1.本实用新型涉及塑料制品,特别涉及一种塑料螺钉孔的超声波焊接增强结构。
背景技术:
2.塑料制品内部部件之间或与其他物品的连接方式广泛采用螺钉锁紧形式。由于塑料力学强度不高,螺钉孔处容易打裂或打穿。为此,在螺钉孔内加装塑料加强件,以提高塑料螺钉孔的力学强度。使用超声波焊接将加强件固定在塑料螺钉孔内。超声波焊接具有焊接速度快、强度高、无污染、成本低等优点,而使用超声波焊接的两个塑料件需要两者的分子结构具有相似性,且两者的熔点相差不能超过20℃,否则很难焊接。
3.由于加强件的力学强度远大于螺钉孔本体塑料的力学强度,往往加强件和螺钉孔本体塑料的分子结构差异性很大,熔融温度相差也大于20℃,这就给超声波焊接带来困难。
技术实现要素:
4.本实用新型旨在至少在一定程度上解决相关技术中的上述技术问题之一。为此,本实用新型提出一种塑料螺钉孔的超声波焊接增强结构,能够将两种分子特性差异性大的部件进行超声波焊接固定。
5.为实现上述目的,本实用新型的技术方案如下:
6.根据本实用新型的第一方面实施例的塑料螺钉孔的超声波焊接增强结构,包括:
7.塑料件本体,其上设有沉孔,所述沉孔底部设有第一通孔,所述沉孔底部环绕所述第一通孔设有溢料槽,所述沉孔侧壁底部和所述溢料槽之间设有焊接接头;
8.加强件,与所述沉孔形状配合,所述加强件置于所述沉孔内且搭接在所述焊接接头上,所述加强件上设有与所述第一通孔同轴设置的第二通孔;
9.其中,超声波焊接过程中,所述焊接接头熔融分别流动至所述加强件外侧壁与所述沉孔内侧壁之间、以及流动至所述溢料槽中。
10.根据本实用新型实施例的塑料螺钉孔的超声波焊接增强结构,至少具有如下有益效果:加强件的力学强度高于塑料件本体的力学强度,两者的熔融温度也相差较大,利用加强件把超声波能量传递给焊接接头,焊接接头熔融后,其熔胶冷却凝固对加强件进行固定,以解决两个部件分子特性差异性大而导致超声波焊接困难的问题。
11.根据本实用新型的一些实施例,沿纵向截面,所述焊接接头的宽度为b,所述加强件外径为d,所述沉孔的内径为d,其满足:d>d
‑
b,其中d>d。
12.根据本实用新型的一些实施例,所述焊接接头的高度为h,所述沉孔的深度为h,其满足:h>h。
13.根据本实用新型的一些实施例,所述焊接接头与所述沉孔内侧壁底部连为一体。
14.根据本实用新型的一些实施例,所述焊接接头的内侧壁不超出所述溢料槽的侧壁外边沿。
15.根据本实用新型的一些实施例,所述加强件的外侧壁全部或部分表面设为齿面。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
18.图1是本实用新型的结构分解示意图;
19.图2是本实用新型的注释示意图;
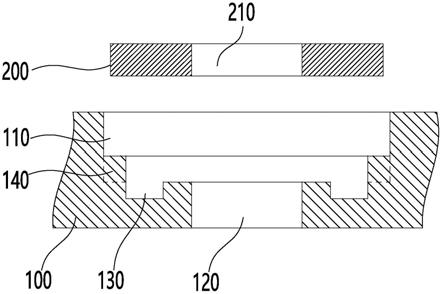
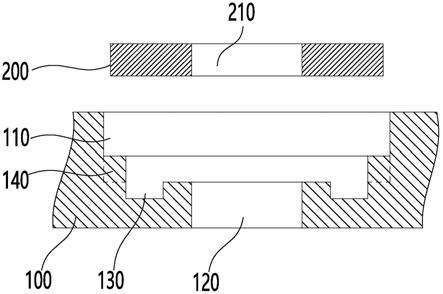
20.图3是焊接前的示意图;
21.图4是焊接后的示意图。
22.附图标记:塑料件本体100;沉孔110;第一通孔120;溢料槽130;焊接接头140;加强件200;第二通孔210。
具体实施方式
23.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
24.如图1所示,一种塑料螺钉孔的超声波焊接增强结构,包括塑料件本体100和加强件200。塑料件本体100上设有沉孔110,沉孔110底部设有第一通孔120,沉孔110底部设有溢料槽130,溢料槽130环绕第一通孔120设置。在沉孔110侧壁底部和溢料槽130之间设有焊接接头140,焊接接头140可与沉孔110侧壁连为一体,即如图1所示焊接接头140呈阶梯状,其中焊接接头140可为连续结构也可为间断结构。加强件200与沉孔110形状配合,如沉孔110呈圆形,则加强件200外壁呈与其配合的圆形。如图3所示,加强件200置于沉孔110内,且加强件200的底部搭接在焊接接头140上。加强件200上设有第二通孔210,当加强件200置于沉孔110内时,第二通孔210和第一通孔120同轴,第一通孔120和第二通孔210的孔径可相同。加强件200置于沉孔110内后,对焊接接头140对应位置进行超声波焊接,焊接接头140处产生高温而快速熔融。在焊接压力作用下,加强件200下沉至沉孔110底壁上。加强件200下沉过程中对焊接接头140熔融后形成的熔胶进行挤压,部分熔胶于加强件200外侧壁和沉孔110内侧壁之间,另一部分熔胶流动至溢料槽130内,利用溢料槽130的收纳性,避免塑料熔融流入第一通孔120内。如图4所示,焊接接头140的熔胶冷却凝固后,对加强件200的外侧壁和底部进行熔结或卡紧于沉孔110内。使用时螺钉穿过第二通孔210、第一通孔120将塑料件本体100进行固定安装。加强件200的力学强度高于塑料件本体100的力学强度,两者的熔融温度也相差较大,利用加强件200传递超声波能量使焊接接头140熔融、流动,冷却凝固后对加强件200进行固定,以解决两个部件分子特性差异性大而导致超声波焊接困难的问题。
25.其中,溢料槽130纵向截面可呈如图1所示的矩形状,也可呈上宽下窄的梯形状等其他形状。
26.本实施例中,塑料件本体100为开关插座面板为例进行说明。开关插座面板材质多为工程塑料pc,成本高。如果改用通用塑料pp,则用于固定在墙上的开关插座面板上的螺钉
孔容易被螺钉打穿,为此需要使用加强件200。加强件200则一般使用塑料pc等较塑料pp力学强度相对高的材质。而由于加强件200和开关插座面板的材质分子结构完全不同,并且熔融温度相差不止20℃,为此采用本实用新型固定结构,可把pc等材质的加强件200用超声波焊接固定在沉孔110内,以此解决由于pp、pc等其它分子特性差异性大而无法进行超声波焊接的技术障碍,即开关插座面板即可选用塑料pp进行制作,从而大大降低开关插座面板的材料成本。
27.在本实用新型的一些具体实施例中,如图2所示,沿纵向截面,所述焊接接头140的宽度为b,所述加强件200外径为d,所述沉孔110的内径为d,其满足:d>d
‑
b,其中d>d,d、d、b的单位可为mm,控制焊接接头140宽度b与加强件200外径尺寸d、沉孔110内径尺寸d之间的尺寸大小关系,当加强件200放入沉孔110的过程中,即使加强件200一侧紧贴沉孔110内壁,也能保证加强件200另一侧搭接在焊接接头140上面,避免出现加强件200的其中一侧悬空,从而有效保证焊接质量。
28.其中,所述焊接接头140的宽度b优选为0.2
‑
0.6mm,焊接接头140的高度h优选为0.3
‑
1.5mm。
29.在本实用新型的一些具体实施例中,焊接接头140的高度为h,沉孔110的深度为h,其满足:h>h,配合溢料槽130,能避免焊接接头140熔融形成的熔胶溢出至沉孔110外。
30.在本实用新型的一些具体实施例中,焊接接头140与沉孔110内侧壁底部连为一体,在焊接接头140熔融时,靠近焊接接头140的沉孔110内侧壁也会受热发生熔融,从而使得焊接接头140下沉,使得熔融形成的熔胶冷却后将加强件200固定于沉孔110内。
31.在本实用新型的一些具体实施例中,焊接接头140的内侧壁不超出溢料槽130的侧壁外边沿,如图1所示焊接接头140的内侧壁与溢料槽130的侧壁外边沿平齐,利于焊接接头140熔融形成的部分熔胶流动至溢料槽130内,使得加强件200底面下沉且贴合至沉孔110底壁,避免加强件200底面和沉孔110底壁之间悬空。
32.加强件200的外侧壁可为平面。
33.进一步的,加强件200的外侧壁全部或部分表面设为齿面,该齿面可为锯齿、圆形、梯形齿等各种齿形,在焊接接头140熔融时,其熔胶能进入加强件200外侧壁齿面的凹部内,冷却后更好的将加强件200固定在沉孔110内,以提高焊接牢固度。
34.在本说明书的描述中,参考术语“一些具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
35.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。