1.本发明涉及化纤高速牵伸用热辊技术领域,尤其涉及一种热管组件、包括热管组件的异型斜管式热辊及其加工方法。
背景技术:
2.目前化纤行业的牵伸热辊的加热方式都是采用电磁感应加热,输入高频电流的感应线圈产生交变磁场对辊体加热,辊体获得热量后迅速向辊面扩散,使辊面持续得到因纤维带走和空气扩散损失的热量,属于高效的直接加热方式。
3.中国专利cn2258173y公开了多区感应式热牵伸辊,它由导丝盘、多区感应线圈、多路测温传感器、多路温度变送器组成;可根据工作区长度的要求(120~280mm),分别选用2
‑
7区感应线圈直接对热辊辊体加热,再由多路温度变送器将测温传感器检测到的各区的温度送入控制系统,以使各测量点温度在设定的工作温度上达到平衡。它可使辊体表面温度均匀性达到
±
1~2℃的要求,可用在民用丝、工业丝纺牵联合机上的纺丝速度 1000
‑
6000m/min工业生产中。
4.另一种是蒸汽夹套式传热方式,使用电磁感应加热辊体,使夹套内的液体受热后的气化,并达到气
‑
液相变的平衡,除了辊体本身的传热,还借助气相快速传输热量的方式来保证工作区温度的均匀。热管以与中心轴平行的方向设置(水平热管),加热方式为辊体全长加热方式,即感应线圈长度和辊体长度相当,辊体质量大,对电机轴的应力大,辊体轴向长度受到限制。
5.感应加热的深度与交变电流的频率有反向关系,即频率高,加热深度浅。在蒸汽夹套加热传热方式中,热辊高速旋转后由于离心力的作用,夹套中的液体处于辊体外侧,感应加热热源处于辊体内侧,对热媒液体的加热仍要通过辊体材料的传热才能实现。
6.另外,以上都属于热辊全长度加热方式,热辊是钢制材料,绕制线圈的铁芯的比重也很大,其质量随辊体长度是线性关系,但对电机轴所受到的应力却是平方关系,因此辊体的长度受到极大的限制。
7.再一种方式是在感应加热原理不变的前提下,减小感应加热段的长度,例如发明专利cn105155006b公开了加热段长度控制在热辊轴向长度的二分之一以下。热辊一端封闭,另一端打有众多热管斜孔,每个热管斜孔根部联通,整体封口。热辊的感应加热铁素体不锈钢钢套长度为辊体总长的30~45%,加热方式为高频电磁加热,加热对象为液态介质。并且,热管采用斜孔设计,热管斜孔的角度是加热段的b端斜孔在靠近辊面外侧(半径大),a端在靠近辊面内侧(半径小)。理论上,在热辊高速运行过程中,a端冷凝下来的热媒液体受离心力作用可以快速流回b端加热段,重新接受热量进行气化。
8.以上采用热管的设计中,辊体四周需要打许多热管孔,热管孔的数量一般达到50个以上,在相对较小的壁厚内,要保证各个热管孔都有相近的斜度,加工困难、技术难度高,在加工过程中很容易因其中某个孔达不到要求而使整个辊体报废。基于这个这种情况,日本tmt公司在中国专利cn107787058a中公开了在原有热管热辊的基础上,采用在辊体内侧
设置一层高热传导碳纤维复合材料作为均热层取代热管的方法,在同样高频加热的情况下,提高轴向传热和减小壁厚,以实现热辊表面快速升温和均温的目标。
9.斜管式热辊的设计中最大好处和优势在于,可以采用局部高频加热的方式,减少加热段长度可以简化高频加热结构线路、减轻热辊的重量,这对提升热辊技术有重要意义,但如何解决高质量、高效制造众多热管孔仍是生产中一大难题。
10.
技术实现要素:
11.本发明的目的在于克服现有技术中存在的不足,提供一种热管组件、包括热管组件的异型斜管式热辊及其加工方法,为解决热管热辊加工困难,特别是批量化加工困难的问题。
12.本发明的高速旋异型斜管式热辊及其加工方法,在热辊辊体的径向切面上,分布有众多异型斜管,异型斜管由第一曲面部和第二曲面部包围构成,其中的一种情况,是由半径为ra的圆弧和半径为rb的圆弧包围构成,并且在不同径向切面上的半径上,半径ra的圆弧相同,而半径rb会随着切面位置不同而不同,其变化趋势是靠近热辊电机端的切面的圆弧半径rb1总是大于远离热辊电机端的切面的圆弧半径rb2,在正常加工的情况下,其半径变化值与热管孔沿辊体中心轴的斜度呈一致的对应关系,异型斜管式热辊辊体的加工,先机加工第一曲面部和第二曲面部两个部件,然后将两个部件紧密贴合组装,并经焊接而成;第二曲面部的贴合面上加工有众多轴向槽道,作为异型斜管的组成部分,另外在两端或中间不同位置加工出径向环形槽将上述异型斜管连通,这种加工方法避免了通常的热管式热辊采用打深孔时加工质量不高、加工困难、加工成本高的缺点,具有加工制造简单、工艺稳定可靠的特点,特别在制造梯度斜孔的情况下更显出它加工简单、性能稳定的优点。
13.本发明采用的技术方案是:一种热管组件,其中:所述热管组件包括轴向排布的多个异型斜管和连通多个异型斜管的径向环形槽,每个所述异型斜管的径向截面均包括相同轴向锥度的第一曲面部和第二曲面部,轴向锥度为异型斜管的斜度,所述第一曲面部和第二曲面部相互连接成异型斜管,所述第一曲面部的内表面半径为rb,和所述第一曲面部对应位置的第二曲面部外表面半径为rb,所述第二曲面部的外表面轴向加工多个半径为ra的槽道。
14.优选的是,所述的热管组件,其中:每个所述槽道的形状均为半圆形、小于二分之一圆的圆弧形或大于二分之一且小于四分之三圆的圆弧形中的一种。
15.优选的是,所述的热管组件,其中:所述径向环形槽设置在第二曲面部外表面的两头和/或中间,个数为1
‑
8个。
16.优选的是,所述的热管组件,其中:所述径向环形槽设置在第二曲面部外表面的两头和/或中间,个数为2
‑
4个。
17.优选的是,所述的热管组件,其中:所述第一曲面部和第二曲面部的轴向斜度相同;每个所述第一曲面部和第二曲面部的接触面的轴向斜度为0.5
°‑
2.5
°
。
18.优选的是,所述的热管组件,其中:每个所述第一曲面部和第二曲面部均包括低斜度段和高斜度段,所述低斜度段的斜度为0
‑
0.5
°
,高斜度段的斜度为0.5
°‑
2.5
°
。
19.优选的是,所述的热管组件,其中:所述低斜度段的长度占异型斜管全长的20%
‑
45%。
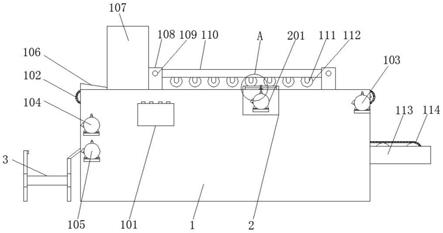
20.一种包括热管组件的异型斜管式热辊,其中:所述热辊包括辊体,所述辊体内设置热管组件,所述辊体上固定连接有连接锥套,所述连接锥套上设置电机轴,所述电机轴通过连接锥套连接辊体,所述电机轴上设置连接座,所述连接座上设置感应发热机构,所述连接座一端连接轴座,所述轴座连接电机,所述电机连接温度变送器。
21.优选的是,所述的异型斜管式热辊,其中:所述辊体为钢质材料或铝合金材料,当辊体为铝合金材料时,所述辊体内壁设置套筒。
22.一种异型斜管式热辊的加工方法,其中:包括以下步骤:s1.提供第一曲面部和第二曲面部,在第二曲面部的外表面轴向上加工多个半径为ra的槽道;s2.在第二曲面部上的两头和中间相间加工出径向环形槽;s3.将第一曲面部和第二曲面部紧密贴合并经焊接,得到异型斜管,并将多个异型斜管组装得到异型斜管式热辊辊体;s4.组装:将热辊辊体和其它部件组装,得到异型斜管式热辊。
23.本发明的优点在于:(1)本发明的异型斜管式热辊,异型斜管加工采用分步工艺完成,即先分别完成第一曲面部和第二曲面部,然后贴合拼接并焊接,异型斜管的质量要求容易达到、加工成本低。
24.(2)本发明的异型斜管式热辊,在相同热管内表面积的情况下,异型斜管的径向距离相比圆形管可以减小约1/4,这对减小热辊辊体的壁厚有很大好处。
25.(3)本发明的异型斜管式热辊,热管采用表外加工方式,可以容易进行孔内的表面处理,使热管孔有更好的光洁度,减小热媒液体回流的阻力,可以减小热管的斜度,这也是一个减小热辊壁厚的有效方法,试验数据表明,在同样转速的情况下,采用热管内表面表面光洁处理后,为克服热媒液体回流的阻力所设计的热管最小斜度,可以从0.7
°
降低到0.5
°
以下,其壁厚至少可以减小1.5mm。
26.附图说明
27.图1为实施例1的异型斜管式热辊示意图。
28.图2 为本发明异型斜管式热辊的部分结构示意图。
29.图3为异型斜管截面示意图。
30.图4为第一曲面部和第二曲面部组合成异型斜管示意图。
31.图5热辊辊体径向截面斜管分布示意图。
32.图6实施例2第二曲面部的结构示意图。
33.图7实施例2第一曲面部的结构示意图。
34.图8实施例3第二曲面部的结构示意图。
35.图9实施例3第一曲面部的结构示意图。
36.图中:异形斜管1、径向环形槽2、辊体11、套筒13、感应发热机构14、连接锥套15、电机轴16、连接座17、电机18、温度变送器19、轴座20、第一曲面部a、第二曲面部b。
37.具体实施方式
38.下面结合具体实施例对本发明作进一步说明。
39.实施例1如图1
‑
2所示,异型斜管式热辊包括辊体11,所述辊体11内设置热管组件,所述辊体11上固定连接有连接锥套15,所述连接锥套15上设置电机轴16,所述电机轴16通过连接锥套15连接辊体11,所述电机轴16上设置连接座17,所述连接座17上设置感应发热机构14,所述连接座17一端连接轴座20,所述轴座20连接电机18,所述电机18连接温度变送器19。
40.辊体11为钢质材料或铝合金材料,当辊体11为铝合金材料时,所述辊体11内壁设置套筒13。
41.以上结构最重要的部件就是热管组件的结构,它直接影响热辊的生产制造、传热效果和系统的温度均匀性,现有设计的热管,其优点是可以通过热媒蒸汽的快速传热使辊面升温,但加工时都是采用打深孔的方法,其不足也是明显的,就是众多热管孔加工困难、加工成本高,并且也使热辊的壁厚增加,但总体而言,热管热辊的均温效果还是明显的,能够满足化纤纺丝的生产生工艺要求。
42.而斜管热辊的优点在于可以将加热段设计在辊体长度的一半以下,例如1/3的长度,工作中热媒液体依靠离心力的作用快速回流并集中在靠近电机端的加热段,远离电机端的辊体的热量补充主要依靠热媒蒸汽通过热管传送。
43.对于热管的形状,由于离心力向外的作用都是将热媒液体甩到热管外侧,而加热热源总是在热管内侧方向,因此减小热管径向距离也有利于加热和传热效率的提高;本发明采用异型斜向热管设计,其靠近热源的一边为一小半径弧形结构,远离热源的一边采用大半径弧形结构,可以减小异型热管中的热媒液体的径向受热距离。
44.本发明的加工方法可以容易地实现斜管的加工生产,即将异型斜管假设剖成第一曲面部a、第二曲面部b两个部分,第一曲面部a、第二曲面部b两个部分经贴合组装可以组成一个完整的异型斜管1,在第二曲面部b的规定位置上加工出半径为ra圆形槽,同时在第一曲面部a上可以不加工或加工出与第二曲面部b相应位置内圆形槽,将第一曲面部a、第二曲面部b贴合并焊接,就完成了异型斜管1的加工,这种加工方式可称为热管孔外加工,重要的一面是,由于采用热管孔表外加工方式,其热管内表面的表面处理或光洁度都可以得到保证。
45.在以往的技术中,为了减小斜管热辊的壁厚,已经设计了热辊的梯度热管技术,例如cn111733468a、cn212335371u、pct/cn2020/103331,这样可以减小热辊的壁厚;在以往的热管打深孔加工中,如果采用一个方向打深孔,无法完成梯度热管孔的加工,就要采用从两头打两种梯度的孔,但打深孔时两种梯度交界处的处理就是一个困难,对于高速旋转梯度热管热辊来说,梯度斜孔的加工如果采用打孔的方法,是相当困难的,而采用了本发明的热管孔外加工工艺,就可以容易实现;同样的方法,先做出第一曲面部a和第二曲面部b,第一曲面部a和第二曲面部b的相应位置上有两种相同的外锥度和内锥度,然后在第二曲面部b上的规定位置上加工出设计尺寸的圆弧形槽道,同时在第一曲面部a上不加工或加工出与第二曲面部b相应位置的圆弧形槽道,最后将第一曲面部a和第二曲面部b贴合组装并焊接
就得到异型斜管。
46.实施例2如图3
‑
7所示,热管组件包括轴向排布的多个异型斜管1和连通多个异型斜管的径向环形槽2,每个所述异型斜管1的径向截面均包括相同轴向锥度的第一曲面部a和第二曲面部b,轴向锥度为异型斜管1的斜度;所述第一曲面部a和第二曲面部b相互连接成异型斜管1,所述第一曲面部a的内表面半径为rb,和所述第一曲面部a对应位置的第二曲面部b外表面半径为rb,所述第二曲面部b的外表面轴向加工多个半径为ra的槽道。
47.异型斜管为剖开的由图6的第二曲面部b和图7的第一曲面部a两个部分,其中第一曲面部a和第二曲面部b接触面的轴向斜度为0.75
°
,在第二曲面部b的规定位置上加工出半径为ra圆形槽,其中,圆形槽的深度可以超出半圆,为加工方便,超出部分可以加工成直形,同时在第一曲面部a上可以不加工或加工出与第二曲面部b相应位置内圆形槽,将第一曲面部a和第二曲面部b贴合并焊接,就完成了异型斜管1的加工。
48.如图4,对于需要分布有1
‑
8个异型斜管1的径向环形槽2的情况,只要在第二曲面部b外表面的相应位置径向加工出规定尺寸的径向环形槽2,然后组装和焊接就可实现。
49.异型斜管1孔内表面的耐蚀和表面光洁处理,只要对加工出的槽道进行耐蚀和光洁处理就可以,这属于表外处理方式,生产上容易做到。
50.相对于打深孔加工方式,工效提高3倍,产品合格率提高50%。同样孔管体积,辊体壁厚减小1.5mm。
51.实施例3如图3
‑
5和8
‑
9所示,热管组件包括轴向排布的多个异型斜管1和连通多个异型斜管的径向环形槽2,每个所述异型斜管的径向截面均包括相同轴向锥度的第一曲面部a和第二曲面部b,轴向锥度为异型斜管的斜度;所述第一曲面部a和第二曲面部b相互连接成异型斜管,所述第一曲面部a的内表面半径为rb,和所述第一曲面部a对应位置的第二曲面部b外表面半径为rb,所述第二曲面部b的外表面轴向加工多个半径为ra的槽道。
52.采用耐热不易变形铝合金a390做辊体材料,先机加工做出第一曲面部a和第二曲面部b外形,其中第一曲面部a和第二曲面部b有两个相同的外锥度和内锥度,其中靠近电机端的低斜度段斜度为0.2
°
,其长度占辊体全长的1/3,其余为高斜度段,其斜度为0.75
°
,然后在第二曲面部b上的规定位置上加工出设计尺寸的圆弧形槽道如图7所示,同时在第一曲面部a上不加工或在与第二曲面部b相应位置加工出内圆弧形槽如图9所示,最后将第一曲面部a和第二曲面部b贴合组装并焊接就得到梯度热管。
53.同样,对于需要在异型斜管式热辊的辊体中分布有1
‑
8个联通热管的径向环形槽2的情况,只要在第二曲面部b外表面的相应位置径向加工出规定尺寸的径向环形槽2,然后组装和焊接就可轻易实现,对加工出的铝合金槽道表面要进行特殊的硬化处理和耐蚀处理。
54.实施例4按实施例2要求制造并组装好的异型斜管式热辊,并按图1 的要求装配好,其中靠近电机端安装感应发热机构14(感应线圈),其长度为辊体长度的1/3,热辊以1000rpm转速旋转,设定温度为120℃,从室温开始只需5分钟时间就达到设定温度,平衡4分钟后测组面温度,四点位量温度差
±
0.5℃(实际测量误差),辊面温度均匀是热管式传热最基本的汽液
平衡热辊的特征,将上述热辊继续升温至175℃,并提高转至6000rpm,本发明更显示出热管效应中均温和热负荷较大状况下的补偿温度功能,实测辊面温度偏差小于1.0℃。
55.实施例5按实施例3要求加工好的异型斜管式铝合金热辊,辊体的内表面增加一圈导磁性套筒13,用于感应加热热辊的热源,其长度和感应发热机构14(感应线圈)相当,并按图1 的要求装配好全部的热辊,装配好的热辊以1000rpm转速旋转,设定温度为120℃,从室温开始只需3分钟时间就达到设定温度,平衡4分钟后测组面温度,四点位量温度差
±
0.4℃(实际|测量误差);将上述热辊继续升温至180℃,并提高转至5000rpm,本发明更显示出热管效应中均温和热负荷较大状况下的补偿温度功能,实测辊面温度偏差小于1.0℃。
56.本发明异型斜管热辊的加工和使用过程中对斜度、热管尺寸、使用热媒的要求,在中国专利cn 105155006b都有阐述,也符合本发明的要求,例如它公开了一种高速旋转热管式热辊及其传热加工方法,热辊一端封闭,另一端打有众多热管孔后封闭,所述的热管孔为斜孔,斜度为0.7
°
~1.2
°
,每个热管孔根部联通,整体封口;加热区设置在靠近电机的近端且长度缩短至辊体长度的30
‑
45%,由于斜孔的设计,在高速运行时,热媒液体会依靠离心力回流至辊体近端的加热段进行加热,加热后产生的蒸气扩散至辊体远端实现高效传热的目的,因此,具有传热效率高、阻力损失小、结构紧凑、工作可靠和维护费用少的优点。
57.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。