:
1.本发明属于涂层性能测试技术领域,具体涉及涂层弹性模量的测试方法。
背景技术:
2.涂层与金属材料在成分、组织、性能上有很大不同,其具有特殊的孔洞、氧化物、未熔颗粒、微裂纹以及层状各向异性等内在结构特性的特殊性,因此涂层的理化检测试验方法也不同于金属材料的理化检测试验方法,对涂层的检测项目停留在极少数的个别项目上。金属材料弹性模量可以采用标准拉伸试棒进行检测获得,而涂层在制备标准试样方面存在几乎不可能,不能满足拉伸试验的要求。因此,急需一种方法,利用拉伸试验机来实现涂层弹性模量的测定。
技术实现要素:
3.本发明的目的是克服上述现有技术存在的不足,提供一种涂层弹性模量的测试方法,解决涂层弹性模量测试的检测难题,建立一种新的试验方法,填补该方面检测空白,满足科研生产的检测需求,并为gb/t 22315
‑
2008标准相关部分的完善提供参考数据。
4.针对涂层特殊性和实际检测时存在的问题,参照gb/t22315
‑
2008标准举例中的方法,制备不同喷涂工艺涂层试样分组试验,不同喷涂规格涂层试样,不同喷涂质量涂层试样,粘制拉伸涂层试片,找出关键因素,掌握各个因素对检测的影响规律,改进获得最佳的技术参数,并采用小尺寸灵敏引伸计应用自动程序控制。
5.为实现上述目的,本发明采用以下技术方案:
6.一种涂层弹性模量的测试方法,包括以下步骤:
7.(1)涂层喷涂:
8.取粉末在喷涂基板表面进行涂层喷涂,获得喷涂涂层,所述的涂层厚度为1
‑
1.5mm,长宽尺寸与喷涂基板尺寸一致;
9.(2)涂层拉伸试验样品制备:
10.从喷涂基板上将涂层完全剥离,保证涂层为100%平直状态,涂层长度方向中间区域为测量段,测量段长度为30mm,在测量段外侧两端粘贴固化胶片后,粘接于金属基板片表面,进行加热固化,固化温度为180
‑
200℃,固化时间为2.5
‑
3.5h,冷却后,获得涂层拉伸试样;
11.(3)涂层弹性模量计算:
12.进行手动分组试验,对涂层拉伸试样进行拉伸试验,试验机预先加载应力,记录载荷
‑
拉伸长度曲线,并调控加载时间3
‑
6min,加载速率v=0.3%
‑
0.6%/min,自动计算弹性模量。
13.所述的步骤(1)中,涂层为金属涂层,进一步为ni
‑
al基涂层,具体为nialw涂层或nial涂层,其中:
14.nialw涂层包括组分及质量百分含量为al 20
‑
24%,cr 1.5
‑
4.0%,mo 0.2
‑
1.2%,ti 0.2
‑
1.0%,co 0.2
‑
1.2%,w≤2.0%,ni余量;
15.nial涂层包括组分及质量百分含量为ni≥93.0%,al 4.5
‑
5.5%,有机物≤2.5%,其他元素总和≤1.0%。
16.所述的步骤(1)中,涂层喷涂设备为大气等离子喷涂机,粉末在喷涂前为干燥状态,如果粉末潮湿,60℃~90℃下干燥1
‑
2h后进行喷涂。
17.所述的步骤(1)中,喷涂工艺参数包括:喷涂电流为530
‑
570a,功率为40
‑
45kw,氢气流量为5
‑
15nlpm,氩气流量为40
‑
60nlpm,送粉速率为30
‑
50g/min,喷涂距离为100
‑
130mm。
18.所述的步骤(1)中,喷涂基板为gh4169基板,长度为70mm,宽度为15
‑
20mm,所述的喷涂基板预先经过吹砂处理,以增加表面粗糙度和界面结合强度,喷涂方式为多次喷涂,以将厚度累积到1
‑
1.5mm,并保证涂层性能符合标准规定,涂层不开裂、不翘曲,且保持涂层易从基板上剥离下来。
19.所述的步骤(1)中,喷涂后的涂层表面存在孔洞,氧化物,未熔颗粒,微裂纹以及层状各向异性等内在结构特性,与客观涂层特性完全等同。
20.所述的步骤(2)中,剥离后涂层表面状态肉眼可见为连续、无裂纹、无气孔、无泼溅、无缺口。
21.所述的步骤(2)中,当剥离的涂层片出现弯曲时,使用吹砂机校型,保证涂层片100%平直。
22.所述的步骤(2)中,金属基板片为gh4169基板。
23.所述的步骤(2)中,保证测量段无固化胶片粘贴,固化胶片均粘贴于与测量段相邻的外侧两端。
24.所述的步骤(2)中,测量段外侧两端、固化胶片与金属基板片表面三者粘接后,采用高熔点金属丝捆绑束缚固定后,进行加热固化操作。
25.所述的步骤(2)中,胶固化升温方式为随炉升温,冷却方式为随炉冷却。
26.所述的步骤(2)中,经检测,涂层抗拉强度<涂层与金属板间粘合力。
27.所述的步骤(3)中,弹性模量计算公式为:
[0028][0029]
其中,σ是应力,ε是应变,l0试样原标距长度,f0试样原横截面积,δp负荷增量,δl
b
弹性范围内平均伸长量。
[0030]
所述的步骤(3)中,加载的应力大小保证涂层拉伸试验后获得完整的载荷
‑
拉伸长度曲线。
[0031]
所述的步骤(3)中,加载过程中,通过摸索各因素对试验结果的影响规律,筛选优化以获得包括加载速度和加载时间在内的最佳的试验参数。
[0032]
所述的步骤(3)中,经检测,拉伸至涂层拉断时,所述的涂层拉断位置在测量段中间位置,波动在以中间位置向两侧总长
‑
5~5%范围内,例如30mm长测量段以15mm处左右
‑
1.5~ 1.5mm范围内波动;且断裂处出现缩颈。
[0033]
本发明的有益效果:
[0034]
本发明采用剥离涂层粘制拉伸试片进行弹性模量测定,操作过程简单规范,试验数据稳定,能够真实地反映出材料的性能特征,满足科研生产的检测需求。
附图说明:
[0035]
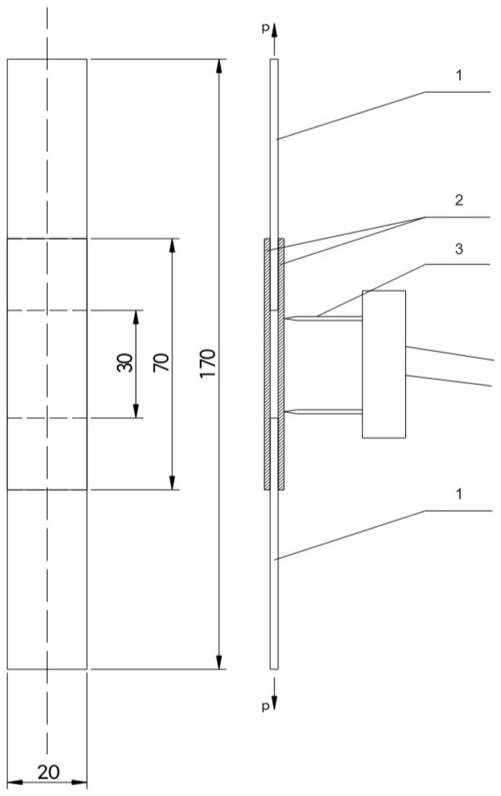
图1为本发明实施例1的涂层拉伸试片装夹示意图,其中:1
‑
gh4169金属基板片,2
‑
涂层拉伸试样,3
‑
引伸计。
具体实施方式:
[0036]
下面结合实施例对本发明作进一步的详细说明。
[0037]
以下实施例中:
[0038]
大气等离子喷涂机型号为mp200,喷涂电流为550a,功率为42kw,氢气流量为10nlpm,氩气流量为50nlpm,送粉速率为40g/min,喷涂距离为120mm;
[0039]
拉伸试验设备型号为ag
‑
plxus
‑
10;引伸计型号为3542
‑
025m
‑
010
‑
st;
[0040]
固化胶片型号为fm1000;
[0041]
涂层为金属涂层,具体为ni
‑
al基涂层。
[0042]
涂层拉伸试片制备:
[0043]
制备喷涂基板试片(gh4169材料),规格15*1.5*70mm
‑
基板试片吹砂
‑
在基体试片上进行大气等离子喷涂,厚度1
‑
1.5mm涂层
‑
剥离涂层
‑
切割制备涂层试片
‑
选用固化胶片,按照预先标定位置固化涂层试片,制备成拉伸样品
‑
夹持试样,按照gb/t22315标准进行涂层拉伸试验,即得到涂层弹性模量。为了保证拉伸过程的受力对称、均匀,粘制固化涂层应严格按预先标定位置实施。
[0044]
涂层弹性模量测定过程:
[0045]
将涂层拉伸试片装夹在拉伸试验设备上,安装引伸计测量试片变形量。试验过程中的加载,卸载由程序自动控制完成,实时自动采集试验数据及存储记录,计算涂层弹性模量。
[0046]
实施例1
[0047]
nialw涂层中包括组分及质量百分含量为al 22%,cr 2.5%,mo 1.0%,ti 0.6%,co 0.8%,w 2.0%,ni余量。
[0048]
一种涂层弹性模量的测试方法,包括以下步骤:
[0049]
(1)涂层喷涂
[0050]
采用大气等离子喷涂机,取干燥粉末在喷涂基板表面进行涂层喷涂,获得喷涂涂层,所述的涂层规格与喷涂基板尺寸一致,厚度为1.5mm,并与喷涂基板等长等宽,如果粉末潮湿,60℃~90℃下干燥1
‑
2h后进行喷涂;
[0051]
其中,喷涂基板为gh4169基板,长度为70mm,宽度为20mm(试样尺寸相应为1.5
×
20
×
70mm),所述的喷涂基板预先经过吹砂处理,以增加表面粗糙度和界面结合强度,喷涂方式为多次喷涂,以将厚度累积到1.5mm,并保证涂层性能符合标准规定,涂层不开裂、不翘曲,且保持涂层易从基板上剥离下来。
[0052]
喷涂后的涂层表面存在孔洞,氧化物,未熔颗粒,微裂纹以及层状各向异性等内在结构特性,与客观涂层特性完全等同。
[0075]
同实施例1,区别在于,固化温度为190℃,固化时间为4h,经试验机检测过程中,在粘接处出现断裂,导致实验失败,经检测,固化后涂层发生细微翘曲,造成涂层与基板间结合力明显下降。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。