1.本公开涉及制成用于部件安装装置在基板安装部件的生产数据的生产数据制成装置以及生产数据制成方法。
背景技术:
2.在基板安装部件的部件安装装置基于包含与吸嘴的部件吸附相关的参数、与部件的形状识别相关的参数、与部件的基板装备相关的参数等诸多参数的动作参数来控制部件安装动作。该动作参数需要按每个部件设定合适的值。在专利文献1中记载了:基于所输入的部件的质量与吸附部件的吸嘴的吸附孔的面积的比来算出头的合适的动作加速度等参数。
3.现有技术文献
4.专利文献
5.专利文献1:jp特开2012
‑
156200号公报
技术实现要素:
6.本公开的生产数据制成装置具有输入部和设定部。
7.输入部从显示于画面的多个用途中接受一个用途的输入。
8.设定部基于所输入的用途来设定用于部件安装装置在基板安装部件的动作参数。
9.本公开的生产数据制成方法从显示于画面的多个用途中接受一个用途的输入,基于所输入的用途来设定用于部件安装装置在基板安装部件的动作参数。
10.本公开的其他方式的生产数据制成装置具有输入部和设定部。
11.输入部接受至少基于品质和生产率的输入参数的输入。
12.设定部基于所输入的输入参数来设定用于部件安装装置在基板安装部件的动作参数。
13.本公开的其他方式的生产数据制成方法中,接受至少基于品质和生产率的输入参数的输入,基于所输入的输入参数来设定用于部件安装装置在基板安装部件的动作参数。
附图说明
14.图1是实施方式的部件安装系统的结构说明图。
15.图2是表示实施方式的管理计算机(生产数据制成装置)的处理系统的结构的框图。
16.图3是实施方式的部件安装系统中所用的生产数据的结构说明图。
17.图4是实施方式的部件安装系统中所用的部件数据的结构说明图。
18.图5是表示实施方式的管理计算机(生产数据制成装置)中的用途选择画面的示例的图。
19.图6是表示实施方式的管理计算机(生产数据制成装置)中的部件形状输入画面的
示例的图。
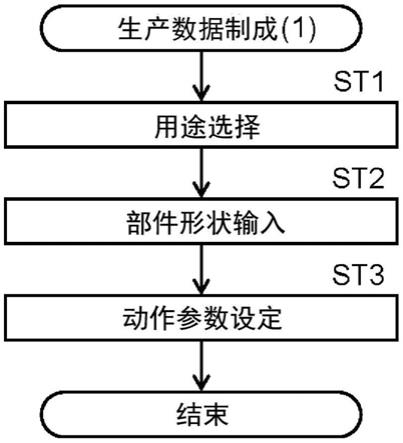
20.图7是实施方式的第1生产数据制成方法的流程图。
21.图8是表示实施方式的管理计算机(生产数据制成装置)中的输入参数输入画面的示例的图。
22.图9是实施方式的第2生产数据制成方法的流程图。
具体实施方式
23.即使是安装相同部件的情况,最佳部件安装动作根据生产机型是重视品质的车载设备基板还是重视生产率的通信设备基板也会不同。为此,期望对应于基板的用途分别准备最佳动作参数。但在包括专利文献1在内的现有技术中,不能自动生成考虑了基板的用途的动作参数,以按每个部件算出的一组动作参数为基础,由作业者基于经验变更动作参数,根据进行制成的作业者而在动作参数的创建中会有偏差。
24.参考附图来说明本公开的一实施方式。首先参考图1来说明部件安装系统1的结构。部件安装系统1具有在基板安装部件来生产安装基板的功能。在本实施方式中,成为多个(这里是3条)部件安装生产线4经由通信网络2与管理计算机3连接的结构。部件安装生产线4中的作业由管理计算机3管理。另外,部件安装生产线4并不限定于3条,也可以是1条、2条或5条以上。
25.管理计算机3具有将部件安装生产线4所具备的生产设备(部件安装装置m4、m5)的工作所需的数据发送到生产设备的功能。另外,从生产设备将生产设备的工作状况、作业历史等数据发送到管理计算机3。另外也可以部件安装系统1在每个部件安装生产线4中具备生产线管理用的计算机,管理计算机3和生产设备经由生产线管理用的计算机来收发数据。另外,管理计算机3具有制成部件安装生产线4的生产设备中使用的动作参数、部件数据、生产数据等的功能。
26.在图1中,部件安装生产线4成为将基板供给装置m1、基板交接装置m2、焊料印刷装置m3、部件安装装置m4、m5、回流焊装置m6以及基板回收装置m7连结的结构。由基板供给装置m1供给的基板经由基板交接装置m2被运入焊料印刷装置m3。在焊料印刷装置m3中,对基板进行将部件接合用的焊料丝网印刷的焊料印刷作业。
27.将焊料印刷后的基板依次交接到部件安装装置m4、m5。在部件安装装置m4、m5中,对焊料印刷后的基板执行安装部件的部件安装作业。部件安装装置m4、m5将进料器供给的部件用安装头所具有的吸嘴通过真空吸附而取出,用部件识别摄像机对吸嘴所保持的部件的状态进行摄像,以指定的安装角度安装在基板的安装位置。部件安装装置m4、m5具备多个传感器,监视吸嘴吸附部件的吸附动作、部件识别摄像机对所取出的部件摄像来监视进行识别的部件识别等部件安装作业中的作业遗漏、动作错误等。
28.将部件安装后的基板运入回流焊装置m6。在回流焊装置m6中,通过遵循给定的加热曲线加热基板,从而部件接合用的焊料溶融固化。由此,部件被焊料接合在基板,从而完成在基板安装了部件的安装基板,并被回收到基板回收装置m7。
29.接下来参考图2来说明管理计算机3的处理系统的结构。在此说明管理计算机3所具备的多个功能当中制成在部件安装装置m4、m5所进行的部件安装作业中使用的动作参数、部件数据、生产数据的功能相关的结构。管理计算机3具备处理部10、作为存储装置的生
产信息存储部15、生产历史存储部21、输入部23、显示部24、通信部25。
30.处理部10是cpu(central processing unit,中央处理器)等数据处理装置,作为内部处理部而具备输入处理部11、第1设定部12、第2设定部13、实际成绩取得部14。另外,管理计算机3并不需要由一个计算机构成,也可以由多个设备构成。例如,也可以经由服务器在云中具备存储装置、处理部的全部或一部分。另外,处理部10并不需要具备第1设定部12和第2设定部13这两者,也可以仅具备任意一者。
31.输入部23是键盘、触控面板、鼠标等输入装置,在操作指令、数据输入时等使用。显示部24是液晶面板等显示装置,除了显示存储部存储的各种数据以外,还显示用于基于输入部23的操作的操作画面、输入画面等各种信息。通信部25是通信接口,经由通信网络2在与构成部件安装生产线4的生产设备(部件安装装置m4、m5)之间进行数据的收发。
32.在图2中,在生产信息存储部15中存储有生产数据库16、部件库17、动作参数库18、规则表19、学习模型20等。在生产数据库16中,按安装基板的每个生产机型名存储有部件安装装置m4、m5所进行的安装基板的生产中使用的生产数据。
33.在此参考图3来说明生产数据库16中所含的生产数据30的示例。在生产数据库16中所含的多个生产数据30中,分别规定了为了生产1个生产机型名的安装基板所需的数据。即,在生产数据30中,对于安装对象的各部件规定了安装到生产机型名的安装基板的部件的“部件名”31、用于将部件与部件库17的部件数据建立关联的部件代码32、分别表示部件的安装基板中的安装位置以及安装角度的“安装坐标”33以及“安装角度”34。
34.进而,在生产数据30中,按每个部件名来规定安装基板的生产中所使用的设备侧的条件、即表示部件安装装置m4、m5中的设定状态等的设备条件数据35。另外,在这里所示的示例中,成为在通过通信网络2提供的生产数据30中包含设备条件数据35的结构。但也可以是以其他文件的形式仅提供设备条件数据35的形态。
35.作为设备条件数据35,规定了与部件安装装置m4、m5相关的以下的数据。具体地,表示供给部件的位置的“供给位置”36、表示在部件供给中所使用的进料器的“进料器”37、表示进行安装部件的部件安装作业的安装头的“安装头”38、表示在部件的保持中所使用的吸嘴的“吸嘴”39等。
36.在图2中,在部件库17中存储有将部件的种类、和用于在部件安装装置m4、m5中精细地控制安装部件的各种作业的动作参数建立关联的多个部件数据。部件数据通过部件代码32而与生产数据30建立关联。即,在部件库17中,即使是相同部件名的部件也存储与所生产的安装基板的生产机型名的安装位置对应的不同的部件数据。另外,在即使生产机型名、安装位置不同、动作参数也相同的情况下,使用共同的部件数据。
37.在此参考图4来说明部件库17中所含的部件数据40的示例。部件数据40通过部件代码32而与生产数据30建立关联。
38.部件数据40由形状图42、尺寸数据43、部件参数44、动作参数47构成。在各项目的空栏部分输入图像、数值以及、用语等。另外,这里所用的所谓“数值”并不限定于数值数据,还包含有/无、廉价/高价、高速/中速/低速
··
等定量/定性地表征的选项的选择结果等。形状图42图示成为对象的部件的外形。尺寸数据43用数值数据示出部件的尺寸信息、即外形尺寸、引线数、引线间距、引线长度、引线宽度、部件高度等。
39.部件参数44是关于部件的属性信息,包含与部件自身相关的信息即部件信息45以
及与用于通过进料器供给部件的载带相关的信息即带信息46。在部件信息45中示出部件的极性、极性标志、标志位置、部件类别、形状类别以及价格信息。在带信息46中包含载带的带材料、表示载带的宽度尺寸的带宽度、表示带进给间距的进给间隔、与将载带设为图像识别的对象时的特性关联的信息即颜色/材质信息。
40.动作参数47是规定将部件设为部件安装装置m4、m5所进行的部件安装作业的对象时的动作方式的机器参数。在这里所示的示例中,包含表示部件安装装置m4、m5的种类的机型47a、表示所使用的吸嘴的种类的吸嘴设定47b。进而,在动作参数47中包含速度参数47c、识别47d、间隙47e、吸附47f、装备47g等。
41.在速度参数47c中包含通过吸嘴吸附部件时的吸附速度、通过安装头移送部件时的安装速度、通过进料器进给载带时的带进给速度。在本实施方式中,吸附速度、安装速度、带进给速度能在相对于最高速度的比例为100%到20%之间设定。识别47d是规定部件识别的方式的参数,包含表示所使用的部件识别摄像机的种类的摄像机类别、表示摄像时的照明形态的照明模式、摄像时的吸嘴的移动速度即识别速度。识别速度能从高速、中速以及低速当中设定。另外,与速度相关的参数可以是数值(1~100%),也可以是选项(高速、中速、低速等)。
42.在间隙47e中包含用吸嘴吸附部件时的吸附间隙、将保持的部件搭载于基板时的安装间隙。吸附47f规定表示由吸嘴进行部件的吸附时的偏移量的吸附位置偏移、吸附角度。装备47g规定将保持于吸嘴的部件装备于基板时的按压负荷。
43.如此地,在动作参数47中包含与吸附部件的吸嘴相关的吸嘴参数(吸嘴设定47b)、与用吸嘴进行吸附时的吸附相关的吸附参数(吸附速度、吸附间隙、吸附47f)、用于识别部件的形状的识别参数(识别47d)、用于安装部件的安装参数(安装速度、安装间隙、装备47g)等。另外,图4的部件数据40中所示的部件参数44、动作参数47是表示相符的项目的示例,除了这里所示的项目以外,还根据需要设定各种参数。
44.例如,作为参数而能举出:在部件吸附时吸嘴与部件接触的时间即吸附保持时间;在基板装备部件时使部件与基板接触的时间即安装保持时间;用识别摄像机识别部件的次数即部件识别次数;是否进行是否吸附了部件的检查的吸附检查on(有)/off(无);设定进行部件厚度的测量时的容许值的厚度偏差容许值;是否进行部件的吸附状态的检测的部件吸附状态检测on(有)/off(无);是否同时吸附或安装部件的部件的同时吸附/安装on(有)/off(无);是否自动设定部件的吸附位置的部件吸附位置自动学习on(有)/off(无);在部件的吸附失败了时再度进行吸附的部件吸附重试次数;在不能识别部件的情况下再度进行识别的识别重试次数等。
45.在图2中,在动作参数库18中存储有多个作为部件数据40的动作参数47而设定的多个参数的集合即动作参数集。在动作参数集中预先存储不依赖于部件的种类、安装基板的生产机型而能通用地使用的推荐参数集、与安装基板的用途等对应的多个动作参数集。作为安装基板的用途,设定重视品质的车载设备基板、取得品质和生产率的平衡的家电设备基板、重视生产率的通信设备基板、重视成本的电子设备基板、以动作确认为目的的试制基板等。
46.在生产历史存储部21中存储有生产历史信息22等。在生产历史信息22中存储由实际成绩取得部14取得的实际成绩值,该实际成绩值例如是部件安装装置m4、m5(生产设备)
的作业历史、表示吸嘴从进料器取出部件的吸附动作的成功率的吸附率、表示由部件识别摄像机摄像并识别所取出的部件的部件识别的成功率的识别率、表示所供给的部件当中由于作业遗漏、动作错误等而被废弃的部件的比例的缺损率等。
47.在图2中,输入处理部11使显示部24显示用于通过输入部23输入用于设定动作参数47的各种信息的各种输入画面。在此,参考图5来说明输入处理部11使显示部24显示的用途选择画面50。在用途选择画面50中显示“部件名”输入框51、“用途”选择框52、“决定”按钮53。在“部件名”输入框51,通过输入部23输入部件名(“m8064”)。在“用途”选择框52中,作为进行生产的安装基板的用途的选项而显示“车载设备基板”“家电设备基板”“通信设备基板”“电子设备基板”“试制基板”,通过用输入部23选择进行显示的单选按钮52a来选择用途。
48.在此,选择“家电设备基板”。若操作了“决定”按钮53,就将输入到用途选择画面50的生产机型名和所选择的用途输入。如此地,输入部23从作为选项显示于画面的多个用途中接受一个用途的输入。在多个用途中包含车载设备基板、家电设备基板、通信设备基板、电子设备基板、试制基板。另外,只要是确定上述多个用途的用语,则并不限定于车载设备基板、家电设备基板、通信设备基板、电子设备基板、试制基板这样的用语,也可以是其他用语、记号、图解等。
49.接下来,参考图6来说明输入处理部11使显示部24显示的部件形状输入画面54。部件形状输入画面54是用于输入部件数据40的尺寸数据43的画面显示。在部件形状输入画面54中显示“部件名”输入框55、“部件形状”输入框56、“决定”按钮57。在“部件名”输入框55通过输入部23输入安装在安装基板的部件名(“m8064”)。
[0050]“部件形状”输入框56通过输入部23而被输入作为尺寸数据43的外形尺寸、引线数、引线间距、引线长度、引线宽度、部件高度、部件类别、形状类别等。“部件形状”输入框56通过滚动条56a而上下滚动。若操作了“决定”按钮57,就将输入到部件形状输入画面54的部件名和部件的形状信息(尺寸数据43)输入。如此地,输入部23接受部件的形状信息的输入。
[0051]
在图2中,第1设定部12基于存储于生产信息存储部15的规则表19或学习模型20来设定与由输入部23输入的部件的形状信息和安装基板的用途对应的动作参数47。规则表19将部件的形状信息(尺寸数据43)、安装基板的用途和动作参数47等建立对应,根据动作参数库18的动作参数集设定与部件的形状信息和安装基板的用途对应的动作参数47。
[0052]
在图5的用途选择画面50中输入的用途是家电设备基板且制成图6的部件形状输入画面54中输入的部件名为“m8064”的部件的部件数据40的情况下,第1设定部12按照规则表19根据存储于动作参数库18的家电设备基板用的动作参数集来设定动作参数47。例如,在作为动作参数47的吸附间隙的情况下,第1设定部12将所输入的作为部件形状的部件高度作为变量,设定对家电设备基板用的动作参数集的吸附间隙遵循规则表19中指定的规则而运算出的参数。
[0053]
在图2中,学习模型20是将部件的形状信息(尺寸数据43)、安装基板的用途和动作参数47等建立对应而学习过的学习完毕模型。学习模型20根据与安装基板的用途对应的动作参数库18的动作参数集、部件的形状信息、生产历史信息22等来估计动作参数47。
[0054]
例如,在制成部件名为“m8064”的部件的部件数据40的情况下,第1设定部12遵循学习模型20,将家电设备基板用的动作参数集、部件的形状信息、生产历史信息22作为变量
来设定吸附率高于给定值且吸附速度高于给定值的动作参数47。即,第1设定部12设定与从学习模型20输入的部件的形状信息和安装基板的用途对应的动作参数47。将由第1设定部12制成的部件数据40存储到部件库17。
[0055]
更具体地,说明一部分针对部件数据40为“m8064”的各用途的在规则表19或学习模型20中设定的值。作为推荐参数集的速度参数47c,吸附速度、安装速度以及带进给速度被设定为作为最高速度的100%。另外,作为识别47d,识别速度被设定为高速。接下来说明用车载设备基板用的动作参数集设定的动作参数47。在车载设备基板用中,谋求比推荐参数集更高精度的(重视了品质性的)生产。为此,将吸附速度、安装速度以及带进给速度设定为60%。另外,作为识别47d,识别速度被设定为中速。
[0056]
接下来,说明用家电设备基板的动作参数集设定的动作参数47。在家电设备基板用中,谋求重视使品质性和生产率的平衡性良好的生产。为此,将吸附速度、安装速度以及带进给速度设定为80%。另外,作为识别47d,识别速度被设定为中速。接下来,在通信设备基板用中,谋求与推荐参数集相比生产率更高的(重视生产率的)生产。为此,将吸附速度、安装速度以及带进给速度设定为90%。另外,作为识别47d,识别速度被设定为高速。
[0057]
接下来,在电子设备基板用中,谋求与用通信设备基板用的动作参数集设定的动作参数47相比进一步高的生产率(高度重视生产率)。为此,将吸附速度、安装速度以及带进给速度设定为100%。另外,作为识别47d,识别速度被设定为高速。接下来在试制基板用中,由于优先基板的制成,因此谋求比车载设备基板用更重视品质性(高度重视品质性)。为此,将吸附速度、安装速度以及带进给速度设定为40%。另外,作为识别47d,识别速度被设定为低速。另外,上述的动作参数是“m8064”中的一例,按照部件而通过动作参数集、规则表19或学习模型20设定的值不同。
[0058]
另外,在规则表19和学习模型20中,也可以包含对按安装基板的每种用途包含在动作参数库18中的推荐参数集的各参数施行的加权的信息,来取代将所输入的安装基板的用途和与动作参数库18中所含的安装基板的用途对应的动作参数集建立关联的信息。在该情况下,第1设定部12基于与所输入的安装基板的用途对应的加权的信息和推荐参数集,使用与安装基板的用途对应的动作参数集执行上述的处理,从而设定动作参数47。
[0059]
如此地,管理计算机3是生产数据制成装置,具备:从作为选项而在画面显示了的多个用途(用途选择画面50)中接受一个用途的输入的输入部23;和基于所输入的用途来设定用于部件安装装置m4、m5在基板安装部件的动作参数47的第1设定部12。由此,能对应于基板的用途容易地设定最佳动作参数47。
[0060]
接下来,按照图7的流程来说明管理计算机3(生产数据制成装置)中的第1生产数据制成方法。首先,使用输入部23,从作为选项而在画面显示了的多个用途(用途选择画面50)中接受一个用途的输入(st1:用途选择工序)。接着,使用输入部2来从画面显示(部件形状输入画面54)接受部件的形状信息的输入(st2:部件形状输入工序)。
[0061]
接着,第1设定部12根据将部件的形状信息、安装基板的用途和动作参数47建立了对应的规则表19,设定与所输入的部件的形状信息和所输入的用途对应的动作参数47(st3:第1动作参数设定工序)。或者,第1设定部12根据将部件的形状信息、安装基板的用途和动作参数47建立了对应的学习模型20,设定与所输入的部件的形状信息和所输入的用途对应的动作参数47。
[0062]
接下来说明本实施方式的第2实施例。第2实施例在基于所输入的目标特性(输入参数)来设定动作参数47这点上,与基于所选择的安装基板的用途来设定动作参数47的上述的实施例不同。以下对与上述的实施例相同的结构标注相同的附图标记并省略详细的说明。首先,参考图8来说明输入处理部11使显示部24显示的输入参数输入画面58。在输入参数输入画面58显示“生产机型名”输入框59、“输入参数”输入框60、“决定”按钮61。在“部件名”输入框59通过输入部23输入部件名(“m8064”)。
[0063]
在“输入参数”输入框60中显示用于输入作为输入参数的“品质”和“生产率”的比率的滑块60a,通过用输入部23操作滑块60a来输入输入参数。在此,用滑块60a指定“品质”为75%、“生产率”为25%的位置。若操作了“决定”按钮61,就将输入到输入参数输入画面58的生产机型名和输入参数的值输入。如此地,输入部23接受至少基于品质和生产率的输入参数的输入。
[0064]
另外,输入参数并不限定于品质、生产率,例如也可以是安装精度、成本。另外,输入参数的数量并不限定于2个,也可以是1个或3个以上。输入参数的值也并不限定于2个参数的比率,也可以是各个参数的绝对值。
[0065]
在图2中,第2设定部13基于存储于生产信息存储部15的规则表19或学习模型20并基于由输入部23输入的输入参数来设定动作参数47。规则表19将部件的形状信息(尺寸数据43)、输入参数和动作参数47等建立对应,并指定根据动作参数库18的推荐参数集估计与部件的形状信息和输入参数对应的动作参数47的规则。
[0066]
在制成图8的输入参数输入画面58中输入的输入参数(品质75%、生产率25%)的部件名为“m8064”的部件的部件数据40的情况下,第2设定部13遵循基于品质的规则表19和遵循生产率的规则表19来从存储于动作参数库18的推荐参数集确定动作参数47,对应于输入参数来设定进行了加权(加权平均)的动作参数47。
[0067]
例如,在作为动作参数47的安装速度的情况下,第2设定部13将所输入的输入参数作为变量,设定对推荐参数集的安装速度遵循规则表19中指定的加权的规则进行运算而得到的参数。在该情况下,由于生产机型相比于生产率而将重点放在品质上,因此安装速度设定比推荐参数集慢的值。
[0068]
学习模型20是如下模型:将部件的形状信息(尺寸数据43)、输入参数和动作参数47等建立对应,来根据与安装基板的用途对应的动作参数库18的推荐参数集、部件的形状信息、输入参数、生产历史信息22估计动作参数47。
[0069]
例如,在制成部件名为“m8064”的部件的部件数据40的情况下,第2设定部12遵循学习模型20将推荐参数集、部件的形状信息、输入参数、生产历史信息22作为变量,设定安装负荷小于给定值且缺损率小于给定值的动作参数47。即,第2设定部13设定与从学习模型20输入的部件的形状信息和输入参数对应的动作参数47。将由第2设定部13制成的部件数据40存储到部件库17。
[0070]
如此地,第2实施例的管理计算机3是生产数据制成装置,其具备:从画面显示(输入参数输入画面58)接受至少基于品质和生产率的输入参数的输入的输入部23;和基于所输入的输入参数设定用于部件安装装置m4、m5在基板安装部件的动作参数47的第2设定部13。由此能对应于基板的目标特性来容易地设定最佳动作参数47。
[0071]
接下来,按照图9的流程来说明第2实施例的管理计算机3(生产数据制成装置)中
的第2生产数据制成方法。以下对与第1生产数据制成方法相同的工序标注相同的附图标记并省略详细的说明。首先,使用输入部23,通过画面显示(输入参数输入画面58)来接受至少基于品质和生产率的输入参数的输入(st11:输入参数输入工序)。接着执行部件形状输入工序(st2)。
[0072]
接着,第2设定部13根据将部件的形状信息、输入参数和动作参数47建立对应的规则表19,设定与所输入的部件的形状信息和所输入的输入参数对应的动作参数47(st12:第2动作参数设定工序)。或者,第2设定部12根据将部件的形状信息、输入参数和动作参数47建立了对应的学习模型20,设定与所输入的部件的形状信息和所输入的输入参数对应的动作参数47。
[0073]
以上根据本实施方式说明了本发明。本领域技术人员应当理解相对于这些实施方式、实施例的变形例也处于本发明的范围内。在机器学习中,例如能举出:使用对输入信息赋予了标签(输出信息)的示教数据来学习输入与输出的关系的“有监督学习”;仅根据没有标签的输入来构建数据的结构的“无监督学习”;有标签和无标签的哪一者都进行处置的“半监督学习”;和学习以下行动的“强化学习”等,该行动能通过得到对从状态的观测结果选择得到的行动的反馈来得到最多的反馈。
[0074]
另外,作为机器学习的具体的手法,存在神经网络(包含利用了多层的神经网络的深度学习)、遗传编程、决策树、贝叶斯网络、支持向量机(svm)等。学习部将通过机器学习生成的最佳的特征信息运用到存储于学习模型20的动作参数47的各种设定值。即,特征信息表示动作参数47的各种设定值。另外,在上述的实施方式中,采用在生产中所使用的动作参数47的各种设定值作为标签。
[0075]
另外,在上述的实施方式中,从所选择的一个用途设定了动作参数47,但也可以从多个用途设定动作参数47。在从多个用途设定动作参数47的情况下,按每个用途算出动作参数47,在算出的多个动作参数47当中所选择的用途和未被选择的用途中改变加权来算出平均(加权平均)值。通过如此地进行计算,除了上述的基板的用途以外,对难以进行区分的基板的用途也能容易地设定最佳动作参数47。
[0076]
另外,动作参数47的各种设定值除了可以是数值以外,也可以是选项。在选项的情况下,对没有修正地设定的选项的动作参数47赋予报酬,不对修正过的选项的动作参数赋予报酬。然后,通过将选项的价值(估计率)对应于该报酬进行更新,从而更新学习模型。例如,作为选项,能举出动作参数47的按摄像机类别区分的二维模式和三维模式。
[0077]
根据本公开,能对应于基板的用途容易地设定最佳动作参数。
[0078]
产业上的可利用性
[0079]
本公开的生产数据制成装置以及生产数据制成方法具有能对应于基板的用途容易地设定最佳动作参数的效果,在将部件安装在基板的领域中是有用的。
[0080]
附图标记的说明
[0081]1ꢀꢀꢀꢀ
部件安装系统
[0082]2ꢀꢀꢀꢀ
通信网络
[0083]3ꢀꢀꢀꢀ
管理计算机
[0084]4ꢀꢀꢀꢀ
部件安装生产线
[0085]
10
ꢀꢀꢀ
处理部
[0086]
11
ꢀꢀꢀ
输入处理部
[0087]
12
ꢀꢀꢀ
第1设定部
[0088]
13
ꢀꢀꢀ
第2设定部
[0089]
14
ꢀꢀꢀ
实际成绩取得部
[0090]
15
ꢀꢀꢀ
生产信息存储部
[0091]
16
ꢀꢀꢀ
生产数据库
[0092]
17
ꢀꢀꢀ
部件库
[0093]
18
ꢀꢀꢀ
动作参数库
[0094]
19
ꢀꢀꢀ
规则表
[0095]
20
ꢀꢀꢀ
学习模型
[0096]
21
ꢀꢀꢀ
生产历史存储部
[0097]
22
ꢀꢀꢀ
生产历史信息
[0098]
23
ꢀꢀꢀ
输入部
[0099]
24
ꢀꢀꢀ
显示部
[0100]
25
ꢀꢀꢀ
通信部
[0101]
30
ꢀꢀꢀ
生产数据
[0102]
35
ꢀꢀꢀ
设备条件数据
[0103]
40
ꢀꢀꢀ
部件数据
[0104]
42
ꢀꢀꢀ
形状图
[0105]
43
ꢀꢀꢀ
尺寸数据
[0106]
44
ꢀꢀꢀ
部件参数
[0107]
45
ꢀꢀꢀ
部件信息
[0108]
46
ꢀꢀꢀ
带信息
[0109]
47
ꢀꢀꢀ
动作参数
[0110]
47a
ꢀꢀ
机型
[0111]
47b
ꢀꢀ
吸嘴设定
[0112]
47c
ꢀꢀ
速度参数
[0113]
47d
ꢀꢀ
识别
[0114]
47e
ꢀꢀ
间隙
[0115]
47f
ꢀꢀ
吸附
[0116]
50
ꢀꢀꢀ
用途选择画面
[0117]
51
ꢀꢀꢀ
输入框
[0118]
52
ꢀꢀꢀ
选择框
[0119]
52a
ꢀꢀ
单选按钮
[0120]
53
ꢀꢀꢀ
按钮
[0121]
54
ꢀꢀꢀ
部件形状输入画面
[0122]
55
ꢀꢀꢀ
输入框
[0123]
56
ꢀꢀꢀ
输入框
[0124]
56a
ꢀꢀ
滚动条
[0125]
57
ꢀꢀꢀ
按钮
[0126]
58
ꢀꢀꢀ
输入参数输入画面
[0127]
59
ꢀꢀꢀ
输入框
[0128]
60
ꢀꢀꢀ
输入框
[0129]
60a
ꢀꢀ
滑块
[0130]
61
ꢀꢀꢀ
按钮
[0131]
75
ꢀꢀꢀ
品质
[0132]
m1
ꢀꢀꢀ
基板供给装置
[0133]
m2
ꢀꢀꢀ
基板交接装置
[0134]
m3
ꢀꢀꢀ
焊料印刷装置
[0135]
m4、m5
ꢀꢀ
部件安装装置
[0136]
m6
ꢀꢀ
回流焊装置
[0137]
m7
ꢀꢀꢀ
基板回收装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。