用于硬质合金与钢异质连接的cu/invar/ni复合钎料及其激光熔钎焊工艺
技术领域
1.本发明属于激光钎焊技术领域,具体涉及一种用于硬质合金与钢异质连接的cu/invar/ni复合钎料及其激光熔钎焊工艺。
背景技术:
2.硬质合金具有硬度高、耐磨性优良、化学性质稳定等特点,是制作刀具的理想材料。但由于硬质合金脆性很高,容易断裂,硬质合金刀头镶嵌到钢基体中的刀具可以减小韧性差、易脆裂的缺点,硬质合金与钢的连接通常使用钎焊。但是由于硬质合金与钢的线膨胀系数、热导率、熔点等热物理性能相差较大,导致焊接时易出现共晶体组织,焊接接头易产生脆性相和较大应力,这也是接头产生裂纹、气孔等缺陷的本质原因。因此,在焊接过程中需要借助具有缓冲作用的中间层来解决这类缺陷。
3.won
‑
bae lee、byoung
‑
dae kwon、seung
‑
boo jung使用cu和ni复合钎料研究wc
‑
co硬质合金与45钢的真空钎焊,钎焊后采用油冷方法成功连接(effect of bonding time on joint properties of vacuum brazed wc
–
co hard metal/carbon steel using stacked cu and ni alloy as insert metal,materials science and technology,2004,20(11),1474
‑
1478),焊缝附近未形成诸如裂纹和空隙的缺陷,但连接界面处生成脆性金属间化合物且wc颗粒粗化,导致接头强度降低。
技术实现要素:
4.本发明的主要目的在于提供一种用于硬质合金与钢异质连接的cu/invar/ni复合钎料,其为三明治片状结构,解决物理性能差异过大的硬质合金与钢激光焊接时由于热输入过大而引起裂纹的问题。
5.本发明的另一目的在于提供上述cu/invar/ni复合钎料的激光熔钎焊工艺。
6.为实现上述目的,本发明采用的技术方案如下:
7.本发明提供用于硬质合金与钢异质连接的cu/invar/ni复合钎料,为由cu箔、invar片和ni箔组成的三明治片状结构,cu箔预置于钢一侧,ni箔预置于硬质合金一侧,invar片位于cu箔和ni箔之间,且cu箔和ni箔的厚度一致,invar片的厚度大于cu箔和ni箔。
8.优选地,cu箔和ni箔的厚度为0.05
–
0.3mm,invar片的厚度为1
–
3mm。
9.更优选地,cu箔和ni箔的厚度均为0.1mm,invar片的厚度为1.5mm或2mm。
10.优选地,所述硬质合金为wc
‑
co系硬质合金,co的质量百分含量为15%
–
40%。
11.更优选地,所述硬质合金为yg20硬质合金,所述钢为45#钢。
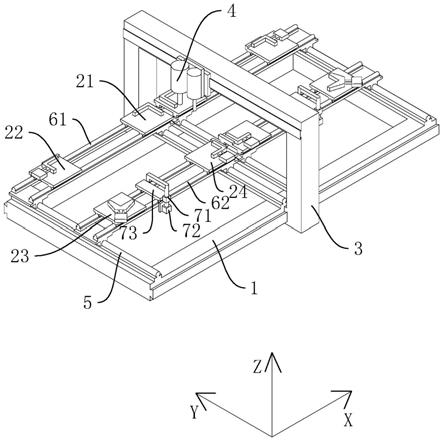
12.本发明还提供所述cu/invar/ni复合钎料的激光熔钎焊工艺,基于激光器、机器人和外轴变位器的自动化平台进行激光熔钎焊,包括以下步骤:
13.s1、将cu/invar/ni复合钎料预置在硬质合金和钢之间,对接装配固定在所述变位器的操作平台上,打开氩气作为保护气体,调节保护气流量为20
–
25l/min;
14.s2、所述激光器和所述机器人连接,并在所述机器人的编程控制器中设定工艺参数,焊接速度为0.08
–
0.15m/s,功率为1.2
–
2kw;
15.s3、操控所述机器人开始自动激光熔钎焊。
16.优选地,所述激光器采用ipg
‑
yls
‑
5000w掺镱多模光纤激光器,和/或所述机器人采用kuka kr60 ha型焊接机器人,和/或所述变位器采用外轴变位器。
17.优选地,步骤s1前还包括所述硬质合金和钢材料打磨表面毛刺及氧化层和清洗表面油污的步骤。
18.更优选地,采用打磨机对所述硬质合金和钢材料表面处理后,用酒精或丙酮进行超声波清洗。
19.与现有技术相比,本发明的有益效果在于:本发明的cu/invar/ni复合钎料由cu箔、invar片和ni箔组成三明治片状结构,cu箔预置于钢一侧,ni箔预置于硬质合金一侧,invar片位于cu箔和ni箔之间,可以有效缓冲热胀系数等物理性能差异过大的硬质合金与钢之间的应力,降低焊接热输入,从而解决硬质合金与钢激光焊接由于热输入过大而引起裂纹的问题。
20.参考以下详细说明更易于理解本发明的上述以及其他特征、方面和优点。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更显著:
22.图1为以cu/invar/ni为三明治复合钎料的yg20硬质合金与45#钢激光熔钎焊示意图;其中,111为yg20硬质合金,112为45#钢,113为ni箔,114为invar片,115为cu箔;
23.图2为p=1.7kw、v=0.1m/s时,invar片厚度为1.5mm的焊接件;
24.图3为p=1.7kw、v=0.1m/s时,invar片厚度为2mm的焊接件。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.以下实施例中硬质合金为wc
‑
co系硬质合金,牌号yg
‑
20;钢为45#碳钢;以cu/invar/ni为三明治复合钎料的硬质合金与45#钢激光熔钎焊如图1所示,带焊接材料yg20硬质合金111和45#钢112,厚度为3mm;三明治复合钎料cu箔115和ni箔113,厚度均为0.1mm;invar片114,厚度为1.5mm或2mm。激光器采用ipg
‑
yls
‑
5000w掺镱多模光纤激光器,离焦量为
‑
3mm;机器人采用kuka kr6oha型焊接机器人,采用外轴变位器作为操作平台;保护气体为氩气。
27.上述cu/invar/ni复合钎料的激光熔钎焊工艺,基于激光器、机器人和外轴变位器的自动化平台进行激光熔钎焊,步骤如下:
28.(1)焊前使用打磨机对材料yg20硬质合金111和45#钢112进行表面处理,清除毛刺和氧化层后,用酒精或丙酮对待焊材料进行超声波清洗,去除表面油污。
29.(2)cu/invar/ni三明治复合钎料按照图1所示位置与yg20硬质合金111和45#钢112对接装配固定在外轴变位器的操作平台上,打开保护气体,调节流量为20
–
25l/min。
30.(3)将焊枪移动至被焊接材料上方的对接中心,在机器人编程控制器中设定工艺参数:焊接速度为0.08
–
0.15m/s,功率为1.2
–
2kw。
31.(4)操作机器人开始焊接,停止焊接后,进行焊后检测。
32.采用上述cu/invar/ni复合钎料的激光熔钎焊工艺用于硬质合金与钢的激光熔钎焊,实施例1和2的不同之处在于采用不同钎料厚度和熔钎焊工艺参数,如表1所示。
33.表1
[0034][0035]
取表1中b1、b2试样进行硬度测试,方法如下:(1)切取一段焊接后的样件,用al2o3砂纸将横截面打磨平整;(2)使用hr
‑
150a洛氏硬度计进行硬度测试,得到的硬度值如表2所示。
[0036]
表2
[0037][0038]
综上所述,本发明采用cu/invar/ni三明治复合钎料作为填充材料进行yg20硬质合金与45钢的异质连接,用激光器、机器人和变位器自动化平台实现激光熔钎焊,缓冲了热胀系数等物理性能差异过大的硬质合金与钢之间的应力,降低焊接热输入,解决了硬质合金与钢激光焊接由于热输入过大而引起的裂纹等问题,为硬质合金与钢异质连接提供新的途径。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。