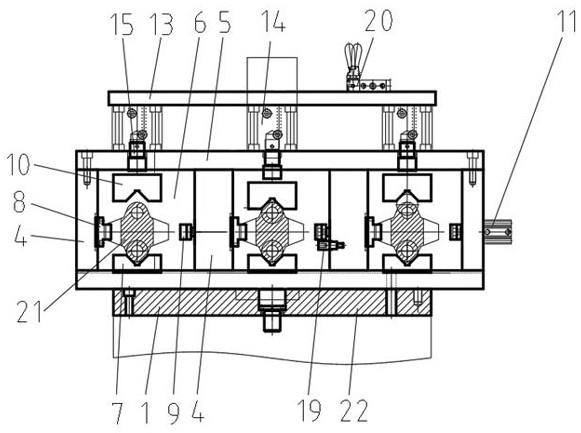
2.参照图1,一种带双沉孔的异形件,在异形件表面进行沉孔铣削加工,辅以仿形定位夹具,使用手动单轴台钻进行两次沉孔铣削。
3.具体步骤:将零件放入定位夹具,启动台钻自动进刀/退刀加工一侧沉孔,取出零件翻转180
°
放入固定夹具,启动台钻自动进刀/退刀加工另一侧沉孔。
4.上述中的现有技术方案存在以下缺陷:单次只能加工一个孔,需要两次装夹加工才能完成一个零件,效率低下;沉孔开口直径加工精度由机台上下行程限位决定,质量不稳定;二次装夹,两个沉孔的孔心距无法保证,且现有外形定位夹具无z轴向压料固定,台钻退刀时容易将零件带出,存在安全隐患,因此有待进一步改进。
技术实现要素:
5.本实用新型的目的是提供一种异形件双沉孔铣削机构,其具有定位精准、尺寸精度高、一次加工两个沉孔的效果。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.一种异形件双沉孔铣削机构,包括钻床多轴器以及固定在钻床多轴器上的沉孔铣刀,还包括设置于沉孔铣刀下方的孔位定位板,所述孔位定位板上开设有两个供沉孔铣刀通过的让位孔,所述孔位定位板的下方依次设置有止挡板、推拉式定位块与底座,所述推拉式定位块的顶面上开设有供工件放置的工位。
8.本实用新型进一步设置为:所述工位沿推拉式定位块的长度方向平行设置有两个。
9.本实用新型进一步设置为:所述底座的顶面上开设有供推拉式定位块通过的凹槽,所述推拉式定位块的相对的两个侧面上分别设置有卡块,所述凹槽相对的两个内壁上开设有与卡块卡嵌配合的卡槽。
10.本实用新型进一步设置为:所述推拉式定位块的底面上沿其长度方向开设有两个相平行的排屑槽。
11.本实用新型进一步设置为:所述孔位定位板的顶面上垂直设置有等高套筒,所述等高套筒与沉孔铣刀相平行。
12.本实用新型进一步设置为:所述等高套筒对称设置有两个。
13.综上所述,本实用新型的有益技术效果为:
14.1、通过孔位定位板与推拉式定位块的设置,一次加工两个沉孔,提升效率;
15.2、通过两个工位的设置,推拉式定位块可以在当前零件加工的同时取出已加工零件并放置下一个待加工零件,减少了整个加工过程中上下料的时间浪费,进一步提升效率;
16.3、通过等高套筒的设置,沉孔开口直径由等高套筒来保证,尺寸精度高且易调整。
附图说明
17.图1是背景技术中带双沉孔的异形件结构示意图;
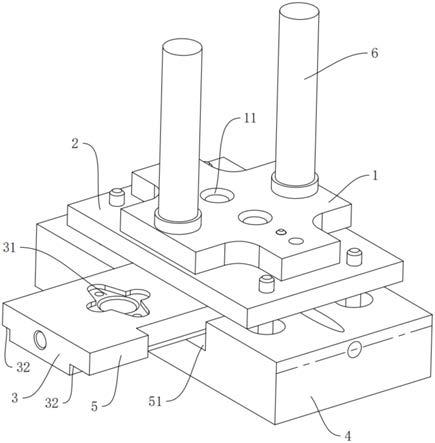
18.图2是本实用新型实施例的整体结构示意图;
19.图3是用于展示推拉式定位块的结构示意图一;
20.图4是用于展示推拉式定位块的结构示意图二。
21.图中,1、孔位定位板;11、让位孔;2、止挡板;3、推拉式定位块;31、工位;32、排屑槽;4、底座;41、凹槽;5、卡块;51、卡槽;6、等高套筒。
具体实施方式
22.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
23.参照图2与图3,为本实用新型公开的一种异形件双沉孔铣削机构,包括钻床多轴器以及固定在钻床多轴器上的沉孔铣刀,还包括设置于沉孔铣刀下方的孔位定位板1,孔位定位板1上开设有两个供沉孔铣刀通过的让位孔11,两个沉孔的孔心距由夹具上的孔位定位板1来保证,定位精准。孔位定位板1的下方依次设置有止挡板2、推拉式定位块3与底座4,推拉式定位块3的顶面上开设有供工件放置的工位31,工位31沿推拉式定位块3的长度方向平行设置有两个。整个加工过程零件所有自由度均被约束,止挡板2既可在进刀时压紧零件,也可在退刀时实现自动脱料,消除退刀带料的安全隐患。
24.参照图2与图3,孔位定位板1的顶面上垂直设置有等高套筒6,等高套筒6与沉孔铣刀相平行,等高套筒6对称设置有两个。沉孔开口直径由等高套筒6来保证,尺寸精度高且易调整。
25.参照图3与图4,底座4的顶面上开设有供推拉式定位块3通过的凹槽41,推拉式定位块3的相对的两个侧面上分别设置有一个卡块5,凹槽41相对的两个内壁上开设有与卡块5卡嵌配合的卡槽51。推拉式定位块3的底面上沿其长度方向开设有两个相平行的排屑槽32。两个工位31推拉式切换,限位精准;同时设计排屑槽32可有效防止碎屑残留影响定位及滑动。
26.本实施例的实施原理为:将零件放入推拉式定位块3上的右边的工位31,将右边的工位31推至加工位置,此时靠近右边的工位31的卡块5卡嵌在卡槽51中;
27.启动台钻自动进刀/退刀加工两个沉孔(沉孔铣刀下降通过让位孔11对异形件进行加工),同时去除推拉式定位块3左边的工位31上的已加工零件并放置下一个待加工零件;
28.退刀完成后,将左边的工位31推至加工位置,靠近左边的工位31的卡块5卡嵌在卡槽51中;
29.启动台钻自动进刀/退刀加工两个沉孔,同时去除推拉式定位块3右边的工位31上的已加工零件并放置下一个待加工零件;
30.重复上述步骤,实现连续加工。
31.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在
其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种异形件双沉孔铣削机构,包括钻床多轴器以及固定在钻床多轴器上的沉孔铣刀,其特征在于:还包括设置于沉孔铣刀下方的孔位定位板(1),所述孔位定位板(1)上开设有两个供沉孔铣刀通过的让位孔(11),所述孔位定位板(1)的下方依次设置有止挡板(2)、推拉式定位块(3)与底座(4),所述推拉式定位块(3)的顶面上开设有供工件放置的工位(31)。2.根据权利要求1所述的一种异形件双沉孔铣削机构,其特征在于:所述工位(31)沿推拉式定位块(3)的长度方向平行设置有两个。3.根据权利要求2所述的一种异形件双沉孔铣削机构,其特征在于:所述底座(4)的顶面上开设有供推拉式定位块(3)通过的凹槽(41),所述推拉式定位块(3)的相对的两个侧面上分别设置有卡块(5),所述凹槽(41)相对的两个内壁上开设有与卡块(5)卡嵌配合的卡槽(51)。4.根据权利要求3所述的一种异形件双沉孔铣削机构,其特征在于:所述推拉式定位块(3)的底面上沿其长度方向开设有两个相平行的排屑槽(32)。5.根据权利要求1所述的一种异形件双沉孔铣削机构,其特征在于:所述孔位定位板(1)的顶面上垂直设置有等高套筒(6),所述等高套筒(6)与沉孔铣刀相平行。6.根据权利要求5所述的一种异形件双沉孔铣削机构,其特征在于:所述等高套筒(6)对称设置有两个。
技术总结
本实用新型公开了一种异形件双沉孔铣削机构,涉及机械加工技术领域,旨在解决单次只能加工一个孔、效率低下,沉孔开口直径加工精度由机台上下行程限位决定,质量不稳定,二次装夹,两个沉孔的孔心距无法保证的问题。其技术方案要点是,包括钻床多轴器以及固定在钻床多轴器上的沉孔铣刀,还包括设置于沉孔铣刀下方的孔位定位板,所述孔位定位板上开设有两个供沉孔铣刀通过的让位孔,所述孔位定位板的下方依次设置有止挡板、推拉式定位块与底座,所述推拉式定位块的顶面上开设有供工件放置的工位。一次加工两个沉孔,提升效率,两个沉孔的孔心距由夹具上的孔位定位板来保证,定位精准,沉孔开口直径由等高套筒来保证,尺寸精度高且易调整。高且易调整。高且易调整。
技术研发人员:刘睿 顾小成
受保护的技术使用者:豪梅特紧固件系统(苏州)有限公司
技术研发日:2020.10.20
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。