1.本公开内容的实施方式一般涉及光学装置。更具体而言,本文描述的实施方式提供用于制造光学装置的多深度膜的形成。
背景技术:
2.光学装置可用于通过在基板上形成的光学装置的结构的空间变化的结构参数(例如,形状、尺寸、定向)来操纵光的传播。光学装置提供空间变化的光学响应,其根据需要塑形光学波前。光学装置的这些结构通过引起局部相位不连续(即,在小于光的波长的距离上的相位的突然改变)来改变光传播。这些结构可由基板上不同类型的材料、形状或配置构成,并且可基于不同的物理原理来操作。
3.制造光学装置需要由设置在基板上的装置材料层形成结构。然而,待制造的光学装置的期望性质可能需要具有各种深度的结构。因此,在本领域中需要用于形成用于制造光学装置的多深度膜的方法。
技术实现要素:
4.在一个实施方式中,提供一种方法。该方法包含在基板的表面上设置装置材料的基底层。基底层具有基底层深度。装置材料的一个或多个心轴设置在基底层上。设置一个或多个心轴的步骤包含在基底层上方定位掩模。掩模具有具第一掩模深度的槽的图案的第一部分及具第二掩模深度的槽的该图案的第二部分。第一掩模深度对应于具有第一心轴深度的心轴,第二掩模深度对应于具有第二心轴深度的心轴。在掩模位于基底层上方的情况下沉积装置材料以形成光学装置,该光学装置具有具基底层深度的基底层及具有第一心轴深度与第二心轴深度的一个或多个心轴。
5.在另一个实施方式中,提供一种方法。该方法包含在基板的表面上设置装置材料的基底层。基底层具有基底层深度。装置材料的一个或多个心轴设置在基底层上。设置一个或多个心轴的步骤包含在基底层上方定位第一掩模,并且在第一掩模上方定位第二掩模。第一掩模具有具第一掩模深度的槽的第一图案。第一掩模深度对应于具有第一心轴深度的心轴。第二掩模具有具第二掩模深度的槽的第二图案。第二掩模深度对应于具有第二心轴深度的心轴。在第一掩模与第二掩模位于基底层上方的情况下沉积装置材料以形成光学装置,该光学装置具有具基底层深度的基底层及具有第一心轴深度与第二心轴深度的一个或多个心轴。
6.在又另一个实施方式中,提供一种方法。该方法包含在基板的表面上设置装置材料的基底层。基底层具有基底层深度。第一图案化光刻胶设置在基底层上方。第一图案化光刻胶具有第一开口及对应于第一心轴深度的第一厚度。装置材料沉积在第一图案化光刻胶上方。移除第一图案化光刻胶以形成具有第一心轴深度的一个或多个心轴。第二图案化光刻胶设置在基底层及具有第一心轴深度的一个或多个心轴上方。第二图案化光刻胶具有第二开口及对应于第二心轴深度的第二厚度。装置材料沉积在第二图案化光刻胶上方。移除
第二图案化光刻胶以形成具有第一心轴深度及第二心轴深度的一个或多个心轴。
7.在另一个实施方式中,一种处理系统包括:工厂接口(factory interface);设置在工厂接口内的第一致动器;设置在工厂接口内的第二致动器;设置在工厂接口内的对准器站;及与工厂接口耦接的翻转装置(flipper device)。
8.在另一个实施方式中,一种组装载具组件的方法包括以下步骤:将载具插入对准站中,该载具上具有掩模;对准载具与掩模;将掩模与载具分离;从对准站移除载具;将基板插入对准站中;使基板与掩模接触;及使载具与基板及掩模接触以产生载具组件。
附图说明
9.为了可详细地理解本公开内容的上述特征的方式,可通过参照实施方式对以上简要总结的本公开内容进行更特定的描述,实施方式中的一些实施方式绘示于附图中。然而,应注意,附图仅绘示示例性实施方式,因此不应视为限制其范围,并且可允许其他等效实施方式。
10.图1为根据实施方式的用于形成多深度膜的方法的流程图。
11.图2a和图2b为根据实施方式的在用于形成多深度膜的方法期间的基板的示意截面图。
12.图3a和图3b为根据实施方式的在用于形成多深度膜的方法期间位于腔室内的基板的示意截面图。
13.图3c为根据实施方式的第一掩模的示意俯视图。
14.图3d为根据实施方式的第二掩模的示意俯视图。
15.图4为根据实施方式的用于形成多深度膜的方法的流程图。
16.图5a至图5c为根据实施方式的在用于形成多深度膜的方法期间的基板的示意截面图。
17.图6为根据实施方式的载具组件的截面图。
18.图7a和图7b为根据实施方式的处理系统及脱机建构工具的示意俯视图。
19.图8a和图8b为根据实施方式的装载的前开式标准舱(front opening unified pod)的示意截面图。
20.图9a至图9f为图7b中的建构工具在各种操作阶段的示意截面图。
21.为了促进理解,在可能的情况下使用了相同的附图标记来指称附图中共有的相同元件。预期一个实施方式的元件和特征可有益地并入其他实施方式中,而无需进一步叙述。
具体实施方式
22.本公开内容的实施方式涉及形成用于制造光学装置的多深度膜。图1为用于形成多深度膜200的方法100的流程图。图2a和图2b为在用于形成多深度膜200的方法100期间的基板201的示意截面图。
23.于操作101,如图2a所示,装置材料的基底层202设置在基板201的表面203上。基板201也可经选择以透射适当量的期望的波长或波长范围的光,如红外区域至uv区域(即,从约700纳米至约1500纳米)中的一个或多个波长。在不受限制下,在一些实施方式中,基板201经配置为使得对光谱的uv区域基板201透射大于或等于约50%、60%、70%、80%、90%、
95%、99%。基板201可由任何适合的材料形成,只要基板201可适当地透射期望的波长或波长范围中的光并且可用作光学装置的适当支撑件即可。在可与本文所述的其他实施方式结合的一些实施方式中,与装置材料的折射率相比,基板201的材料具有相对较低的折射率。基板选择可包含任何适合的材料的基板,包含但不限于非晶电介质、结晶电介质、氧化硅、聚合物及它们的组合。在可与本文所述的其他实施方式结合的一些实施方式中,基板201包含透明材料。在可与本文所述的其他实施方式结合的一个实施方式中,基板201为透明的且吸收系数小于0.001。适合的实例可包含氧化物、硫化物、磷化物、碲化物或它们的组合。
24.在可与本文所述的其他实施方式结合的一个实施方式中,在基板201的表面203上方设置装置材料的基底层202的步骤包含但不限于以下中的一或多者:液体材料浇铸(liquid material pour casting)工艺、旋转涂布(spin
‑
on coating)工艺、液体喷涂(liquid spray coating)工艺、干粉涂布(dry powder coating)工艺、丝网印刷(screen printing)工艺、刮刀(doctor blading)工艺、物理气相沉积(pvd)工艺、化学气相沉积(cvd)工艺、等离子体增强(pecvd)工艺、可流动cvd(fcvd)工艺以及原子层沉积(ald)工艺。在可与本文所述的其他实施方式结合的另一个实施方式中,材料层包含但不限于含二氧化钛(tio2)、氧化锌(zno)、二氧化锡(sno2)、铝掺杂的氧化锌(azo)、氟掺杂的氧化锡(fto)、锡酸镉(氧化锡)(cto),及锡酸锌(氧化锡)(snzno3)、氮化硅(si3n4),及非晶硅(a
‑
si)的材料。基底层202具有从基底层202至基板201的表面203的基底层厚度204。
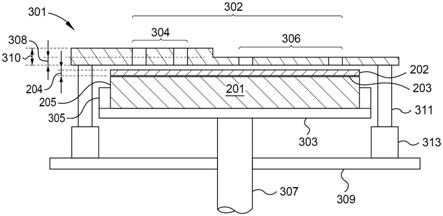
25.于操作102,如图2b所示,装置材料的一个或多个心轴208设置在基底层202上以形成多深度膜200。在可与本文所述的其他实施方式结合的一个实施方式中,于操作102,如图3a所示,包含在基板201上方定位掩模301(如阴影掩模)并且沉积装置材料。沉积装置材料可包含但不限于以下中的一或多者:pvd工艺、cvd工艺、pecvd工艺、fcvd工艺或ald工艺。可在能在真空压力下操作的沉积腔室中执行装置材料的沉积。
26.掩模301包含穿过掩模301设置的槽302的图案。槽302的图案的第一部分304具有第一掩模深度308,槽302的图案的第二部分306具有第二掩模深度310。具有第一掩模深度308的槽302的图案的第一部分304形成具有第一心轴深度210的一个或多个心轴208。第一心轴深度210为从具有第一心轴深度210的心轴208的顶表面212至基底层202的距离。具有第二掩模深度310的槽302的图案的第二部分306形成具有第二心轴深度211的一个或多个心轴208。第二心轴深度211为从具有第二心轴深度211的心轴208的顶表面214至基底层202的距离。如图2b所示,多深度膜200包含基底层202及一个或多个心轴208,基底层202具有基底层厚度204,心轴208具有第一心轴深度210及第二心轴深度211。在可与本文所述的其他实施方式结合的一个实施方式中,多深度膜200包含形成在其上的对准标记(未图标)以用于进一步处理,如用于将多深度膜200图案化和/或蚀刻以在基板201上形成装置材料的结构。
27.在可与本文所述的其他实施方式结合的一个实施方式中,如图3a和图3b所示,基板201被保持在基板支撑件303上。基板支撑件303包含夹环(clamp ring)305,夹环305能够将基板201保持在基板支撑件303上而不接触基底层202和心轴208。在可与本文所述的其他实施方式结合的一个实施方式中,掩模301组装至夹环305中并且基于改变掩模301中的窗口(例如,槽302)的尺寸的沉积的装置材料累积的速率以一定间隔进行更换。
28.在可与本文所述的其他实施方式结合的另一个实施方式中,掩模301由基板尺寸
的盘形成,且粘合剂涂布至盘的外周围。该粘合剂允许基板201附着至夹环305的下侧。在掩模301已累积了最大可容忍的沉积的装置材料之后,腔室中的加热器将加热至消除粘合剂的附着力的温度,从而释放基板201以在与腔室耦接的装载锁定(load lock)处被取回及更换。在可与本文所述的其他实施方式结合的一个实施方式中,掩模301可装载至快门盘区域中。机构可将掩模301附着至夹环305。释放机构可释放附着至夹环305的下侧的掩模301。
29.基板支撑件303耦接至延伸穿过腔室主体309的杆307。杆307连接至举升系统(未图标),该举升系统使基板支撑件303在处理位置(如图标)与传送位置(未图标)之间移动以促进基板201的传送。掩模301可包含开口(未图示)用以使掩模301与基板201及掩模支撑件311对准,掩模支撑件311耦接至腔室主体309的一个或多个致动器313。一个或多个致动器313控制掩模支撑件311的移动,以使掩模301(或图3b的第一掩模315及第二掩模317)与基板201对准。掩模301也可防止在操作102期间在基板201的边缘205上沉积装置材料。
30.在可与本文所述的其他实施方式结合的一个实施方式中,掩模301为带状(tape)掩模。带状掩模可包含聚合物片,如聚酰亚胺(polyimide)。带状掩模可缠绕在卷轴上。于操作102,经由使带与基板201紧密接触的进料机构进给带状掩模。第一机构用于将带状掩模附着至基板201,如静电电荷或粘合剂。第二机构(如辊或图框)用于以受控方式将带状掩模放置在基板201上。在可与本文所述的其他实施方式结合的一个实施方式中,带状掩模在缠绕至卷轴上之前已进行预图案化。在可与本文所述的其他实施方式结合的另一个实施方式中,激光划线站用于产生各种掩模图案中的任一种。
31.在可与本文所述的其他实施方式结合的一个实施方式中,如图3b、图3c及图3d所示,操作102包含在基板201上方定位第一掩模315和第二掩模317以及沉积装置材料。可在第一掩模315和第二掩模317皆位于基板201上方的情况下执行装置材料的沉积。可在第一掩模315位于基板201上方并且随后第二掩模317位于基板201上方的情况下执行装置材料的沉积。利用第一掩模315和第二掩模317形成多深度膜200,多深度膜200包含具有基底层厚度204的基底层202以及具有第一心轴深度210与第二心轴深度211的一个或多个心轴208。
32.第一掩模315包含穿过第一掩模315设置的槽314的图案。槽314的图案具有第一掩模深度316。具有第一掩模深度316的槽314的图案形成具有第一心轴深度210的一个或多个心轴208。第二掩模317包含穿过第二掩模317设置的槽318的图案。槽318的图案具有第二掩模深度320。槽318的图案与槽314的图案的一部分对准。在可与本文所述的其他实施方式结合的一个实施方式中,槽318的图案与槽314的图案的一部分重叠。槽318的图案与槽314的图案的一部分对准,形成具有第二心轴深度211的一个或多个心轴208。第一掩模315和第二掩模317可包含开口319,以使第一掩模315和第二掩模317与基板201及掩模支撑件311对准,掩模支撑件311耦接至腔室主体309的一个或多个致动器313。
33.在可与本文所述的其他实施方式结合的一个实施方式中,支架系统用于从传送带上拾取至少一个基板201,并且将每个基板201放置在蛤壳式(clamshell)掩模施加器的接收区域中。蛤壳式掩模施加器可配备有对准能力,并且多个掩模(例如,第一掩模315及第二掩模317)可在基板201上方对准。在可与本文所述的其他实施方式结合的一个实施方式中,底部掩模(例如,第一掩模315)可具有在其上图案化的特征,并且掩盖补丁(blank off patch)可固定至底部掩模。可在方法100期间依序移除掩盖补丁。
34.图4为用于形成多深度膜500的方法400的流程图。图5a至图5c为在用于形成多深度膜500的方法400期间的基板201的示意截面图。
35.于操作401,第一图案化光刻胶502设置在装置材料的基底层202上方,该装置材料的基底层202设置在基板201的表面203上。如方法100的操作101所述,装置材料的基底层202设置在基板201的表面203上。第一图案化光刻胶502为通过在基底层202上方设置光刻胶材料并且执行光刻工艺来形成。第一图案化光刻胶502包含第一开口504,第一开口504对应于待形成的具有第一心轴深度210的一个或多个心轴208。第一图案化光刻胶502具有第一厚度506,第一厚度506对应于第一心轴深度210。
36.于操作402,在第一图案化光刻胶502上方沉积装置材料,并且移除第一图案化光刻胶502以形成具有第一心轴深度210的一个或多个心轴208。移除第一图案化光刻胶502的步骤可包含光刻工艺或蚀刻工艺。于操作403,在基底层202及具有第一心轴深度210的一个或多个心轴208上方设置第二图案化光刻胶508。第二图案化光刻胶508为通过在基底层202上方设置光刻胶材料并且执行光刻工艺来形成。第二图案化光刻胶508包含第二开口512,第二开口512与具有第一心轴深度210的一个或多个心轴208的一部分对准。在操作403之后,第二开口512与具有第一心轴深度210的一个或多个心轴208的一部分的对准将形成具有第二心轴深度211的一个或多个心轴208。第二图案化光刻胶508具有第二厚度510,第二厚度510与第一心轴深度210结合对应于第二心轴深度211。
37.于操作404,在第二图案化光刻胶508上方沉积装置材料,并且移除第二图案化光刻胶508以形成具有第二心轴深度211的一个或多个心轴208。移除第二图案化光刻胶508的步骤可包含光刻工艺或蚀刻工艺。移除第二图案化光刻胶508的步骤形成多深度膜500,多深度膜500包含具有基底层厚度204的基底层202以及具有第一心轴深度210与第二心轴深度211的一个或多个心轴208。
38.图6为根据一个实施方式的载具组件600的示意图。载具组件600由载具601、基板201及夹环或掩模301组成。载具组件600用于在处理期间支撑及运输基板201。载具601将基板201支撑在基板的外边缘上,以便不损坏基板201的背侧。在一个实施方式中,载具601为300mm载具。在一个实施方式中,基板201为200mm基板,并且掩模301为200mm掩模。在另一个实施方式中,基板201为300mm基板,并且掩模为300mm掩模。
39.图7a为处理系统700的示意图。处理系统700包含耦接至装载锁定702的传送腔室701。应理解,尽管在图7a中图示两个装载锁定702,但预期可使用单一装载锁定702,或甚至可使用多于两个装载锁定702。因此,本文论述的实施方式不限于两个装载锁定702。装载锁定702耦接至工厂接口704。装载端口站705耦接至工厂接口704。在一个实施方式中,如图7a所示,存在四个装载端口站705。应理解,尽管在图7a中图示四个装载端口站705,但预期可使用任何数量的装载端口站705。因此,本文论述的实施方式不限于四个装载端口站705。在一个实施方式中,处理系统700可为蚀刻处理腔室。在另一个实施方式中,处理系统700可为pvd处理腔室。装载端口站705将含有一个或多个载具组件600。载具组件将在与装载端口站705及工厂接口704分开的位置处组装。
40.载具组件600将在脱机建构站703中组装。建构站703用于以自动化形式来建构及拆卸一个或多个载具组件600。自动地建构载具组件600更有效率,及时且合乎成本,并且防止潜在的颗粒损伤或破裂。与若为手动建构的载具组件600相比,自动地建构载具组件600
还可生产更高质量的产品。
41.图7b为脱机建构站703的详细示意图。利用建构站703来组装载具组件600。脱机建构站703具有工厂接口704及装载端口站705a至705d。前开式标准舱(foup)801a及801b分别位于装载端口站705a及705b。foup 802位于装载端口站705d。翻转装置803位于装载端口站705c。两个致动器706及707设置在工厂接口704内。在一个实施方式中,致动器706为应用材料公司的300mm scara机器人,而致动器707为应用材料公司的200mm scara机器人。致动器706及致动器707彼此独立。致动器706、707具有致动器臂708及709。臂708、709使致动器706、707能够接收及运输载具组件600的部件。真空吸盘710及对准器711位于工厂接口704中的致动器706、707之间的对准器站900。
42.图8a和图8b为foup 801及foup 802的截面图。图8a代表foup 801。foup 801装载有载具601及掩模301。foup 801为300mm foup。通用foup为具有25个槽的盒。foup 801为利用二十五个槽中的每个其他槽的跳过装载(skip
‑
loaded)。槽804a
‑
l代表foup 801的已装载槽。槽805代表空槽。每个foup 801装载有十二个载具组件600。图8b代表foup 802。foup 802装载有基板201。在一个实施方式中,foup 802为300mm foup。在另一个实施方式中,foup 802为200mm基板foup。foup 802装载有二十四个基板201。
43.对准器711用于在xy方向上定向掩模301、基板201及载具601。对准器711能够旋转360度。对准器711旋转掩模301、基板201或载具601以寻找掩模301、基板201及载具601的中心712。对准器711能够以约0.001英寸的准确度定位掩模301、基板201或载具601的中心712。对准器711能够对准200mm基板或300mm基板。在一个实施方式中,如图3c及图3d所描绘,掩模301、基板201及载具601由开口319对准。如以下所论述,对准器711包含真空吸盘710。真空吸盘710具有内部区域901及外部区域902。内部区域901经配置为吸附基板201。外部区域902经配置为吸附掩模301。
44.图9a至图9f为建构载具组件600的建构站703的示例性实施方式的各个阶段的示意截面图。图9a描绘过程开始。该过程从致动器706将致动器臂708延伸至foup 801a中开始。该致动器由在载具601下方延伸臂708来接收掩模301及载具601。臂708将掩模301及载具601运输至对准器711。致动器706将掩模301及载具601放置在对准器711上,然后致动器706缩回臂708。对准器711对准掩模301及载具601。致动器706在现对准的掩模301及载具601下方延伸臂708。如图9b所描绘,致动器臂708将掩模301及载具601提升距离903至真空吸盘710。距离903为预先校准的距离。真空吸盘710与外部区域902接合,并且将掩模301吸附至真空吸盘710。在掩模301吸附至真空吸盘710的情况下,致动器臂708降低载具601,如图9c所描绘。一旦降低,致动器臂708即与载具601一起缩回。
45.致动器707将致动器臂709延伸至foup 802中。臂709接收基板201。臂709将基板201运输至对准器711。致动器707缩回臂709,同时对准器711对准基板201。如图9d所描绘,臂709在现对准的基板201下方延伸。如图9e所描绘,臂709将基板201提升距离903至真空吸盘710。真空吸盘710接合内部区域901,并且将基板201吸附至真空吸盘710。致动器臂709现降低并且缩回。致动器臂708现延伸载具601。臂708将载具601提升距离903至真空吸盘710。真空吸盘710的内部区域902释放基板201。真空吸盘710的外部区域901释放掩模301。如图9f所描绘,现完全组装的载具组件600由臂708降低。致动器臂708缩回载具组件600,并且将完整的载具组件600返回至foup 801a。现在,致动器臂708能够从foup 801a撷取另一个掩
801b中具有翻转的基板201的完全组装的载具组件600。然后,载具组件600准备好在背侧上处理基板201。以上公开的过程也可在没有掩模301的情况下完成,从而造成具有载具601及翻转的基板201的组件。
49.在另一个实施方式中,利用建构站703来拆卸载具组件600。掩模301及载具601能够重复用于多个进程列。拆卸过程于装载有完整的载具组件600的foup 801a及foup 801b开始。在一个实施方式中,基板201的前侧已进行了处理。在另一个实施方式中,基板201的前侧及背侧已进行了处理。致动器臂708延伸至foup 801a中,并且从槽808接收载具组件600。致动器臂708将载具组件600放置至对准器711上。致动器706缩回臂708,对准器711对准组件600。臂708延伸以接收组件600。臂708提升组件600距离903至真空吸盘710。真空吸盘710接合内部区域901以吸附基板201,并且接合外部区域902以吸附基板201。然后,致动器706将臂708与载具601一起降低及缩回。致动器707在真空吸盘710下方延伸臂709。臂709被提升距离903至真空吸盘710上的基板201。真空吸盘710解除接合内部区域901,从而释放基板201至致动器臂709上。致动器臂709降低基板201并且延伸至foup 802中。将基板201放入foup 802的最低的槽808x中。然后臂708在真空吸盘710下方延伸载具601。臂708将载具601提升距离903至真空吸盘710以接收掩模301。真空吸盘710解除接合外部区域902,从而释放掩模301至载具601上。致动器臂708降低掩模301及载具601组件,并且将掩模301及载具601放入槽804l中。
50.一旦foup 801a的组件600完全拆卸,即对foup 801b重复该过程。重复该过程直到foup 801a及foup 801b的全部载具组件600已拆卸。上述拆卸过程的结果为,foup 801a及foup 801b装载了掩模301及载具601以及foup 802装载了已处理的基板201。在拆卸过程中,载具组件600从foup 801a及foup 801b沿方向807卸除,基板201沿方向807装载至foup 802中。也可在没有掩模301的情况下完成以上公开的过程,从而造成装载有载具601的载具foup 801a及载具foup 801b以及装载有已处理的基板201的foup 802。
51.在一个实施方式中,一种方法包括:在基板的表面上设置装置材料的基底层,该基底层具有基底层深度;以及在基底层上设置装置材料的一个或多个心轴,其中设置一个或多个心轴的步骤包括:在基底层上方定位掩模,该掩模具有:具有第一掩模深度的槽的图案的第一部分,第一掩模深度对应于具有第一心轴深度的心轴;及具有第二掩模深度的槽的图案的第二部分,第二掩模深度对应于具有第二心轴深度的心轴;及在掩模位于基底层上方的情况下沉积装置材料以形成光学装置,该光学装置具有具基底层深度的基底层及具有第一心轴深度与第二心轴深度的一个或多个心轴。装置材料通过pvd沉积。装置材料通过cvd沉积。装置材料通过ald沉积。心轴包括含二氧化钛(tio2)、氧化锌(zno)、二氧化锡(sno2)、铝掺杂的氧化锌(azo)、氟掺杂的氧化锡(fto)、锡酸镉(氧化锡)(cto),及锡酸锌(氧化锡)(snzno3)、氮化硅(si3n4),及非晶硅(a
‑
si)的材料。第一心轴深度大于第二心轴深度。第一掩模深度大于第二掩模深度。
52.在另一个实施方式中,处理系统包括:工厂接口;设置在工厂接口内的第一致动器;设置在工厂接口内的第二致动器;设置在工厂接口内的对准器站;及与工厂接口耦接的翻转装置。工厂接口包括四个装载端口站。翻转装置在四个装载端口站中的第一装载端口站处耦接至工厂接口。对准器设置在第一致动器与第二致动器之间。对准器站包括真空吸盘。真空吸盘包括用于吸附基板的内部区域及用于分别吸附掩模的外部区域。对准器站包
括对准器。
53.在另一个实施方式中,一种组装载具组件的方法包括:将载具插入对准站中,该载具上具有掩模;对准载具与掩模;将掩模与载具分离;从对准站移除载具;将基板插入对准站中;使基板与掩模接触;及使载具与基板及掩模接触以产生载具组件。将掩模与载具分离的步骤包括移动掩模至真空吸盘,并且使掩模吸附至真空吸盘。使基板与掩模接触的步骤包括移动基板至真空吸盘,并且使基板吸附至真空吸盘。使载具与基板及掩模接触的步骤包括从真空吸盘解除吸附基板及掩模。该方法进一步包括在使基板与掩模接触之后将载具插入至对准站中。掩模及基板的至少一部分放置在载具内。
54.尽管前述内容为涉及本公开内容的实施方式,但在不脱离本公开内容的基本范围的情况下,可设计本公开内容的其他及进一步实施方式,并且本公开内容的范围由随附权利要求书来确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。