1.相关申请的交叉引用
2.本技术要求在韩国知识产权局于2019年12月9日提交的韩国专利申请第10
‑
2019
‑
0163112号以及于2020年11月20日提交的韩国专利申请第10
‑
2020
‑
0156456号的权益,通过引用将每一个所述韩国专利申请的整个公开内容结合在此。
3.本公开内容涉及一种用于在涂覆电极活性材料浆料之前加热电极集流体的包括加热部的制造二次电池的电极的设备以及包括加热工序的制造二次电池的电极的方法。
背景技术:
4.由于化石燃料使用的快速增加,对使用替代能源或清洁能源的需求正在增加,并且作为这种需求的一部分,研究最为活跃的领域是利用电化学的电力产生和电力储存的领域。
5.目前,二次电池是利用这种电化学能量的电化学装置的代表性示例,其使用范围趋向于逐渐扩大。
6.近来,随着技术发展以及对诸如便携式计算机、便携式电话和相机之类的移动装置的需求的增加,对作为能源的二次电池的需求迅速增加。在这种二次电池之中,已经对表现出高能量密度和高工作电势、具有长循环寿命和低自放电速率的锂二次电池进行了许多研究并且得到商业化广泛使用。
7.此外,随着对环境问题的关注增加,经常对能够替代诸如汽油车辆和柴油车辆之类的使用作为空气污染主要原因之一的化石燃料的车辆的电动车辆、混合动力电动车辆等进行不断研究。虽然主要使用镍金属氢化物二次电池作为电动车辆和混合动力电动车辆的电源,但是对使用具有高能量密度和高放电电压的锂二次电池的研究也在积极进行,其中一部分锂二次电池正处于商业化阶段。
8.主要用作这种锂二次电池的负极集流体的铜箔在负极的工作电位范围0至2.5v下是稳定的,并且由于其价格竞争力和优异的导电性,是难以替换的成分。
9.在制造商制造铜箔之后,铜箔具有不稳定的相位,因而在机械性能上具有较宽的误差范围,将铜箔在室温下长时间储存以执行将拉伸强度稳定化的自退火(self annealing),在这种情况下,为了缩短退火时间,或者为了用于最终出货的加速测试而执行加热。
10.尽管制造方法与上述方法几乎相似,但是由于每个制造商都有独特技术,所以由各制造商生产的铜箔的机械性能不同,此外,甚至在由同一制造商生产的铜箔内也产生机械性能的不同。
11.因此,即使在使用铜箔的二次电池的制造商中,也迫切需要开发它们自己的能够增强这种铜箔的机械性能的独特技术。
技术实现要素:
12.技术问题
13.设计本公开内容来解决上述问题,本公开内容的目的是在二次电池电极的制造工序中,在特定条件下执行对片状集流体的加热,从而在使片状集流体的拉伸强度降低最小化的同时使韧性和伸长率最大化。
14.技术方案
15.应当理解,说明书和权利要求书中使用的术语和词语不应解释为仅限于一般含义或词典含义,术语的概念可定义为发明人以最佳方式对发明做出描述,并且基于这样的原则,术语和词语应解释为具有符合本公开内容的技术精神的含义和概念。
16.下文中,根据本公开内容的一个实施方式,提供了一种制造二次电池的电极的设备,包括:
17.卷绕有含铜的片状集流体的辊状退绕器(unwinder);
18.用于连续传送所述片状集流体的传送部;
19.加热部,所述加热部用于在120℃至150℃的温度下将从所述退绕器传送的所述片状集流体加热时间(m),时间(m)满足下式1;和
20.涂覆部,所述涂覆部用于在被加热的所述片状集流体的至少一个表面上涂覆电极活性材料浆料,
21.[式1]
[0022][0023]
其中,d是加热温度(℃),并且
[0024]
m是加热时间(分钟)。
[0025]
所述片状集流体可由铜(cu)构成,或者可以是铜表面涂覆有碳的材料,或者可以是铜与其他金属的合金或层压体。
[0026]
可通过在大气中热空气的对流方法、使用热源的加热方法、或者上述两种方法来执行所述加热。
[0027]
与加热前的室温拉伸强度相比,所述片状集流体可具有降低了5%以内的加热后的室温拉伸强度,并且所述片状集流体可具有30kgf/mm2至45kgf/mm2的加热前的室温拉伸强度。
[0028]
与加热前的伸长率相比,所述片状集流体可具有增加了15%至60%的加热后的伸长率,并且与加热前的韧性相比,所述片状集流体可具有增加了20%至50%的加热后的韧性。
[0029]
此外,制造电极的设备可进一步包括:
[0030]
干燥部,所述干燥部配置为通过将被涂覆的所述电极活性材料浆料干燥而在所述片状集流体的至少一个表面上形成电极混合物;
[0031]
辊压部,所述辊压部配置为通过一对辊辊压所述电极混合物;和
[0032]
辊状重绕器(rewinder),所述辊状重绕器配置为将具有其中形成在所述片状集流体上的电极混合物被辊压的结构的电极片重新卷绕。
[0033]
另外,根据本公开内容的另一个实施方式,提供了一种制造二次电池的电极的方
法,包括以下步骤:
[0034]
(a)在120℃至150℃的温度下将含铜的片状集流体加热时间(m),时间(m)满足下式1;和
[0035]
(b)在被加热的所述片状集流体的至少一个表面上涂覆、干燥并辊压电极活性材料浆料,
[0036]
[式1]
[0037][0038]
其中,d是加热温度(℃),并且
[0039]
m是加热时间(分钟)。
[0040]
所述片状集流体可由铜(cu)构成,或者可以是铜表面涂覆有碳的材料,或者可以是铜与其他金属的合金或层压体。
[0041]
可通过经由大气中的热空气的对流方法、使用热源的加热方法、或者上述两种方法来执行所述加热。
[0042]
与加热前的室温拉伸强度相比,所述片状集流体可具有降低了5%以内的加热后的室温拉伸强度,并且所述片状集流体可具有30kgf/mm2至45kgf/mm2的加热前的室温拉伸强度。
[0043]
与加热前的伸长率相比,所述片状集流体可具有增加了15%至60%的加热后的伸长率,并且与加热前的韧性相比,所述片状集流体可具有增加了20%至50%的加热后的韧性。
附图说明
[0044]
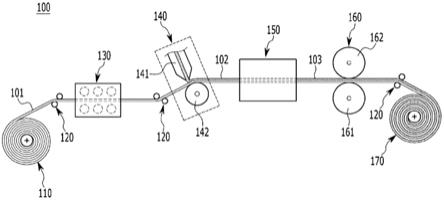
图1是根据本公开内容一个实施方式的制造二次电池的电极的设备的示意图;
[0045]
图2是图解根据实验例1的伸长率的变化的曲线图;
[0046]
图3是图解根据实验例2的拉伸强度和伸长率的变化的曲线图。
具体实施方式
[0047]
下文中,将更详细地描述本公开内容。
[0048]
根据本公开内容的一个实施方式,提供了一种制造二次电池的电极的设备,包括:
[0049]
卷绕有含铜的片状集流体的辊状退绕器(unwinder);
[0050]
用于连续传送所述片状集流体的传送部;
[0051]
加热部,所述加热部用于在120℃至150℃的温度下将从所述退绕器传送的所述片状集流体加热时间(m),时间(m)满足下式1;和
[0052]
涂覆部,所述涂覆部用于在被加热的所述片状集流体的至少一个表面上涂覆电极活性材料浆料,
[0053]
[式1]
[0054][0055]
其中,d是加热温度(℃),并且
[0056]
m是加热时间(分钟)。
[0057]
下文中,将参照附图详细描述本公开内容的制造电极的设备,使得本领域技术人员能够容易地实施本发明。然而,下面的附图仅用于说明目的,本发明可在本公开内容的范围内以各种不同的方式修改,不限于这些附图。
[0058]
具体地,图1示意性地示出了这种制造电极的设备。
[0059]
参照图1,根据本公开内容的电极制造设备包括:
[0060]
卷绕有含铜的片状集流体101的辊状退绕器110;
[0061]
用于连续传送片状集流体101的传送部120;
[0062]
加热部130,加热部130用于在120℃至150℃的温度下将从退绕器110传送的片状集流体101加热时间(m),时间(m)满足式1;和
[0063]
涂覆部140,涂覆部140用于在被加热的片状集流体101的至少一个表面上涂覆电极活性材料浆料102。
[0064]
下文中,将详细描述制造电极的设备的各部件。
[0065]
首先,退绕器110具有其中片状集流体101卷绕在辊上的结构。
[0066]
这种退绕器110展开片状集流体101,使得片状集流体101由传送部120传送。
[0067]
在此,根据本公开内容的片状集流体101包含铜,例如,可由铜(cu)构成,或者可以是铜表面涂覆有碳的材料,或者是铜与其他金属的合金或层压体,并且特别是,可由铜构成。
[0068]
传送部120接收从退绕器110展开的片状集流体101,并且用于将片状集流体101传送到加热部130和涂覆部140。
[0069]
在此,传送部120可以是辊。
[0070]
接下来,从退绕器110展开并且由传送部120传送的片状集流体101被传送到加热部130。
[0071]
加热部130在满足上述条件的温度和时间下执行加热。
[0072]
具体地,加热温度可以是120℃至150℃,具体是125℃至150℃,更具体是130℃至150℃。
[0073]
当在上述范围之外的非常低的温度下执行加热时,不能达到形成片状集流体的材料的再结晶温度,反而会降低伸长率,并且韧性的增加无法增加到满意水平。另一方面,当在过高温度下执行加热时,由于在大气中进行的加热,可能会发生片状集流体的氧化,这不是优选的。
[0074]
另外,加热可被执行满足式1的时间。
[0075]
与加热温度类似,当在上述范围之外执行过短时间的加热时,不能达到形成片状集流体的材料的再结晶温度,反而会降低伸长率,并且韧性的增加无法增加到满意水平。另一方面,当执行过长时间的加热时,由于在大气中进行的加热,可能会发生片状集流体的氧化,这不是优选的。
[0076]
然而,时间受到加热温度影响,如式1中所示。就是说,更优选的是,随着加热温度升高,加热时间越短。例如,考虑到加热温度,即使在最高温度下仅执行2分钟的加热,也可获得预定水平的本发明想要的效果,但是优选的是不执行30分钟以上的加热,并且在最低温度下,必须执行至少12分钟的加热,从而获得效果,并且可执行高达40分钟的加热。
[0077]
尽管加热部130的加热方法没有限制,但是例如,可通过使片状集流体101穿过诸如包括用于提供热源和/或热空气的构件的管或盒之类的空间来加热,使得可通过在大气中热空气的对流方法、使用热源的加热方法、或者上述两种方法来执行加热。
[0078]
根据这些方法,可在电极的制造工序中通过简单的方法来执行加热。
[0079]
此外,在此,加热时间可通过调整要传送的片状集流体101的传送速度来设定。
[0080]
以此方式由加热部130加热的片状集流体101的拉伸强度降低预定水平,但韧性和伸长率大大增加,从而使片状集流体101所需的机械性能最大化。
[0081]
具体地,与加热前的室温拉伸强度相比,片状集流体101可具有降低了5%以内,具体降低了3%以内的加热后的室温拉伸强度。
[0082]
当拉伸强度在上述范围之外过大降低时,与优点相比,加热具有更多的缺点,因而加热条件的设定是非常重要的。
[0083]
此外,片状集流体101可具有30kgf/mm2至45kgf/mm2,具体为30kgf/mm2至40kgf/mm2的加热前的室温拉伸强度。
[0084]
当满足以上范围时,可用作制造二次电池的电极的片状集流体,当机械强度在上述范围之外变得过弱时,不适合用作电极涂覆材料的支撑体。虽然具有比上述范围高的机械强度的片状集流体也可以,但是由于这些材料用于实现高强度和其他特殊目的,所以在本公开内容中,具有最常用的片状集流体的机械性能的材料更适合。
[0085]
根据jis c 6511中规定的方法测量拉伸强度,该方法应用为铜箔工业中评价机械性能的标准方法。详细地说,使用万能试验机(u.t.m)(德国,zwick roell,z2.5 tn),在室温下以50mm/min的十字头速度(cross head speed)拉动样品,然后在样品断裂时的时间点处测量荷载。拉伸强度如下计算:
[0086]
拉伸强度(kgf/mm2)=荷载(load)值(kgf)/厚度(mm)x宽度(mm)
[0087]
另一方面,与加热前的伸长率相比,片状集流体101可具有增加了15%至60%,具体为30%至50%的加热后的伸长率。
[0088]
当在上述范围之外执行加热,从而具有非常小的伸长率的增加广度时,不能获得期望程度的韧性的增加广度,因而难以实现本发明想要的效果。当在高温和长时间的条件下执行加热,从而过度增加伸长率的增加广度时,由于强度
‑
伸长率折衷(trade
‑
off),所以材料本身能够承受的外部荷载减小,并且当瞬间暴露于高荷载时,材料不能被拉伸而是可能被破坏,这不是优选的。
[0089]
类似地,与加热前的韧性相比,片状集流体101可具有增加了20%至50%,具体为30%至50%的加热后的韧性。
[0090]
韧性是通过强度
‑
伸长率的组合计算的值,仅提高强度和伸长率中任意一个的方向是不合适的,遵守所提出的温度和时间条件而使强度的降低最小化并且使伸长率最大化时,可获得如上的值。
[0091]
根据jis c 6511中规定的方法测量伸长率。详细地说,使用万能试验机(u.t.m)(德国,zwick roell,z2.5 tn),在室温下以50mm/min的十字头速度(cross head speed)拉动样品,然后在样品断裂时的时间点处测量变形长度。伸长率如下计算。标距是保持样品的夹具(gripper)之间的距离,并且基于50mm进行测量。
[0092]
伸长率(%)=变形长度/标距
×
100
[0093]
韧性(kgfmm)是根据测量拉伸强度和伸长率的方法,直到样品断裂为止在拉伸强度
‑
伸长率曲线图下的面积,并且通过下式计算。
[0094][0095]
在上式中,σ是拉伸强度,ε是伸长率,ε
f
是材料在断裂时的伸长率。
[0096]
如上所述在涂覆电极活性材料浆料之前对集流体的加热不同于因箔相位不稳定所以铜箔制造商为了使箔相位稳定而执行的用于自退火的加热以及用于加速评价的加热。就是说,在将电极活性材料浆料涂覆到由上述制造商提供的通过加热而稳定之后的集流体上之前,额外执行加热。
[0097]
通过以此方式加热而具有提高的机械性能的片状集流体101再由传送部120传送到涂覆部140。
[0098]
涂覆部140将电极活性材料浆料102涂覆到片状集流体101上。
[0099]
在这种情况下,涂覆部140没有限制,只要其是能够涂覆电极活性材料浆料102的形式即可,尽管可通过诸如涂覆模头、涂覆辊或滑槽之类的常规已知的涂覆装置进行涂覆,但是图1作为示例示出了通过涂覆模头涂覆电极活性材料浆料102的结构。
[0100]
具体地,涂覆部140可具有这样的结构,该结构包括:涂覆模头141,涂覆模头141设置有出口槽,使得电极活性材料浆料102朝向片状集流体101向外流动;和涂覆辊142,涂覆辊142与涂覆模头141的出口槽分开预定间隔进行布置,并且通过旋转来传送片状集流体101,使得可通过涂覆模头141将电极活性材料浆料102涂覆到片状集流体101上。
[0101]
另外,返回参照图1,根据本公开内容的制造二次电池的电极的设备100进一步包括:
[0102]
干燥部150,干燥部150配置为通过将被涂覆的电极活性材料浆料干燥而在片状集流体101的至少一个表面上形成电极混合物103;
[0103]
辊压部160,辊压部160配置为通过一对辊161和162辊压电极混合物103;和
[0104]
辊状重绕器170,辊状重绕器170配置为将具有其中形成在片状集流体101上的电极混合物103被辊压的结构的电极片180重新卷绕。
[0105]
干燥部150没有限制,只要其是能够通过从电极活性材料浆料102蒸发溶剂来形成电极混合物103的装置即可,并且可具有任何常规已知的结构,例如,可通过加热系统和/或热空气系统来执行干燥。
[0106]
当穿过这种干燥部150时,在片状集流体101上形成其中溶剂被蒸发的电极混合物103,并且电极混合物103通过辊压部160被辊压,从而具有适当的孔隙率和电极密度。
[0107]
只要辊压部160处于能够辊压电极混合物103的形式即可,装置和结构等没有限制,但是例如,辊压部160可通过调节一对辊161和162之间的分离距离而处于辊压的形式。
[0108]
最后,具有其中形成在片状集流体101上的电极混合物103被辊压的结构的电极片180由传送部120传送并卷绕在辊状重绕器170上。
[0109]
与退绕器110类似,重绕器170具有其中电极片180卷绕在辊上的结构。
[0110]
另外,根据本公开内容的另一个实施方式,提供了一种制造二次电池的电极的方法,包括以下步骤:
[0111]
(a)在120℃至150℃的温度下将含铜的片状集流体加热时间(m),时间(m)满足下
式1;和
[0112]
(b)在被加热的片状集流体的至少一个表面上涂覆、干燥并辊压电极活性材料浆料,
[0113]
[式1]
[0114][0115]
其中,d是加热温度(℃),并且
[0116]
m是加热时间(分钟)。
[0117]
如上所述,步骤(a)的片状集流体具体可由铜(cu)构成,或者可以是铜表面涂覆有碳的材料,或者可以是铜与其他金属的合金或层压体。
[0118]
此外,如上所述,可通过在大气中热空气的对流方法、使用热源的加热方法、或者上述两种方法来执行加热。
[0119]
此外,通过这样的加热,与加热前的拉伸强度相比,片状集流体可具有降低了5%以内,优选降低了3%以内的加热后的拉伸强度,并且片状集流体可具有30kgf/mm2至45kgf/mm2,具体为30kgf/mm2至40kgf/mm2的加热前的拉伸强度。
[0120]
此外,通过步骤(a)的加热,与加热前的伸长率相比,片状集流体可具有增加了15%至60%,具体为30%至50%的加热后的伸长率,并且与加热前的韧性相比,片状集流体可具有增加了20%至50%,具体为30%至50%的加热后的韧性。
[0121]
随后执行的步骤(b)的电极活性材料浆料的涂覆、干燥和辊压与上述内容相同。
[0122]
另外,电极活性材料浆料包括如下所述的活性材料。
[0123]
根据电极是正极还是负极来确定活性材料的类型。
[0124]
例如,当电极是正极时,活性材料没有限制,其示例可包括licoo2、linio2、limno2、limn2o2、li(ni
a
co
b
mn
c
)o2(0<a<1,0<b<1,0<c<1,a b c=1)、lini1‑
d
co
d
o2、lico1‑
d
mn
d
o2、lini1‑
d
mn
d
o2(0≤d<1)、li(ni
a
co
b
mn
c
)o4(0<a<2、0<b<2、0<c<2、a b c=2)、limn2‑
e
ni
e
o4、limn2‑
e
co
e
o4(0<e<2)、licopo4、lifepo4等,并且可使用它们中的单独任一种或者两种以上的混合物。
[0125]
当电极是负极时,活性材料可包括诸如人造石墨、天然石墨、石墨化碳纤维和无定形碳之类的碳质材料;能够与锂合金化的金属化合物,诸如si、al、sn、pb、zn、bi、in、mg、ga、cd、si合金、sn合金或al合金;能够掺杂锂和去掺杂锂的金属氧化物,诸如siox(0<x<2)、sno2、氧化钒和氧化钒锂;或者包含上述金属化合物和碳质材料的复合物,诸如si
‑
c复合物或sn
‑
c复合物等,并且可使用它们中的单独任一种或者两种以上的混合物。此外,可使用金属锂薄膜作为负极活性材料。此外,低结晶碳和高结晶碳二者都可用作碳材料。低结晶碳的典型示例可以是软碳(soft carbon)和硬碳(hard carbon)。高结晶碳的典型示例可以是无定形、平面、薄片、球状或纤维状的天然或人造石墨;kish石墨(kish graphite);热解碳(pyrolytic carbon);中间相沥青系碳纤维(mesophase pitch based carbon fiber);中间相
‑
碳微珠(meso
‑
carbon microbeads);中间相沥青(mesophase pitches);以及诸如从焦炭衍生的石油或煤焦油沥青(petroleum or coal tar pitch derived cokes)之类的高温烧结碳。
[0126]
此外,电极活性材料浆料可进一步包括导电材料和粘合剂,可选地,包括填料。
[0127]
导电材料用于给电极赋予导电性,并且在待构造的电池中,可使用导电材料而没有特别限制,只要其不引起化学变化并且具有电子导电性即可。具体示例包括:碳基材料,诸如炭黑、乙炔黑、科琴黑、槽法炭黑、炉法炭黑、灯黑、热炭黑和碳纤维;石墨,诸如天然石墨和人造石墨;金属粉末或金属纤维,诸如铜、镍、铝和银;导电晶须,诸如氧化锌和钛酸钾;导电金属氧化物,诸如氧化钛;或者导电聚合物,诸如聚苯撑的衍生物;或碳纳米管,并且可使用它们中的单独任一种或者两种以上的混合物。特别是,优选使用碳纳米管,这是因为该材料具有良好的导电性,从而能够使导电材料的含量最小化。基于各自电极混合物的总重量,可包含0.5重量%至10重量%,具体为1重量%至5重量%的导电材料。
[0128]
粘结剂起提高正极活性材料颗粒之间的粘附力以及正极活性材料与集流体之间的粘附强度的作用。具体示例包括聚偏二氟乙烯(pvdf)、聚偏二氟乙烯
‑
六氟丙烯共聚物(pvdf
‑
co
‑
hfp)、聚乙烯醇、聚丙烯腈、羧甲基纤维素(cmc)、淀粉、羟丙基纤维素、再生纤维素、聚乙烯吡咯烷酮、四氟乙烯、聚乙烯、聚丙烯、乙烯
‑
丙烯
‑
二烯三元共聚物(epdm)、磺化epdm、丁苯橡胶(sbr)、氟橡胶、或它们的各种共聚物,并且可使用它们中的单独任一种或者两种以上的混合物。基于各自电极混合物的总重量,可包含0.5重量%至10重量%,具体为1重量%至5重量%的粘合剂。
[0129]
填料可选地用作抑制正极的膨胀的成分。填料没有特别限制,只要其是在相应二次电池中不引起化学变化的纤维材料即可。填料的示例包括烯烃类聚合物,诸如聚乙烯和聚丙烯;以及纤维材料,诸如玻璃纤维和碳纤维。基于各自电极混合物的总重量,可包含1重量%至3重量%的填料。
[0130]
然而,由于片状集流体含铜,所以根据本公开内容的电极具体可以是通常使用铜作为集流体的负极。
[0131]
在片状集流体上涂覆、干燥并辊压电极活性材料浆料的工序与上述内容相同,并且片状集流体的传送速率也与上述内容相同。
[0132]
下文中,将详细描述本公开内容的各示例,使得本领域技术人员能够容易地实现它们。本公开内容可以以各种不同方式修改,不限于本文所阐述的示例。
[0133]
<实验例1>
[0134]
制备由不同制造商生产的具有8μm厚度的铜集流体a至f,分别在50℃、75℃、100℃和125℃下加热10分钟,然后测量它们的伸长率,并在图2中示出。
[0135]
根据jis c 6511中规定的方法测量伸长率。详细地说,使用万能试验机(u.t.m)(德国,zwick roell,z2.5 tn),在室温下以50mm/min的十字头速度(cross head speed)拉动样品,然后在样品断裂时的时间点处测量变形长度。伸长率如下计算。标距是保持样品的夹具(gripper)之间的距离,并且基于50mm进行测量。
[0136]
伸长率(%)=变形长度/标距
×
100
[0137]
参照下面的图2,当在50℃至100℃下执行加热时,可以确认,伸长率的变化根据产品而不同,并且由一些制造商生产的铜集流体显示出伸长率在加热之后相对于室温时来说降低的趋势(铜集流体a、d、e、f)。另一方面,当加热温度升高至超过100℃,约125℃时,可以看出,与加热之前的铜集流体的伸长率相比,伸长率相似或提高了预定水平。
[0138]
由此可预期的是,不管是哪个制造商,为了获得提高所提供的铜集流体的伸长率的效果,需要至少120℃以上的加热温度。
[0139]
<制备例>
[0140]
制备通常用作电池的负极集流体的、由电镀(electroplated)方法生产的具有8μm厚度的铜集流体。
[0141]
<实施例1至实施例5、比较例1至比较例14>
[0142]
在如下表1中示出的加热温度和加热时间下加热制备例的铜集流体。
[0143]
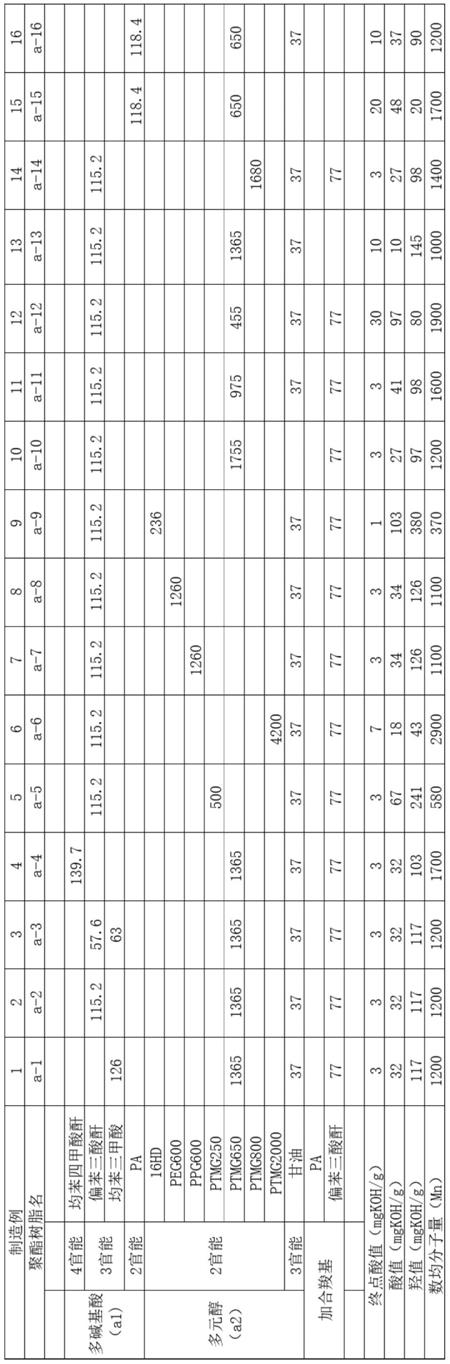
[表1]
[0144][0145]
<实验例2>
[0146]
分别测量如在实施例1至实施例5以及比较例1至实施例14中加热的铜集流体的拉伸强度和伸长率并且示出在下面的图3中,测量韧性并且示出在下面的表2中。
[0147]
根据jis c 6511中规定的方法测量拉伸强度,该方法应用为铜箔工业中评价机械性能的标准方法。详细地说,使用万能试验机(u.t.m)(德国,zwick roell,z2.5 tn),在室温下以50mm/min的十字头速度(cross head speed)拉动样品,然后在样品断裂时的时间点处测量荷载。拉伸强度如下计算:
[0148]
拉伸强度(kgf/mm2)=荷载(load)值(kgf)/厚度(mm)x宽度(mm)
[0149]
根据jis c 6511中规定的方法测量伸长率。详细地说,使用万能试验机(u.t.m)(德国,zwick roell,z2.5 tn),在室温下以50mm/min的十字头速度(cross head speed)拉动样品,然后在样品断裂时的时间点处测量变形长度。伸长率如下计算。标距是保持样品的夹具(gripper)之间的距离,并且基于50mm进行测量。
[0150]
伸长率(%)=变形长度/标距
×
100
[0151]
韧性(kgfmm)是根据测量拉伸强度和伸长率的方法,直到样品断裂为止在拉伸强度
‑
伸长率曲线图下的面积,并且通过下式计算。
[0152][0153]
在上式中,σ是拉伸强度,ε是伸长率,ε
f
是材料在断裂时的伸长率。
[0154]
[表2]
[0155]
[0156]
参照下面的图3和表2,可以看出,拉伸强度和伸长率根据加热而变化,韧性也相应地变化。此时,为了实现本发明想要的效果,产生了其中根据加热温度和时间,拉伸强度的降低率最小化而伸长率和韧性最大化的部分。当偏离以上部分时,可以确认,拉伸强度迅速降低,或者伸长率的增加微不足道或伸长率降低,这不是优选的。
[0157]
更具体地说,当加热的温度范围不满足本文公开的温度范围并且过低时,不可能获得伸长率的可观的增加。伸长率的增加率非常小,在3%以内。因此,本公开内容不能通过加热获得期望程度的效果,因而执行该工序是低效的。
[0158]
另一方面,当温度范围过高时,可以确认,伸长率和韧性增加了预定水平,但是增加广度不大,同时拉伸强度迅速降低。相反,其拉伸强度变得太弱而不能用作集流体。
[0159]
另一方面,即使在满足温度范围的情况下,如果不满足本公开内容的加热时间的条件(比较例11),则伸长率的增加没有提高到本发明所期望的程度,而是增加了3%那么小,使得韧性的增加不大,因而执行该加热步骤的效果是微不足道和低效的。
[0160]
另一方面,如果满足本公开内容的加热温度和加热时间,则可以确认,拉伸强度的降低率小到小于5%,并且伸长率和韧性快速增加。
[0161]
在这种情况下,可防止在使用集流体的电极制造工序期间在卷对卷工序中发生的断开问题。此外,由于铜集流体在通过加热而暴露于再结晶温度以上之后应用于该工序,所以可预先防止难以预料的机械行为,诸如当电极通过后续工序预先暴露于热量时,在再结晶部分之前发生的伸长率的降低。
[0162]
以类似的逻辑,与出货状态相比,还预期可额外获得材料的内部微结构(micro structure)被稳定化的效果。
[0163]
工业实用性
[0164]
在根据本公开内容的制造二次电池的电极的设备和方法中,在将电极活性材料浆料涂覆到片状集流体上之前,在特定条件下加热片状集流体,使得在使片状集流体的拉伸强度的降低最小化的同时使韧性和伸长率最大化。因而,无论各制造商的片状集流体的机械性能的差异如何,都具有确保高韧性并且能够进行工序输入的效果。
[0165]
此外,在使用这种片状集流体的情况下,由于这种片状集流体在韧性和伸长率被最大化的状态下投入二次电池电极制造工序中,所以可防止在卷对卷工序中发生的断开问题。
[0166]
此外,由于在等于或高于含铜的片状集流体的再结晶温度的温度下进行加热,所以可防止片状集流体的材料特性由于后续工艺引起的热冲击(thermals shock)而快速变化,并且可改善充电/放电过程中发生的断开。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。