1.本发明涉及用于封装电子设备的方法,特别是旨在集成到橡胶制品中的电子设备。
背景技术:
2.将包括例如无源射频识别应答器的电子设备集成到轮胎中是常见的。这种类型的应答器通常已知缩写为rfid。这种电子设备可以储存例如与轮胎相关的数据。
3.为了提高储存在电子设备中的数据的传输质量,通常的做法是将电子设备预先封装在橡胶中。这是因为,一般来说,封装电子设备的橡胶块的介电常数越高,电子设备接收和传输的电信号衰减越大。考虑到通常用于制造轮胎的橡胶的介电常数较高,因此当封装电子设备的橡胶的介电常数较低时,数据的传输会得到显著改善。
4.此外,设备的预先封装能够在将设备结合到轮胎之前在储存时保护该设备。
5.从现有技术中已知用于制造包括封装在橡胶中的电子设备的半成品的各种方法。
6.例如,文献wo2010/007283提出了一种用于制造至少一种包括至少一个封装在橡胶中的电子设备的半成品的方法,其中所述设备与第一橡胶条带接触,并覆盖有第二橡胶条带,以封装所述设备,并且两个条带以基本上相同的速度从两个条带分离的第一区域运行至两个条带的两个相应面彼此接触的第二区域。
7.尽管该方法高效且有效,但其要求正确地对齐和同步橡胶条带,以正确地封装电子设备并使条带正确地重叠。
8.此外,必须确保橡胶条带的初步粘性足以使电子设备保持在适当的位置,直到其被橡胶完全封装。
9.在进行研究的过程中,申请人发现了一种能够克服上述缺点的封装方法。
技术实现要素:
10.在下文中更详细地描述的本发明涉及以下点中列出的实施方案中的至少一个:
11.1.一种用于封装电子设备的方法,其中,相继地:
12.a.将成型条带放置在传送带上,所述成型条带包括基部和至少一个翼片,所述翼片在所述成型条带的与传送带接触的面相对的面上并且相对于所述基部突起,所述翼片在平行于传送带运行方向的方向(称为纵向方向)上延伸,所述基部包括沿着所述翼片延伸的被称为接收区域的区域,所述传送带包括磁性装置,所述磁性装置紧邻接收区域并且在所述传送带的与成型条带接触的面相对的面上;
13.b.在纵向方向上以规则间距将电子设备放置在成型条带的接收区域中,所述设备包含至少一种铁磁材料,传送带的磁性装置使电子设备在接收区域中保持在适当的位置;
14.c.通过在预定方向上施加作用力使翼片发生塑性变形,从而封装电子设备。
15.2.根据前一实施方案所述的封装方法,其中,在步骤b)中,以与传送带的运行速度基本上相同且平行的速度放置电子设备。
16.3.根据前述实施方案中任一个所述的封装方法,其中,调节两个电子设备之间的放置间距,使得在两个连续的电子设备之间不存在横向重叠。
17.4.根据前述实施方案中任一个所述的封装方法,其中,作用力在20n至500n之间,优选在50n至100n之间。
18.5.根据前述实施方案中任一个所述的封装方法,其中,作用力的施加方向在横向于传送带的纵向方向的平面上的投影与该横向平面中包含的直线形成一定角度,所述角度的值随时间变化正负45
°
,该横向平面包括作用力的施加点。
19.6.根据前述实施方案中任一个所述的封装方法,在步骤c)结束时,所述封装方法包括在不包括电子设备的横向平面中切割成型条带的步骤。
20.7.根据前述实施方案中任一个所述的封装方法,其中,磁性装置放置在传送带上与成型条带接触的面相对的面上。
21.8.根据实施方案1至6中任一个所述的封装方法,其中,磁性装置集成到传送带的结构中。
22.9.根据前述实施方案中任一个所述的封装方法,在步骤c)中,所述封装方法包括用于将成型条带加热至在30℃至90℃之间,优选在40℃至80℃之间的温度的加热装置。
23.10.根据前一实施方案所述的封装方法,在步骤a)之前,所述封装方法包括挤出弹性体材料以获得成型条带的步骤。
24.11.根据前述实施方案中任一个所述的封装方法,其中,成型条带包括平行于传送带运行方向延伸的两个翼片,每个翼片均能够通过在预定方向上施加作用力而发生塑性变形,从而将电子设备至少部分地封装在所述基部和所述翼片之间,然后使两个翼片相互作用以将电子设备完全地封装在所述基部和所述翼片之间。
25.12.根据前一实施方案所述的封装方法,其中,成型条带的接收区域由翼片和基部之间的接合部横向地限定。
26.13.根据前述实施方案中任一个所述的封装方法,其中,成型条带的宽度至多等于40mm,优选大于3mm,并且以优选的方式在10mm至25mm之间。
27.14.根据前述实施方案中任一个所述的封装方法,其中,成型条带的弹性体材料在未加工状态下的门尼塑性在30门尼单位至90门尼单位(um)之间,优选在50um至70um之间。
28.15.根据前述实施方案中任一个所述的封装方法,其中,成型条带的弹性体材料为电绝缘体,优选地其在915mhz下的介电常数小于6.5。
29.16.根据前述实施方案中任一个所述的封装方法,其中,电子设备为射频应答器。
30.17.根据前一实施方案所述的封装方法,其中,射频应答器的通信频率位于300mhz至3ghz之间的uhf频带中,优选地位于860mhz至960mhz之间的窄频带中,非常优选地位于860mhz至870mhz和915mhz至925mhz的极窄频带中。
31.定义
32.如通常所接受的,垂直意指在重力方向上。水平意指垂直于垂直。
33.说明书中提到的含碳化合物可以为化石来源或生物基来源的化合物。在生物基来源的情况下,其可以部分或完全地源自生物质或通过源自生物质的可再生起始材料获得。其特别为聚合物、增塑剂、填料等。
34.根据以下原理并根据标准astm d
‑
1646进行门尼塑性测量。将组合物或弹性体(通
常为未加工的)在加热至给定温度(通常为100℃)的圆柱形室中模制。在预热一分钟之后,l型转子以2转/分钟在试样内旋转,并在旋转4分钟之后测量用于维持该运动的工作扭矩。门尼塑性(ml 1 4)以“门尼单位”(um,其中1um=0.83牛顿.米)表示。
附图说明
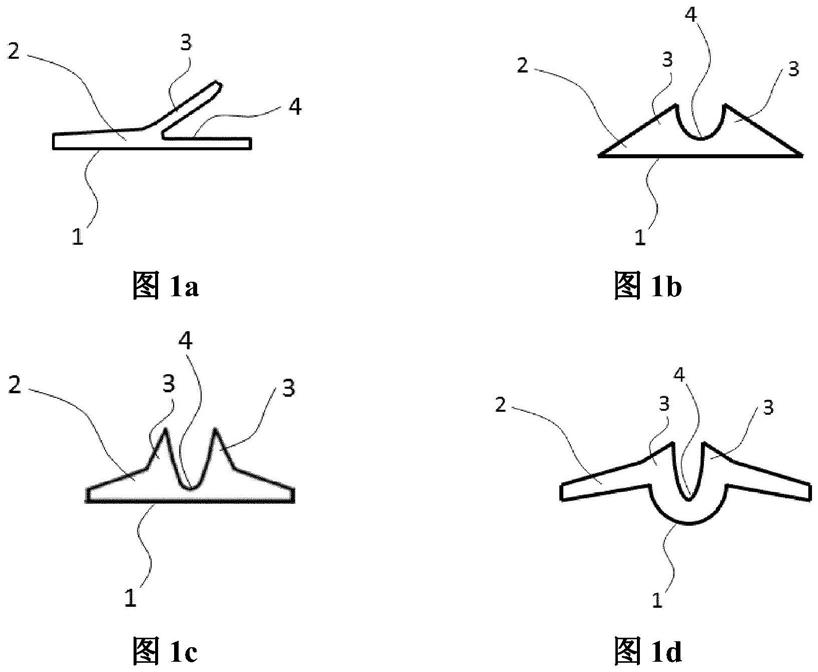
35.[图1]图1(其包括子图1.a至1.d)以非限制性的方式示意性地显示了根据本发明的一体式成型条带的四个横截面。在每个子图中,元件的编号相同。
[0036]
一体式成型条带(1)包括基部(2)和翼片(3),所述基部(2)包括用于电子设备的接收区域(4)。图1.a的一体式成型条带(1)包括一个翼片(3),图1.b至图1.d中示意性地显示的一体式成型条带(1)各自包括两个翼片(3)。
[0037]
[图2]图2示意性地显示了根据本发明的用于封装电子设备的方法。一体式成型条带(1)位于一个平面上。将电子设备(5)放置在接收区域中。通过安装为能够绕其旋转轴线(7)旋转的滑轮(6)向翼片施加作用力,以使翼片变形并部分地封装电子设备。然后以相似的方式向第二翼片施加作用力(未示出),使两个翼片相互作用以完全地封装电子设备。
[0038]
[图3]图3显示了由钢丝12构成的辐射天线10,所述钢丝12已发生塑性变形,从而形成具有旋转轴线11的螺旋弹簧。该钢丝涂覆有由铜、铝、银、金、铜、锡、锌或黄铜制成的导电层,如果需要所述导电层覆盖有例如由黄铜、锌、镍或锡制成的化学绝缘层,以保护弹性体材料不受导电层的材料的影响。
[0039]
这种天线的电磁传导主要通过趋肤效应发生,这意味着其主要发生在天线的外层。该趋肤厚度特别地取决于辐射频率和制造导电层的材料。作为示例,对于uhf频率(例如915mhz),银的趋肤厚度为约2.1μm,铜的趋肤厚度为约2.2μm,黄铜的趋肤厚度为约4.4μm。
[0040]
可以用这些层涂覆钢丝,然后成型;可替选地,其还可以先成型,然后涂覆。
[0041]
螺旋弹簧主要通过经涂覆的丝线的卷绕直径和螺旋节距限定。因此,在考虑丝线的直径的情况下,精确地确定了螺旋弹簧的内径13和外径15。此处,弹簧的长度17对应于橡胶块中的射频应答器1的传输信号的一半波长。因此,可以限定螺旋弹簧的正中平面19,所述正中平面19垂直于旋转轴线11并将辐射天线分成两个相等部分。该平面位于辐射天线的中心区域16的中间,该中心区域16对应于天线总长度的约25%,优选15%。
[0042]
[图4]图4显示了射频应答器1的电子部件20,所述射频应答器1的构造旨在使电子部件20位于辐射天线10的内部。电子部件20包括电子芯片22和主天线24,所述主天线24通过印刷电路板26电连接至电子芯片22。此处,主天线由具有对称轴线23的smd(表面安装器件)微型线圈构成。确定了主天线的正中平面21,其由平行于smd线圈的对称轴线23的法线限定,并将线圈分为两个相等部分。使用通过铜垫片27终止的铜轨道实现印刷电路板上组件之间的电连接。通过引线接合技术在组件和垫片27之间使用金丝28来实现印刷电路板上组件的电连接。由印刷电路板26、电子芯片22和主天线24构成的组件嵌入电绝缘高温环氧树脂的刚性块29中,从而形成射频应答器1的电子部件20。
[0043]
[图5]图5显示了射频应答器1,其构造为电子部件20位于辐射天线10的内部。电子部件10的几何形状外接在圆柱体中,所述圆柱体的直径小于或等于螺旋弹簧的内径13。这使得电子部件20更容易地插入于辐射天线10中。主天线的正中平面21位于辐射天线的中心区域中,并且基本上与辐射天线10的正中平面19重叠。
具体实施方式
[0044]
用于封装电子设备的方法
[0045]
本发明的主题为一种用于封装电子设备(5)的方法,其中,相继地:
[0046]
a.将成型条带(1)放置在传送带上,所述成型条带包括基部(2)和至少一个翼片(3),所述翼片(3)在所述成型条带的与传送带接触的面相对的面上并且相对于所述基部(2)突起,所述翼片(3)在平行于传送带运行方向的方向(称为纵向方向)上延伸,所述基部(2)包括沿着所述翼片(3)延伸的被称为接收区域(4)的区域,所述传送带包括紧邻接收区域(4)的磁性装置;
[0047]
b.在纵向方向上以规则间距将电子设备(5)放置在成型条带(1)的接收区域(4)中,所述设备(5)包含至少一种铁磁材料,传送带的磁性装置使电子设备(5)在接收区域(4)中保持在适当的位置;
[0048]
c.通过在预定方向上施加作用力使翼片(3)发生塑性变形,从而封装电子设备(5)。
[0049]
根据本发明的方法的步骤a)包括将成型条带放置在传送带上。成型条带可以在用于获得所述成型条带的挤出机的出口处直接放置在传送带上,或者从储存装置(例如卷轴或任何其它适合的装置)放置在传送带上。
[0050]
因此,以优选的方式,在步骤a)之前,根据本发明的封装方法包括挤出弹性体材料以获得成型条带的步骤。翼片可以通过合适的喷嘴形状在挤出时直接获得,或者可以通过切割通过挤出获得的一体式成型条带而产生。切割可以例如通过在挤出方向上设置在喷嘴之后的切割装置来进行。
[0051]
将成型条带放置在传送带上,使得接收区域是可进入的,以便可以在步骤b)中放置电子设备。
[0052]
根据本发明的方法包括步骤b),其中电子设备放置在成型条带的接收区域中,所述设备包含至少一种铁磁材料,传送带的磁性装置使电子设备在接收区域中保持在适当的位置。
[0053]
通过放置装置将设备放置在接收区域中,所述放置装置可以为适用于电子设备的任何放置装置。这种装置可以例如为包括磁性装置或机械装置的机械臂,所述机械臂能够被激活或停止,以便抓取电子设备并将其从储存区域运送至成型条带的接收区域,然后在设备被放置在接收区域中之后放开设备。
[0054]
以优选的方式,以与传送带的运行速度基本上相同且平行的速度放置电子设备。这使得在放置设备的过程中,设备相对于成型条带的相对速度基本上为零。因此,这降低了该放置步骤由于速度差异造成的冲击而损坏电子设备或成型条带的风险。
[0055]
紧邻成型条带的接收区域设置的磁性装置能够使包含至少一种铁磁材料的电子设备在接收区域中保持在适当的位置,直至该设备被封装在橡胶中。因此,可以正确地放置电子设备,即使在放置装置未对准的情况下,从而能够限制不正确放置的示例的数量。
[0056]
在优选的设置中,传送带的磁性装置放置在传送带的与成型条带接触的面相对的面上。在另一个优选的设置中,磁性装置集成到传送带的结构中。
[0057]
以优选的方式,调节两个电子设备之间的规则放置间距,使得在两个连续的电子设备之间不存在横向重叠。
[0058]
根据本发明的方法然后包括步骤c),在步骤c)中,通过在预定方向上施加作用力使翼片发生塑性变形,从而完全地封装电子设备。以优选的方式,作用力在20n至500n之间,优选在50n至100n之间。
[0059]
根据本发明,在预定方向上施加作用力能够使翼片发生塑性变形,使得其至少部分地覆盖电子设备。
[0060]“预定方向”理解为意指根据翼片的形状和传送带的纵向方向确定作用力的施加方向,使得翼片能够发生塑性变形,从而至少部分地封装电子设备。
[0061]
该方向随时间基本上恒定。恒定意指作用力的施加方向在横向于传送带的纵向方向的平面上的投影与该横向平面中包含的直线形成一定的角度,所述角度的值随时间变化正负45
°
,优选地变化正负35
°
,以优选的方式变化正负25
°
,非常优选地变化正负15
°
,以非常优选的方式变化正负10
°
,甚至更优选地变化正负5
°
,并且以非常优选的方式变化小于或等于角度测量误差的值,该横向平面包括作用力的施加点。以任意的方式选择横向平面中包含的该直线,并将其作为用于测量该直线和作用力的施加方向在横向于传送带的纵向方向的平面上的投影之间形成的角度的参考。
[0062]
通过施加装置(如例如,安装为能够旋转的圆柱形轮子)向所述或每个翼片施加作用力,所述施加装置的宽度(换言之,圆柱体的高度或边缘面宽度)适合于翼片的尺寸。也可以使用适用于成型元件的非圆柱形轮子的轮廓。
[0063]
用于施加作用力的装置可以由至少一个安装为能够旋转的圆柱形轮子构成,所述轮子的旋转轴线基本上垂直于传送带的运行方向并设置为靠近传送带,使得在运行的过程中,翼片与轮子的边缘面接触。通过在预定方向上施加作用力,翼片在运行过程中发生塑性形变,以至少部分地封装电子设备。根据翼片的数量及其位置调节轮子的数量及其位置。
[0064]
以优选的方式,在步骤c)中,根据本发明的方法包括用于将成型条带加热至在30℃至90℃之间,优选在40℃至80℃之间的温度的加热装置。该温度使翼片能够发生最佳的塑性变形。可以仅在步骤c)之前加热成型条带,或者在根据本发明的方法的任一步骤之前加热成型条带。可以在作用力的施加点附近,优选在距作用力的施加点0至100mm之间的距离处测量条带的温度。
[0065]
以优选的方式,在步骤c)结束时,根据本发明的方法包括在不包括电子设备的横向平面中切割成型条带的步骤。
[0066]
在优选的设置中,连续地进给成型条带。进行切割步骤,以将条带分离为各自包括电子设备的模块。两个连续的切割平面之间的间隔(换言之,模块的长度)优选小于或等于100mm,以优选的方式在50mm至70mm之间。调节步骤b)中放置的两个连续的设备之间的间距,使得两个连续放置的设备之间没有重叠,并且在切割之后,设备被完全地封装在切割模块中,这意味着所述设备的任何部分都不会从所述模块中露出。监测装置可用于验证切割步骤没有导致电子设备的任何部分可见或露出。
[0067]
一体式成型条带
[0068]
一体式成型条带优选通过弹性体材料的挤出获得。一体式意指在没有组装元件的情况下获得成型条带,特别是在挤出之后没有组装的情况下。
[0069]
条带以公知的方式意指一种尺寸(长度)大于其它尺寸(例如,至少大2倍)的形状。
[0070]
对于该成型条带,纵向方向定义为平行于条带的长度,优选地平行于一体式成型
条带的挤出方向的方向。横向平面意指垂直于纵向方向的平面。对于传送带,定义了对应于传送带的运行方向的纵向方向。根据本发明,当成型条带被放置在传送带上时,传送带的纵向方向与成型条带的纵向方向重合。
[0071]
一体式成型条带包括纵向延伸并基本上彼此平行的两个边缘。对于该条带,定义了所述条带在横向方向的水平面上的投影中测得的宽度。以优选的方式,一体式成型条带的宽度至多等于40mm,优选大于3mm,以优选的方式在10mm至25mm之间。
[0072]
根据本发明的一体式成型条带的基部包括电子设备的接收区域。接收区域意指设计为接收电子设备的区域。接收区域可以包括在成型条带的纵向方向上延伸的凹槽,其尺寸适于接收电子设备。该凹槽使得能够在接收区域中准确地放置电子设备,并在传送带的磁性装置的配合下使其保持在适当的位置,直至翼片发生变形以在一体式成型条带中封装所述设备。
[0073]
一体式成型条带包括至少一个相对于所述基部突起的翼片,所述翼片可以通过在预定方向上施加作用力而发生塑性变形,从而将电子设备封装在所述基部和所述至少一个翼片之间。
[0074]
在本说明书的剩余部分中,表述“翼片”表示成型条带的翼片(如果所述成型条带仅包括一个翼片)或者根据本发明的成型条带的所有翼片(如果所述成型条带包括多个翼片)。因此,在后一种情况中,表述“翼片”在本文中应当被隐含地理解为意指“多个翼片”。
[0075]
因此,当通过在预定方向上施加作用力使翼片发生变形时,位于接收区域中的电子设备被完全地封装,即被翼片完全地覆盖。换言之,电子设备嵌入由基部和经塑性变形的翼片形成的橡胶块中。
[0076]
翼片平行于成型条带的纵向方向延伸。
[0077]
在优选的设置中,一体式成型条带包括平行于成型条带的纵向方向延伸的两个翼片,每个翼片均能够通过在预定方向上施加作用力而发生塑性变形,从而将电子设备至少部分地封装在所述基部和所述翼片之间,使两个翼片相互作用以将电子设备封装在所述基部和所述翼片之间。
[0078]
以优选的方式,在该设置中,接收区域由成型条带的翼片和基部之间的接合部横向地限定,这意味着翼片在横向方向上设置在接收区域的两侧。因此,翼片的存在使得能够在横向方向上甚至更精确地放置电子设备。
[0079]
弹性体材料
[0080]
一体式成型条带由弹性体材料制成,所述弹性体材料在未加工状态下的门尼塑性优选在30门尼单位至90门尼单位(um)之间,优选在50um至70um之间。该弹性体材料优选为电绝缘体,优选地其在915mhz下测得的介电常数小于6.5。
[0081]
弹性体材料包含100phr(重量份/100份弹性体)的弹性体(例如,epdm(乙烯丙烯二烯单体橡胶)、丁基橡胶、氯丁橡胶)或二烯弹性体(例如,sbr(苯乙烯
‑
丁二烯橡胶)、聚丁二烯、天然橡胶或聚异戊二烯)。
[0082]
弹性体材料包含填料,例如,二氧化硅、炭黑、白垩和高岭土:
[0083]
‑
二氧化硅填料的最大量为50phr;
[0084]
‑
astm等级高于700的炭黑填料的量小于50phr;
[0085]
‑
astm等级低于或等于500的炭黑填料的最大量为20phr。
[0086]
‑
可以加入白垩或高岭土或用白垩或高岭土替代这些填料。
[0087]
当弹性体材料包含填料(例如二氧化硅)时,其还可以包含用于将二氧化硅偶联至弹性体的试剂。这种偶联剂是本领域技术人员公知的。这些填料的量和类型能够确保小于6.5的相对介电常数(或介电常数),特别是在915mhz的频率下。
[0088]
在根据本发明的方法结束时,当将由一部分一体式成型条带和电子设备制成的组件结合到橡胶制品中时,弹性体材料在固化状态下的刚度优选小于或相似于相邻配混物在固化状态下的刚度。
[0089]
电绝缘弹性体材料优选具有用于将其粘合至电子设备的粘合促进剂。该促进剂可以为钴盐或镍盐,例如,量小于3phr的环烷酸钴和适当量(约5phr至7phr)的硫。
[0090]
电子设备
[0091]
电子设备可以为任何类型的电子设备。特别地,电子设备优选为无源射频识别应答器,其通常标识为首字母缩略词rfid(射频识别)并在下文中被称为“射频应答器”。
[0092]
此处,术语“射频应答器”意指在射频应答器的外部被动地询问射频应答器。因此,询问阶段不需要射频应答器自身具有电源。射频应答器的功能主要为识别包含所述射频应答器的橡胶制品,例如轮胎外胎。
[0093]
射频应答器通常包括电子芯片和辐射天线,所述辐射天线能够与射频读取器进行通信。
[0094]
特别地,射频应答器的通信频率位于300mhz至3ghz之间的超高频(uhf)频带中,从而能够实现小尺寸的辐射天线和射频应答器可读取的距轮胎外胎的最大距离之间的有利的折衷,所述小尺寸的辐射天线能够易于集成到旨在用于轮胎外胎的一体式成型元件中。有利地,射频应答器在860mhz至960mhz之间的窄频带,更具体地在860mhz至870mhz和915mhz至925mhz的极窄频带中进行通信。这是因为,在这些频率下,轮胎外胎的常规弹性体配混物相对于无线电波的传播构成了良好折衷。此外,这些频率尽可能高,以尽量减小辐射天线的尺寸,从而能够更容易地将嵌入橡胶补片中的射频应答器集成到轮胎外胎中。
[0095]
根据第一实施方案,辐射天线具有两个螺旋天线段,电子芯片电连接至两个螺旋天线段。
[0096]
根据另一个实施方案,射频应答器还包括主天线,所述主天线电连接至电子芯片,其中主天线电感耦合至辐射天线,并且辐射天线为由单股螺旋弹簧构成的偶极天线。
[0097]
该第二实施方案的优点在于机械地分离辐射天线与应答器的电子组件,因此消除了常规应答器的弱点,即天线段紧固到电子芯片的载体的区域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。