1.本发明涉及机械加工的技术领域,尤其涉及一种用于无磁性薄壁垫圈类零件的平磨方法与平磨夹具。
背景技术:
2.在磨削过程中,磨粒与工件接触进入切削阶段时,此时磨粒切削已达到一定深度,法向磨削力增至一定程度后,工件磨削处已达到一定温度,此部分材料沿剪切面滑移而形成切屑,并沿磨粒前刀面流出,在工件表面产生热应力和变形应力,除此以外,材料也可能产生由于相变而引起的应力。
3.垫圈类等较薄工件,磨削前,其表面平面度较差,磨削时还容易受热变形和受力变形,除选用软的砂轮、采用较小的磨削深度和较高的进给速度,充分的磨削液等措施改善磨削条件外,还应从工艺和装夹方面来减小工件受力产生弹性变形的影响。
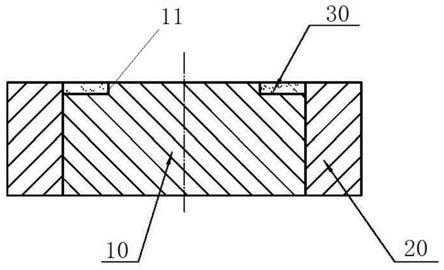
4.目前,对于非磁性的薄壁垫圈类零件,磨削工件平面时磨床的磁台无法将工件吸紧,需要另外设置辅助的夹具将零件固定在磁台上。如图1和图2所示,目前的方案是采用两个由吸磁材料构成的半圆挡块1挡住工件2的外圆,从而达到固定工件2的目的,在此基础上对工件进行磨削加工。然而,在实际加工时,有时会出现工件磨削面粗糙度和工件两面的平行度很难达到要求的问题。
技术实现要素:
5.基于上述现有技术的不足,本发明的主要目的在于提供一种用于无磁性薄壁垫圈类零件的平磨方法与平磨夹具,能够容易地使工件的加工精度满足要求。
6.本发明提供一种用于无磁性薄壁垫圈类零件的平磨方法,所述无磁性薄壁垫圈类零件呈圆环状,具有外圆表面、内圆表面与两个相对的侧表面,其包括如下步骤:
7.使用内撑块与外挡块将所述无磁性薄壁垫圈类零件固定在磁台上,其中,所述内撑块与所述外挡块用磁性材料制成,被所述磁台吸紧,所述内撑块与所述内圆表面贴合设置,所述外挡块与所述外圆表面贴合设置;
8.对所述两个相对的侧表面中的至少一个进行磨削。这里的磨削可以使用砂轮进行,此外还可以采用其他磨削用刀具。
9.采用本发明的平磨方法,与图1中的方式相比,在磨削时,垫圈类零件不但外圆表面被支撑,其内圆表面也被支撑,从而增加了零件整体的受支撑面积,提高了零件的支撑稳定性,因此,能够容易地保证侧表面的粗糙度与两个侧表面的平行度等加工精度。
10.可选地,平磨夹具可以包括至少两个所述外挡块,至少两个所述外挡块合围成圆环状围挡将所述无磁性薄壁垫圈类零件挡住,并且,相邻的所述外挡块之间留有间隙。
11.如此,可以抑制例如采用一个圆环形外挡块的情况下,外挡块与零件的外圆表面间产生间隙,使外挡块与无磁性薄壁垫圈类零件的外圆表面良好地贴合,从而提高无磁性薄壁垫圈类零件的支撑稳定性。
12.可选地,所述内撑块的上部形成有台阶部,所述台阶部具有竖直台阶面与水平台阶面,所述竖直台阶面与所述内圆表面贴合,所述无磁性薄壁垫圈类零件的所述两个侧表面中的一个被所述水平台阶面承载。
13.采用如上方法,与仅仅用一个圆柱状的内撑块来支撑零件的情况相比,可以增大内撑块的体积以及与磁台的接触面积,增大吸紧力,进一步提高零件的支撑稳定性。
14.另外,在本发明的方法中,由于平磨夹具结构简单紧凑,节省夹具费用,且工件装夹稳定可靠,保证零件不变形。采用本发明的方法,能解决薄壁垫圈类工件固定不稳定可靠从而导致的工件平行度不合格、工件扎刀导致报废的问题。
15.本发明提供了一种用于无磁性薄壁垫圈类零件的平磨夹具,包括:内撑块,其上部形成有用于承载待加工工件的圆形台阶部;至少两个圆弧形外挡块,其高度与所述内撑块的高度相同,并合围成圆环状围挡将所述待加工工件及内撑块的外圆挡住;所述圆弧形外挡块与所述待加工工件的外圆表面贴合设置;所述圆弧形外挡块与所述内撑块的外圆表面之间留有间隙。
16.由上,采用分开设置的内撑块和多个圆弧形外挡块,先通过内撑块对待加工工件的内圆面和底面进行定位承载,再通过多个圆弧形外挡块对待加工工件的外圆面进行定位并将工件固定,整个装夹过程简单快捷,工作效率高,工件装夹稳定可靠。
17.可选的,所述圆弧形外挡块和内撑块的高度小于所述待加工工件放置在所述圆形台阶部上后的高度。
18.由上,保证待加工工件放置在内撑块的圆形台阶部上后的高度大于圆弧形外挡块和内撑块的高度,不影响对工件的表面进行磨削。
19.可选的,所述圆形台阶部的竖直台阶面与所述待加工工件的内圆表面紧贴设置。
20.由上,通过圆形台阶部的竖直台阶面可将待加工工件的内圆面固定,以将工件夹紧,防止工件的内孔没有稳定的固定点,使工件内孔外圆均固定住,增加了工件与挡块之间的接触面,减少磨粒切削工件时工件的瞬间蠕动。
21.可选的,所述内撑块和圆弧形外挡块由磁性材料制成,并吸紧设置在磨床的磁台上;通过相邻的两个圆弧形外挡块之间的磁力吸附、以及内撑块和圆弧形外挡块之间的磁力吸附将待加工工件固定在所述圆形台阶部中。
22.由上,通过内撑块和圆弧形外挡块之间的磁力作用,将待加工工件固定住,使夹具的结构简单紧凑,装夹效率高,夹具费用低,且工件装夹稳定可靠。
23.可选的,所述内撑块和圆弧形外挡块上具有竖直定位通孔,经由螺栓穿过所述竖直定位通孔将内撑块和圆弧形外挡块以螺纹连接的方式固定在水平面上。
24.由上,通过螺纹连接的方式将内撑块和圆弧形外挡块固定,并将待加工工件固定两者之中,可使磨削工作不用在磨床的磁台上进行操作即可进行,扩大本发明的平磨夹具的使用范围。
25.可选的,所述内撑块的底面与所述圆形台阶部的水平台阶面平行设置。
26.由上,有利于装夹并对待加工工件的表面进行磨削,以保证待加工工件的平行度要求。
27.可选的,所述内撑块和圆弧形外挡块采用插拔连接、卡扣连接、钩挂式连接、粘贴式连接中任一方式固定在水平面上。
28.由上,通过简单的连接结构实现内撑块和圆弧形外挡块的稳固连接,利于简化平磨夹具的结构和拆装过程,方便两者间的连接和分离。
附图说明
29.图1为现有技术中对非磁性的薄壁垫圈类零件进行固定的结构示意图;
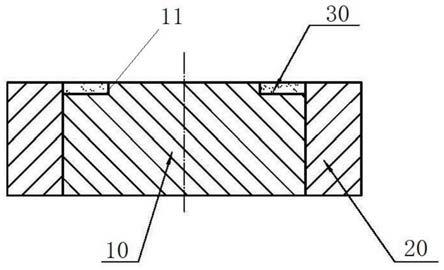
30.图2为图1的剖视图;
31.图3为本发明的用于无磁性薄壁垫圈类零件的平磨夹具的结构示意图;
32.图4为图3的剖视图。
具体实施方式
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中所使用的术语只是为了描述本技术实施例的目的,不是旨在限制本技术。
34.本发明提供一种用于无磁性薄壁垫圈类零件的平磨方法,无磁性薄壁垫圈类零件也可以称为无磁性薄壁圆环状零件,呈圆环状,具有外圆表面、内圆表面与两个相对的侧表面。本发明的方法包括如下步骤:
35.a、使用平磨夹具将无磁性薄壁垫圈类零件(或者叫待加工工件)固定在磁台上,其中,平磨夹具包括内撑块与外挡块,内撑块与外挡块用磁性材料制成,被磁台吸紧,内撑块与内圆表面贴合设置,外挡块与外圆表面贴合设置;
36.b、对所述两个相对的侧表面中的至少一个进行磨削。
37.采用本发明的平磨方法,与图1中的方式相比,在磨削时,垫圈类零件不但外圆表面被支撑(外挡块与外圆表面贴合设置),其内圆表面也被支撑(内撑块与内圆表面贴合设置),从而增加了零件整体的受支撑面积,提高了零件的支撑稳定性,因此,能够容易地保证侧表面的粗糙度与两个侧表面的平行度等加工精度。
38.可选地,平磨夹具可以包括至少两个外挡块,至少两个外挡块合围成圆环状围挡将所述无磁性薄壁垫圈类零件挡住,并且,相邻的外挡块之间留有间隙。
39.如此,可以抑制例如采用一个圆环形外挡块的情况下,外挡块与零件的外圆表面间产生间隙,使外挡块与无磁性薄壁垫圈类零件的外圆更加良好地贴合,从而提高无磁性薄壁垫圈类零件的支撑稳定性。
40.下面对本发明的平磨方法中使用的平磨夹具的一例进行说明,同时,结合该平磨夹具的说明,对本发明的具体实施方法做进一步的说明。另外,需要说明的是,下面具体说明的该平磨夹具仅仅是本发明的平磨方法所使用的平磨夹具的一例,本发明的方法并不限于采用该平磨夹具,可以采用任何形式的能够对零件的外圆表面和内圆表面进行支撑的夹具。
41.下面参见图3~图4对本发明的用于无磁性薄壁垫圈类零件的平磨夹具的一例进行详细说明。本发明的平磨夹具针对的是无磁性薄壁垫圈类零件的待加工工件。
42.本发明的用于无磁性薄壁垫圈类零件的平磨夹具,包括分开设置的内撑块10、至少两个圆弧形外挡块20,其中内撑块10的上部开有用于承载待加工工件30的圆形台阶部11,至少两个圆弧形外挡块20可合围成圆环状围挡,内撑块10及位于其上部的待加工工件
30放置于圆环状围挡的内部空间中,圆环状围挡将所述待加工工件30及内撑块10的外圆挡住,以将待加工工件30固定。
43.其中,圆弧形外挡块20的内周面的曲率半径与待加工工件30的外圆表面的曲率半径相同,内撑块10的外圆表面的曲率半径小于圆弧形外挡块20的内周面的曲率半径,通过上述曲率半径的设置,使圆弧形外挡块20与待加工工件30的外圆表面贴合设置,圆弧形外挡块20与所述内撑块10的外圆表面之间留有一定间隙,如此设置,由多个圆弧形外挡块20组成的圆环状围挡的径向力可全部施加在待加工工件30上,将待加工工件30夹紧固定。
44.另外,每个圆弧形外挡块20的高度和内撑块10的高度保持一致,并小于待加工工件30放置在圆形台阶部11上后的高度,以方便对待加工工件30的表面进行磨削加工。
45.为了进一步防止待加工工件30在磨削时受力不均匀,工件局部产生瞬间蠕动,圆形台阶部11的竖直台阶面与待加工工件30的内圆表面紧贴设置,即,待加工工件30装配在内撑块10的圆形台阶部11上,两者之间的间隙为零,通过过渡配合或过盈配合来完成,由此可增加整个工件与内撑块10和圆弧形外挡块20的接触面积。另外,内撑块10的底面与所述圆形台阶部11的水平台阶面平行设置,以保证待加工工件的平行度要求(待加工工件与磁台之间隔着水平台阶面与内撑块10的底面)。在对工件进行磨削时,磨削工具对待加工工件30施加向下的力,可使待加工工件30的底面与圆形台阶部11的水平台阶面紧贴,使待加工工件30更稳固的固定在圆形台阶部11内,不会产生移动。
46.采用这样的内撑块10,与内撑块仅仅构成为一个圆柱体的情况相比,可以增大内撑块的体积以及与磁台的接触面积,增大磁台对内撑块的吸紧力,进一步提高零件的支撑稳定性。
47.本发明中的内撑块10和圆弧形外挡块20由磁性材料制成,并吸紧设置在磨床的磁台上,还可以通过相邻的两个圆弧形外挡块20之间的磁力吸附、以及内撑块10和圆弧形外挡块20之间的磁力吸附将待加工工件30固定在圆形台阶部11中。当然,本发明对内撑块10和圆弧形外挡块20不仅仅限于通过磁力吸附的方式将其固定,也可以在内撑块10和圆弧形外挡块20上设置对应的竖直定位通孔,在内撑块10、各个圆弧形外挡块20和待加工工件30装配完成后,经由螺栓穿过上述竖直定位通孔将内撑块10和圆弧形外挡块20以螺纹连接的方式固定在水平面上。不难理解,内撑块10和圆弧形外挡块20还可以采用插拔连接、卡扣连接、钩挂式连接、粘贴式连接中任一方式固定在水平面上。无论采用哪种连接方式,均要保证内撑块10和圆弧形外挡块20固定后,圆弧形外挡块20与待加工工件30的外圆表面贴合设置,且圆弧形外挡块20与内撑块10的外圆表面之间留有一定间隙,以保证待加工工件30稳定可靠的固定在内撑块10的圆形台阶部11中。
48.在使用时,将待加工工件30定位装夹在内撑块10的圆形台阶部11上,再用等高度的至少两个圆弧形外挡块20挡住工件及内撑块的外圆,其中,由圆弧形外挡块20可合成的圆环状围挡与工件贴合,圆环状围挡与内撑块10之间留一定间隙,保证工件固定稳定可靠,使之形成一个整体。
49.本发明采用分开设置的内撑块10和圆弧形外挡块20组装成对无磁性薄壁垫圈类零件进行磨削的平磨夹具,工件内孔外圆都用挡块固定,增加了工件与挡块之间的接触面,减少磨粒切削工件时工件的瞬间蠕动。另外,通过内撑块10对工件的内孔进行填充装夹,使工件后半部分(后吃刀的部分)得到支撑,减少吃刀时受到应力变形,保证磨削均匀,整个组
装和拆卸简单快捷,工作效率高,使工件的磨削面粗糙度及平行度能很好地满足要求,能保证产品质量。
50.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。