1.本发明涉及针织三线卫衣面料中衬垫起绒纱加工技术领域,具体为一种防掉毛再生三线卫衣衬垫起绒纱的加工方法。
背景技术:
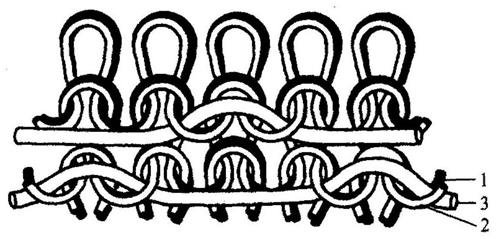
2.三线卫衣面料是针织面料中的一种非常经典的面料,该面料通常是由三种组分的纱线或长丝组成,具体包括面纱1、接结纱2、衬垫起绒纱3。由于该面料面纱1通常采用比较细的纱线来体现面料的光洁和精致,衬垫起绒纱3采用比较粗的纱线,所加工的三线卫衣面料经起绒加工后实现面料的厚度和保暖性的提高,面料的起绒加工过程中衬垫起绒纱3的部分纤维会被拉断成为毛绒状。面纱和衬垫起绒纱之间通常采用比较细的涤纶长丝作为接结纱2,从而使三线卫衣的衬垫起绒纱线不会因为面纱的断裂而脱落,不会导致衬垫起绒纱的颜色露出到表面导致露底现象。
3.我国年产生超过2000万吨废旧纺织品,废旧纺织品综合利用量约为300万吨,综合利用率仅为15%左右。
4.纺织行业是资源依赖性和环境敏感性很高的产业,对不可再生资源的消耗很大,而且大部分纺织品在一两年之内就会变成废旧的纺织品被处理掉,带来巨大的环境压力。
5.回收使用废旧纺织物,与原生材料的加工生产相比,可明显减少对二氧化碳的排放。缓解原料紧张压力,废旧纺织品回收利用是既环保又见效快的重要途径。
6.三线衬垫卫衣面料的衬垫起绒纱3纱线比较粗,因此可以采用再生棉为原料进行纺纱。这种加工方式非常适应当今对环保再生的需求。
7.但是由于采用了比较高比例的再生棉,再生棉是将纺织面料的边角料进行重新开松加工成短纤维,再通过加入一定比例的较长的纤维从而来实现顺利纺纱,通常再生棉的纤维长度比较短,纤维长度小于16毫米,纤维越短,纱线中的纤维之间的抱合力合摩擦力较小,在外力的作用下,纱线中的短纤维容易脱离纱线主体导致面料的掉毛问题,严重影响服装的品质和穿着体验,特别是如卫衣内穿浅色或深色的毛衣时,卫衣上掉下的短纤维粘在毛衣上。
8.为了克服以上技术问题,同时又要保证较高比例的再生棉的实用,本发明创新地采用新的纤维组合纺纱。
技术实现要素:
9.为了解决三线卫衣面料衬垫起绒纱的掉毛问题,本发明创新地设计了一种防掉毛的衬垫起绒纱的加工方法。采用一种新型纤维与再生棉按一定方式、一定比例的比例混合纺纱,由于该纤维具有特殊皮芯结构,利用皮芯结构的表层的热熔性粘合作用,能够将三线衬垫卫衣面料中的衬垫起绒纱中的短纤维进行握持,防止其脱离纱线主体成为掉毛。本发明要解决的技术问题是提供一种高再生棉比例的防掉毛的三线卫衣面料衬垫起绒纱的加工方法。
10.具体包括以下步骤:
11.衬垫起绒纱3采用3种组份的纤维混纺,其中包括棉、涤纶和es复合纤维,其中棉纤维为再生棉,涤纶为再生的涤纶纤维,规格为1.5d*38mm,es复合纤维为pe/pp复合纤维,规格为1.5d*38mm,其中纤维外层为低熔点的pe,里层为 pp,es复合纤维在3种组份纤维中的占比为3~5%,采用气流纺加工,三种纤维单独成条,在并条工序再按照设计的比例和混合次序进行三种条子的混合,再采用气流纺加工成设计的纱线。
12.棉纤维开松
‑
梳理
┐
13.涤纶纤维开松
‑
梳理
‑
并条
‑
并条
‑
并条
‑
气流纺纱
14.es纤维开松
‑
梳理
┘
15.es纤维为皮芯层结构,其表层为pe,里层为pp,es纤维的表层pe熔点130
ꢀ±
2℃,pe的重量百分比例为30
±
5%。
16.包括如下步骤:
17.步骤一、将再生涤纶纤维加工成纤维条;
18.步骤二、将再生棉纤维加工成纤维条;
19.步骤三、将es纤维加工成纤维条;
20.步骤四、将再生涤纶纤维条、再生棉纤维条用并条机进行二次并合加工成混合条,在第三次并条时加入es纤维条,确保三种纤维条的充分混合,保证条子的条干均匀和纤维伸直度满足气流纺纱的要求;
21.步骤五、将再生涤纶纤维、再生棉纤维和es纤维混合条在气流纺机上进行纺纱加工。
附图说明
22.图1是三线衬垫卫衣面料的线圈图。
23.其中:符号1代表面纱,符号2代表接结纱,符号3代表衬垫起绒纱。
具体实施方式
24.以下结合附图和具体实施方式对本发明做进一步的描述,但是本实施方式并不限定于以下的内容,在无损本发明的主旨的范围内可任意地进行变更并实施。
25.在本发明中,若非特指,所有的份、量、百分比均为重量单位,所有的原料均可以从市场购得。
26.实施例1
27.衬垫起绒纱3采用3种组份的纤维混纺,其中包括棉、涤纶和es复合纤维,其中棉纤维为再生棉,涤纶为再生涤纶纤维,规格为1.5d*38mm,es复合纤维为pe/pp复合纤维,规格为1.5d*38mm,其中纤维外层为低熔点的pe,里层为pp, es复合纤维在3种组份纤维中的占比为3%,采用气流纺加工,三种纤维单独成条,在并条工序再按照设计的比例进行三种条子的混合,再采用气流纺加工成设计的纱线。
28.棉纤维开松
‑
梳理
‑┐
29.涤纶纤维开松
‑
梳理
‑
并条
‑
并条
‑
并条
‑
气流纺纱;
30.es纤维开松
‑
梳理
‑┘
31.es纤维为皮芯层结构,其表层为pe,里层为pp,es纤维的表层pe熔点130
ꢀ±
2℃,pe的重量百分比例为30
±
5%。
32.步骤一、将规格为1.5d*38mm再生涤纶纤维加工成纤维条;
33.步骤二、将平均纤维长度为15mm的再生棉纤维加工成纤维条;
34.步骤三、将规格为1.5d*38mm es纤维加工成纤维条;
35.步骤四、将再生涤纶纤维条、再生棉纤维条用并条机进行二次并合加工成混合条,在第三次并条时加入es纤维条,确保三种纤维条的充分混合,混合后的条子定量为12g/10m,保证条子的条干均匀和纤维伸直度满足气流纺纱的要求。
36.步骤五、将再生涤纶纤维、再生棉纤维和es纤维混合条在气流纺机上进行纺纱加工成10s气流纺衬垫起绒纱3,衬垫起绒纱的设计捻度为650捻/m,纱线中再生棉纤维的含量为55%,再生涤纶纤维的含量为42%,es纤维的含量为 3%。
37.利用本发明加工的再生棉、再生涤纶和es复合纤维3种组份的混纺纱在针织三线卫衣加工中作为衬垫起绒纱使用,所加工的三线卫衣面料在拉绒后整理加工中,因为受烘干加热的条件下,纱线中的es复合纤维表层pe发生溶解,从而实现对纱线中纤维比较短的再生棉纤维的粘合,避免面料中的短纤维脱落成为掉毛。
38.实施例2
39.衬垫起绒纱3采用3种组份的纤维混纺,其中包括棉、涤纶和es复合纤维,其中棉纤维为再生棉,涤纶为再生涤纶纤维,规格为1.5d*38mm,es复合纤维为pe/pp复合纤维,规格为1.5d*38mm,其中纤维外层为低熔点的pe,里层为pp, es复合纤维在3种组份纤维中的占比为4%,采用气流纺加工,三种纤维单独成条,在并条工序再按照设计的比例进行三种条子的混合,再采用气流纺加工成设计的纱线。
40.棉纤维开松
‑
梳理
‑┐
41.涤纶纤维开松
‑
梳理
‑
并条
‑
并条
‑
并条
‑
气流纺纱;
42.es纤维开松
‑
梳理
‑┘
43.es纤维为皮芯层结构,其表层为pe,里层为pp,es纤维的表层pe熔点130
ꢀ±
2℃,pe的重量百分比例为30
±
5%;
44.步骤一、将规格为1.5d*38mm再生涤纶纤维加工成纤维条;
45.步骤二、将平均纤维长度为15mm的再生棉纤维加工成纤维条;
46.步骤三、将规格为1.5d*38mm es纤维加工成纤维条;
47.步骤四、将再生涤纶纤维条、再生棉纤维条用并条机进行二次并合加工成混合条,在第三次并条时加入es纤维条,确保三种纤维条的充分混合,混合后的条子定量为10g/10m并保证条子的条干均匀和纤维伸直度满足气流纺纱的要求。
48.步骤五、将再生涤纶纤维、再生棉纤维和es纤维混合条在气流纺机上进行纺纱加工成12s气流纺衬垫起绒纱3,衬垫起绒纱的设计捻度为670捻/m,纱线中再生棉纤维的含量为50%,再生涤纶纤维的含量为46%,es纤维的含量为 4%。
49.利用本发明加工的再生棉、再生涤纶和es复合纤维3种组份的混纺纱在针织三线卫衣加工中作为衬垫起绒纱使用,所加工的三线卫衣面料在拉绒后整理加工中,因为受烘干加热的条件下,纱线中的es复合纤维表层pe发生熔融,从而实现对纱线中纤维比较短的再生棉纤维的粘合,避免面料中的短纤维脱落成为掉毛。
50.实施例3
51.衬垫起绒纱3采用3种组份的纤维混纺,其中包括棉、涤纶和es复合纤维,其中棉纤维为再生棉,涤纶为再生涤纶纤维,规格为1.5d*38mm,es复合纤维为pe/pp复合纤维,规格为1.5d*38mm,其中纤维外层为低熔点的pe,里层为pp, es复合纤维在3种组份纤维中的占比为5%,采用气流纺加工,三种纤维单独成条,在并条工序再按照设计的比例进行三种条子的混合,再采用气流纺加工成设计的纱线。
52.棉纤维开松
‑
梳理
‑┐
53.涤纶纤维开松
‑
梳理
‑
并条
‑
并条
‑
并条
‑
气流纺纱;
54.es纤维开松
‑
梳理
‑┘
55.es纤维为皮芯层结构,其表层为pe,里层为pp,es纤维的表层pe熔点130
ꢀ±
2℃,pe的重量百分比例为30
±
5%;
56.步骤一、将规格为1.5d*38mm再生涤纶纤维加工成纤维条;
57.步骤二、将平均纤维长度为15mm的再生棉纤维加工成纤维条;
58.步骤三、将规格为1.5d*38mm es纤维加工成纤维条;
59.步骤四、将再生涤纶纤维条、再生棉纤维条用并条机进行二次并合加工成混合条,在第三次并条时加入es纤维条,确保三种纤维条的充分混合,混合后的条子定量为16g/10m并保证条子的条干均匀和纤维伸直度满足气流纺纱的要求。
60.步骤五、将再生涤纶纤维、再生棉纤维和es纤维混合条在气流纺机上进行纺纱加工成8s气流纺衬垫起绒纱3,衬垫起绒纱的设计捻度为640捻/m,纱线中再生棉纤维的含量为60%,再生涤纶纤维的含量为35%,es纤维的含量为5%。
61.利用本发明加工的再生棉、再生涤纶和es复合纤维3种组份的混纺纱在针织三线卫衣加工中作为衬垫起绒纱使用,所加工的三线卫衣面料在拉绒后整理加工中,因为受烘干加热的条件下,纱线中的es复合纤维表层pe发生熔融,从而实现对纱线中纤维比较短的再生棉纤维的粘合,避免面料中的短纤维脱落成为掉毛。
62.作为优选,es纤维的含量为4%,es纤维为皮芯层结构,其表层为pe,里层为pp,es纤维的表层pe熔点130
±
2℃,pe的重量百分比例为30
±
5%。
63.作为优选,所加工的三线卫衣面料在拉绒后整理加工中,烘干加热温度为 140℃,纱线中的es复合纤维表层pe发生熔融,从而实现对纱线中纤维比较短的再生棉纤维的粘合,避免面料中的短纤维脱落成为掉毛。
64.最后,还需要注意的是,以上列举的仅是本发明的若干个具体实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或联想到的所有变形,均应认为是本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。