1.本发明涉及手工捞纸帘的加工方法。
背景技术:
2.手工纸制备时采用捞纸帘在纸浆槽池中实施捞纸作业,即水捞是指用捞纸竹帘将纸浆槽内的纸浆捞起,在捞纸竹帘的表面成型形成纸张的操作。本技术人曾申请的名称为“捞纸竹帘编织机”(专利号为zl201310666194.4)就是加工竹丝帘的设备,其只是捞纸帘的中部的核心部件,完整的捞纸帘还需在捞纸竹帘的平行于竹丝长度方向的两侧边分别连接有额杆和稍杆,由此形成对竹丝帘的固定并承重之用,如此构成完整的捞纸帘。现有技术中,竹帘的平行于竹丝长度方向的两侧边的额杆和稍杆仍然选用水竹杆为优选材料,并未选用现有技术中十分方便获得塑料管,原因有三,其一是塑料管具有变形特征,捞纸时弯曲严重;其二是选用抗弯能力强的塑料管,则其硬度过大,连线被割伤损坏严重,频繁出现竹丝帘与额杆和稍杆分离的现象;其三选用抗弯能力强的塑料管,其密度大重量重,增加捞纸工的体力消耗。
3.作为优选的水竹杆,由于天然生长的原因,需要经过防腐、矫直或称调直等工序处理,方可使用。
4.正如“智慧在民间”所概括的,民间积累了大量的水竹杆矫直的经验,如将水竹杆烤软矫直则是常用的手段,竹质鱼竿就是采用此类方案制作的。为保障工业化作业,名称为“一种竹木制品加工用竹竿调直装置”(文献号为cn212684258 u)的专利文献就公开相关的技术方案包括调直机构2、施力块3、省力机构4,其中还有各种转动部件和动力,在水冷环境下,零部件锈蚀现象难以避免,且电源系统的安全性也是必须严格设置的,所以其方案太过复杂。
技术实现要素:
5.本发明的目的是提供一种捞纸帘的制备方法。
6.为实现上述发明目的,本发明采用了以下技术方案:一种捞纸帘的制备方法包括以下步骤:
7.a、竹杆的处理:
8.a1、选3年及以上的竹秆为原料竹杆,原料竹杆挺直且竹节处无分枝;
9.a2、在竹节旁侧的茎秆上开孔,用火缓慢熏至弯节处变软;
10.a3、对烤软的弯节处实施矫直处理,并实施水冷定直;
11.b、矫直好的原料竹杆按粗、细配对归类,略细的用作额竹杆,略粗的用作梢竹杆,额竹杆与竹帘最外侧的篾丝紧邻、平行连接在一起;梢竹杆与竹帘的最外侧的篾丝由细绳平行间距连接,额竹杆、梢竹杆分置在竹帘的相对的两侧边处。
12.上述方案主要包括两方面的核心内容,其一是选择原料竹杆并对其进行矫直等处理;其二是将矫直后的原料竹杆分为额竹杆、梢竹杆再与竹帘相连,其中竹帘是由竹丝或称
为篾丝经编制工序完成的成品,原料竹杆在初选时已经具备了适当挺直特性,这为矫直处理提供良好的基础,即矫直工作量会减轻,并且保证了原料竹杆的矫直变形量小,提高了矫直后竹杆的使用寿命和承载能力。
附图说明
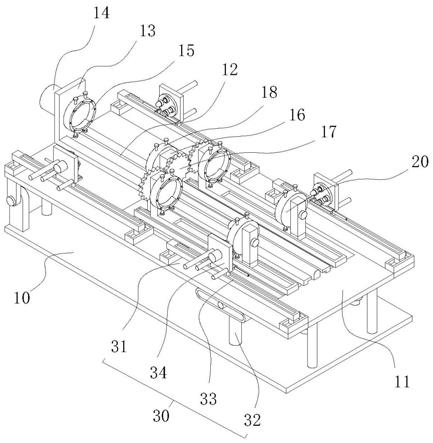
13.图1是本发明的主视图;
14.图2、3分别是本发明的立体图;
15.图4是图3中的局部放大示意图;
16.图5是矫直板的立体结构示意图。
具体实施方式
17.本发明提供的捞纸帘的制备方法,包括两方面,其一是竹杆的选杆和处理;其二就是将矫直后的竹杆与业已编织完成的竹帘实施连接,详细说明如下:
18.a、竹杆的处理:
19.a1、选3年及以上的竹秆为原料竹杆10,原料竹杆10挺直且竹节11处无分枝;
20.a2、在竹节11旁侧的茎秆12上开孔,用火缓慢熏至弯节处变软;
21.a3、对烤软的弯节处实施矫直处理,并实施水冷定直;
22.b、矫直好的原料竹杆10按粗、细配对归类,略细的用作额竹杆10a,略粗的用作梢竹杆10b,额竹杆10a与竹帘20最外侧的篾丝21紧邻、平行连接在一起;梢竹杆10b与竹帘20的最外侧的篾丝21由细绳30平行间距连接,额竹杆10a、梢竹杆10b分置在竹帘20的相对的两侧边处。
23.上述方案中,原料竹杆10的选择是考虑竹质的稳定,一般选择生长了3年的青竹为合适,在满足长度要求的前提下,竹杆两端的竹径变化不大,每年6~8月间砍伐,然后开始对其处理。选择自身就是比较挺直的竹子可以减少矫直工作量,其矫直过程中竹子自身变形小,所以基本不会对其自身组织构造造成损伤就可以获得其稳定、稳定的直杆度,另外,无分枝的原料竹杆10自身就是较为挺直的,无无分枝的原料竹杆10也十分有利后续的矫直工序处理。
24.在步骤a中,本发明在矫直前就先行开孔,其优点首先是矫直时先用火缓慢熏至弯节处变软,竹质内部的水分和汁液会蒸发至茎秆12筒腔中,若未开孔则蒸发出的水分和汁液无法排出,同时还减缓水分和汁液进一步的蒸发,这将增加矫直的难度;通过小孔的开设,蒸发出的水分和汁液及时排出,保证了竹杆后续少有汁液释出,对纸浆的成分无影响,纸张的质量得到了保证;并且开设小孔更有利于矫直时茎秆12的变形。
25.在步骤b中,额竹杆10a与竹帘20最外侧的篾丝21紧邻、平行连接在一起,在释放湿纸时首先将额竹杆10a靠齐在已叠压的湿纸叠的一侧边沿处,由于额竹杆10a略细,所以贴靠的平齐度就越高;然后附着有湿纸的一面朝下并逐渐叠压到已叠压的湿纸叠上,由于梢竹杆10b与竹帘20的最外侧的篾丝21由细绳30平行间距连接,起帘时首先抬升梢竹杆10b,而梢竹杆10b与已叠压的湿纸叠并不接触,所以十分方便地即可将梢竹杆10b所连侧的篾丝21与湿纸分离,从而实现释放湿纸并掀起竹帘20的操作,所有叠压在一起的湿纸的纸边平齐、规整。这为后续的烘纸工序中的分纸作业提供的便利。
26.作为优选方案,所述的a1步骤选取的原料竹杆10先行实施步骤a11:竹节11旁侧的茎秆12上开孔后用炭火烤制杀青至竹皮外表呈黄褐色,置于清洁流水中浸置。该杀青工序具有防腐、杀菌的作用,同时也全面地释放出竹质中的汁液,减少后续捞纸作业时竹质中的汁液缓释到纸浆中,影响纸张质量。先期开孔的优点还体现在,在流水且长期浸置条件下,有利于竹质中的汁液几乎全部的释出。
27.作为优选方案,步骤a11中的原料竹杆10在清洁流水中浸置一个月,取出烘干以排出茎秆12筒腔中的水分和汁液,再实施步骤a2、a3。
28.沿长度方向在茎秆12上以间隔50mm
±
5mm间距开孔,相邻两竹节11之间的长度范围内开设2个以上小孔。
29.上述开孔方案,既保证了后续工序中原料竹杆10与竹帘20采用细绳30实施连接,在流水中浸置时又实现了相邻两竹节11之间的茎秆12筒腔中水是流动的,更为有利于竹质中的汁液释放。上述开孔方案还避免了矫直后开孔导致的竹杆变弯的情况出现,矫直工序一旦完成,就不存在竹杆局部集中受力的情况了。
30.本发明中竹杆的处理步骤中第二方面就是矫直操作,具体讲就是所述的步骤a3中的矫直处理采用的是矫直板40,矫直板40上有矫直槽41,矫直槽41的槽深大于原料竹杆10的半径。上述矫直板40上开设矫直槽41可以既简单又方便地将用火熏烤至具有适当软质质地的竹杆约束在矫直槽41,约束适当时间后采用水冷的方式即可定直形状了。
31.申请人经细心研判发现,竹杆的弯折部位一般都出现竹节11处,也就是说,同一竹节11两侧的茎秆12往往彼此呈现出长度方向为夹角或筒芯为偏心的位置关系,所以本发明提供了以下优选方案,矫直槽41的中段部位有容纳竹节11的槽宽外扩段411。这样就回避了竹节11在矫直过程中的干扰现象,该优选方案能够有效矫直茎秆12夹角式弯折或筒芯偏心的非直杆现象。矫直槽41的槽宽与待矫直竹杆杆径相符,而直径略大于槽宽的竹节11在容置于槽宽外扩段411位置处,这样就可以保证竹杆的矫直度了。
32.如图4所示,所述的矫直板40间隔布置,各矫直板40上的矫直槽41顺延布置。这样可以对同一根原料竹杆10上多处弯折部位同时实施矫直作业,提高了矫直效率;另外,顺延布置的多个矫直槽41还可以检验整个原料竹杆10矫直后的整个杆长方向的矫直度。
33.作为优选方案,所述的矫直板40为条形板,矫直槽41与矫直板40的长度方向呈锐角布置。这样可以选用较窄一些的板材即可获得较长矫直槽41的槽长,确保矫直时省力且可提高矫直度。
34.以下详细说明原料竹杆10与丝帘20的连接。
35.如图2所示,所述的步骤b中,在额竹杆10a上的近邻竹帘20一侧的茎秆12壁上开设有一个内侧小孔12a,内侧小孔12a相对侧的茎秆12壁上开设有两个外侧小孔12b,所述三个小孔构成单元孔组,额竹杆10a长度方向上间隔设置若干组单元孔组,每个单元孔组与竹帘20之间形成一处连接部,细绳30自外侧小孔12b中其一穿出、另一个穿入并同时经过内侧小孔12a穿入、穿出再绕制在与额竹杆10a临近的3~10根篾丝21上。
36.如图3所示,所述的步骤b中,在梢竹杆10b上的近邻竹帘20一侧的茎秆12壁上开设有一个内侧小孔12a,内侧小孔12a相对侧的茎秆12壁上开设有两个外侧小孔12b,所述三个小孔构成单元孔组,梢竹杆10b长度方向上间隔设置若干组单元孔组,每个单元孔组与竹帘20之间形成一处连接部,细绳30自外侧小孔12b中其一穿出、另一个穿入并同时经过内侧小
孔12a穿入、穿出再绕制在与梢竹杆10b临近的3~10根篾丝21上,梢竹杆10b与最近的篾丝21之间预留有20~50mm自由长度的细绳30。
37.在额竹杆10a、梢竹杆10b上每间隔5cm钻出一个内侧小孔12a,相对侧的两个外侧小孔12b之间的间距为3mm左右即可,选用针粗为1~1.2mm,针引线从一个外侧小孔12b中自外向内穿入,该外侧小孔12b外部预留一段线头,针继续从内侧小孔12a中穿出后缠绕在最边处的五根篾丝21上折返绕制后穿入内侧小孔12a,并从另一个外侧小孔12b穿出,将位于两外侧小孔12b外部的两线头系紧即可;然后继续连接下一个孔位处实施额竹杆10a、梢竹杆10b与竹帘20的连接。需要说明的是,梢竹杆10b与最近的篾丝21之间预留有20~50mm自由长度的细绳30,额竹杆10a与最近的篾丝21之间无需预留间距,只是自然间距有供细线穿置通过的缝隙即可。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。