1.本实用新型涉及线路板技术领域,特别涉及一种线路板压合定位工装和线路板半成品。
背景技术:
2.目前,随着5g通信的快速发展,多层刚性线路板的结构变得更加复杂以及技术规格要求更高,导致线路板向高层次、高密度化和高性能的方向发展。
3.由于多层板越来越多的使用大尺寸设计(>24*28英寸),结构的叠层数设计也向多层方向增加(>32层),内层板大多使用超薄内层芯板(core)(≤0.05毫米),这样就导致压合层间对准度的控制要求越来越高(要求最大层偏控制≤4mil)。
4.目前的压合定位方法对于有特殊设计的大尺寸或薄芯板设计的多层板来说,无法有效管控各个层间树脂熔融状态下的内层芯板之间的相对移位,因此在热压过程中会出现内层芯板滑动导致层间对位超公差的不良问题。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种线路板压合定位工装和线路板半成品,能够提高大尺寸芯板和超薄芯板在压合过程中的稳定性。
6.第一方面,根据本实用新型实施例的线路板压合定位工装,包括压合载盘、多根slot型定位柱和多根圆形定位柱,所述压合载盘设置有pcb放置区,所述压合载盘上且位于所述pcb放置区内设置有多个slot(槽)型的第一定位孔和多个圆形的第二定位孔,多个所述第一定位孔分别位于两条相交的直线上,多个所述第二定位孔分别位于所述pcb放置区的至少两个相对的边角处,多根所述slot型定位柱分别插设于相应的所述第一定位孔,且与所述压合载盘连接;多根所述圆形定位柱分别插设于相应的所述第二定位孔,且与所述压合载盘连接。
7.根据本实用新型实施例的线路板压合定位工装,至少具有如下有益效果:
8.位于两条相交直线上的多个第一定位孔以及设置在至少两个相对的边角处的第二定位孔可以确保对位精度,通过slot型定位柱和圆形定位柱进行定位,可以确保大尺寸芯板和超薄芯板在压合过程中的稳定性,避免出现树脂熔化过程中不同层的芯板之间滑动导致的层间偏位。
9.根据本实用新型的一些实施例,所述pcb放置区包括功能区域以及位于所述功能区域外侧的工艺边区域,所述第一定位孔和所述第二定位孔均设置在所述工艺边区域内。
10.根据本实用新型的一些实施例,所述第一定位孔的数量为4个,其中两个所述第一定位孔位于所述pcb放置区的第一中心线上,另外两个所述第一定位孔位于所述pcb放置区的第二中心线上,所述第一中心线正交于所述第二中心线。
11.根据本实用新型的一些实施例,所述第二定位孔的数量为4个,4个所述第二定位
孔分别位于所述pcb放置区的四个边角处。
12.根据本实用新型的一些实施例,所述slot型定位柱比所述第一定位孔单边小0.025~0.035mm。
13.根据本实用新型的一些实施例,所述圆形定位柱比所述第二定位孔单边小0.025~0.035mm。
14.第二方面,根据本实用新型实施例的线路板半成品,包括多个芯板和多块粘接片,多个所述芯板设置有多个slot型的第三定位孔和多个圆形的第四定位孔,多个所述第三定位孔分别位于两条相交的直线上,多个所述第四定位孔分别位于所述芯板的至少两个相对的边角处;多块所述粘接片用于叠放在所述芯板上,所述粘接片上设置有多个第五定位孔和多个第六定位孔,所述第五定位孔与所述第三定位孔匹配,所述第六定位孔与所述第四定位孔匹配。
15.根据本实用新型实施例的线路板半成品,至少具有如下有益效果:
16.位于两条相交直线上的多个第三定位孔以及设置在至少两个相对的边角处的第四定位孔可以确保对位精度,在进行压合时,通过slot型定位柱和圆形定位柱进行定位,可以确保大尺寸芯板和超薄芯板在压合过程中的稳定性,避免出现树脂熔化过程中不同层的芯板之间滑动导致的层间偏位。
17.根据本实用新型的一些实施例,所述芯板包括功能部以及设置在所述功能部外侧的工艺边部,所述第三定位孔和所述第四定位孔均设置在所述工艺边部上。
18.根据本实用新型的一些实施例,所述第三定位孔的数量为4个,其中两个所述第三定位孔位于所述芯板的第一中心线上,另外两个所述第三定位孔位于所述芯板的第二中心线上,所述第一中心线正交于所述第二中心线。
19.根据本实用新型的一些实施例,所述第四定位孔的数量为4个,4个所述第四定位孔分别位于所述芯板的四个边角处。
20.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
21.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
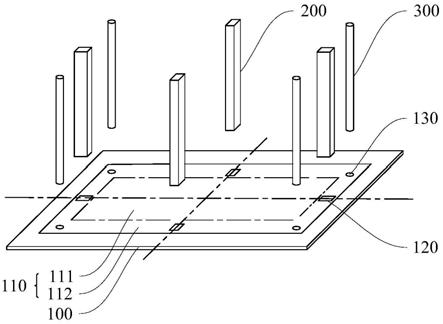
22.图1为本实用新型实施例的线路板压合定位工装的结构示意图;
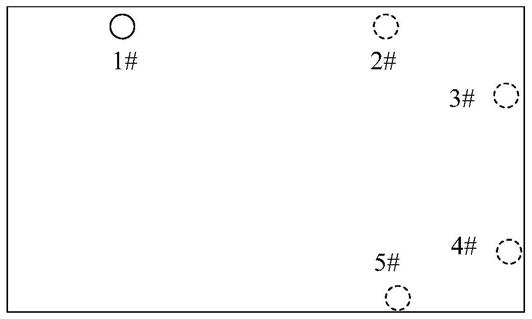
23.图2为本实用新型实施例的线路板半成品的芯板平面结构示意图。
具体实施方式
24.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
25.在本实用新型的描述中,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。描述到的第一至第六只是用于区分技术特征
为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
26.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
27.请参照图1,本实施例公开了一种线路板压合定位工装,包括压合载盘100、多根slot型定位柱200和多根圆形定位柱300,压合载盘100设置有pcb放置区110,压合载盘100上且位于pcb放置区110内设置有多个slot(槽)型的第一定位孔120和多个圆形的第二定位孔130,多个第一定位孔120分别位于两条相交的直线上,多个第二定位孔130分别位于pcb放置区110的至少两个相对的边角处,多根slot型定位柱200分别插设于相应的第一定位孔120,且与压合载盘100连接,多根圆形定位柱300分别插设于相应的第二定位孔130,且与压合载盘100连接。值得理解的是,本实施例涉及的slot型定位柱200指径向截面为slot型的柱体或销钉,slot型包括矩形、方形、长圆形、具有圆角的矩形或具有圆角的方形,圆形定位柱300指径向截面为圆形的柱体或销钉。
28.在进行线路板压合排版加工时,将线路板半成品放置在压合载盘100的pcb放置区110上进行叠放,其中,请参照图2,线路板半成品包括多个芯板400和多块粘接片(prepreg),多个芯板400设置有多个slot型的第三定位孔410和多个圆形的第四定位孔420,多个第三定位孔410分别位于两条相交的直线上,多个第四定位孔420分别位于芯板400的至少两个相对的边角处,粘接片用于叠放在芯板400上,粘接片上设置有多个第五定位孔和多个第六定位孔,第五定位孔与第三定位孔410匹配,第六定位孔与第四定位孔420匹配。应当想到的是,第三定位孔410与第一定位孔120匹配,第四定位孔420与第二定位孔130匹配。需要说明的是,本实施例中涉及的孔与孔的匹配指孔的形状相同、孔径尺寸相同或相近、以及孔的位置相一致。
29.在本实施例中,当使用的芯板400是大尺寸芯板或超薄芯板时,位于两条相交直线上的多个第一定位孔120以及设置在至少两个相对的边角处的第二定位孔130可以进行多点对位,从而确保对位精度,slot型定位柱穿设于第一定位孔120和第三定位孔410,圆形定位柱300穿设于第二定位孔130和第四定位孔420,通过slot型定位柱200和圆形定位柱300进行定位,可以确保大尺寸芯板和超薄芯板在压合过程中的稳定性,避免出现树脂熔化过程中不同层的芯板400之间滑动导致的层间偏位。
30.对于线路板半成品而言,线路板半成品上印制有线路的区域为功能区,功能区的外侧一般会设置工艺边,在工艺边上钻孔,以便于加工过程中进行定位或夹持。而芯板400是线路板半成品的组件之一,因此,请参照图2,芯板400包括功能部401以及设置在功能部401外侧的工艺边部402,第三定位孔410和第四定位孔420均设置在工艺边部402上,将第三定位孔410和第四定位孔420设置在工艺边部402上,可以避免第三定位孔410和第四定位孔420对功能部401内的线路造成损坏。相应的,请参照图1,压合载盘100的pcb放置区110包括功能区域111以及位于功能区域111外侧的工艺边区域112,第一定位孔120和第二定位孔130均设置在工艺边区域112内。
31.对于一般线路板半成品而言,其形状为矩形,为了确保对位的精度以及压合过程中的稳定性,第一定位孔120的数量为4个,其中两个第一定位孔120位于pcb放置区110的第
一中心线上,另外两个第一定位孔120位于pcb放置区110的第二中心线上,pcb放置区110的第一中心线正交于pcb放置区110的第二中心线,4个第一定位孔120的分布均匀,且位于线路板半成品的中心线上,可以确保对位精度。
32.为了进一步提高压合过程中的稳定性,第二定位孔130的数量为4个,4个第二定位孔130分别位于pcb放置区110的四个边角处,4个第二定位孔130的位置分布均匀,第二定位孔130配合第一定位孔120可以确保大尺寸芯板400和超薄芯板400在压合过充中的稳定性,避免出现树脂融化过程中不同层的芯板400滑动导致的层间偏位,同时确保超高层板的层间对准度的控制稳定性的要求。
33.与第一定位孔120相适应的,第三定位孔410的数量为4个,其中两个第三定位孔410位于芯板400的第一中心线上,另外两个第三定位孔410位于芯板400的第二中心线上,芯板400的第一中心线正交于芯板400的第二中心线。
34.同理,与第二定位孔130相适应的,第四定位孔420的数量为4个,4个第四定位孔420分别位于芯板400的四个边角处。本实施例的第四定位孔420的形状为圆形,可以通过钻孔的方式加工,加工更加方便简单、加工成本更低。
35.在进行叠层排版时,将定位柱插设在压合载盘100上,然后将芯板400和粘接片进行逐片叠放,因此,为了便于slot型定位柱200插设于压合载盘100以及芯板400和粘结片的叠放,slot型定位柱200比第一定位孔120单边小0.025~0.035mm,同理,圆形定位柱300比第二定位孔130单边小0.025~0.035mm。
36.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。