1.本实用新型涉及汽车配件检测设备技术领域,具体涉及一种汽车前灯自动涂胶扣合及性能检测设备。
背景技术:
2.汽车行业也在迅速发展,但是在汽车制造业中是离不开生产和检验的步骤,汽车灯饰测试行业也是形色奇特,在检验和生产的过程中有人工在治具组装机及目测检验,人工操作放置会导致开口和扣合力度不均造成扣偏位,目测因人工的视力不同会导致误判,异形产品或不规则产品更加会导致误判,不够精准;在流水线生产过程中,消耗送料的时间损失和组装的过程,是时间不可估算的时间,它叫无形中浪费的时间,也属于辅助时间,目前汽车行业在对零部件进行检测的环节,需要人工进行治具的检测,这种检测无形中增加了辅助时间,亟待改进。
技术实现要素:
3.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种设计合理的汽车前灯自动涂胶扣合及性能检测设备,无需人工检测,实现自动化操作,设备可兼容汽车大灯的多种规格尺寸,设备上下料区域都是独立机构,不干涉其它产品和生产效率。
4.为达到上述目的,本实用新型采用了下列技术方案:它包含面罩吸盘治具放置设备、面罩性能检测设备、自动涂胶组装扣合设备和六轴机器人;面罩吸盘治具放置设备、面罩性能检测设备和自动涂胶组装扣合设备相邻设置,位于面罩性能检测设备和自动涂胶组装扣合设备的后方均设置有六轴机器人;
5.上述面罩吸盘治具放置设备由治具固定架和兼容性存放治具工位构成;治具固定架为框体式结构设置,其上设置有数个兼容性存放治具工位;面罩上治具活动架设在兼容性存放治具工位中;
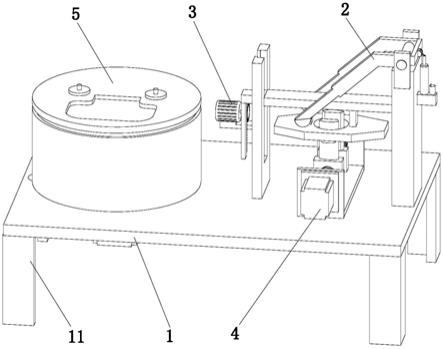
6.上述面罩性能检测设备由机架电柜、人机界面、可调角度ccd相机、快速端子排和气动快速夹构成;机架电柜的顶部固定有人机界面,位于人机界面背面的机架电柜上固定有可调角度ccd相机;机架电柜的台面板中的开口上设置有面罩下治具;面罩上治具活动架设在面罩下治具上方;快速端子排固定在机架电柜的台面板底部,且快速端子排中的可更换端子排固定在面罩下治具上;可调角度ccd相机、快速端子排和气动快速夹均与人机界面电控连接;
7.上述自动涂胶组装扣合设备由自动涂胶组装扣合设备机台、四轴联动机构和人机触摸界面构成;自动涂胶组装扣合设备机台的台面板上固定有四轴联动机构,位于四轴联动机构中心位置的自动涂胶扣合设备机台上固定有人机触摸界面,灯底罩下治具固定在四轴联动机构的传动机构上,四轴联动机构的四角依次为灯底罩入料放置位、灯底罩涂胶放置位、组装扣合位和成品出料位;上述自动涂胶组装扣合设备机台和四轴联动机构均与人机触摸界面电控连接;
8.上述面罩上治具由面罩上治具面板、面罩上治具产品定柱、夹爪定位机构、气动吸盘装置和治具固定架构成;面罩上治具面板上利用治具固定架与六轴机器人的输出端活动连接;面罩上治具面板的底部固定有数个面罩上治具产品定柱,面罩上治具产品定柱的端部一侧面固定有夹爪定位机构,面罩上治具产品定柱的端部,与设置有夹爪定位机构相邻的一侧面上固定有气动吸盘装置;
9.上述面罩下治具由面罩下治具底板、面罩下治具产品定柱和探针测试座构成;面罩下治具底板利用气动快速夹可拆卸式固定在机架电柜的台面板上,面罩下治具底板上固定有数个面罩下治具产品定柱,其中一个面罩下治具产品定柱的上端部固定有探针测试座,探针测试座上固定有探针。
10.进一步地,所述的可调角度ccd相机由ccd相机旋转气缸、ccd相机安装座、ccd超清镜头、ccd视觉相机和ccd相机旋转手臂构成;ccd相机旋转气缸固定在机架电柜上端的型钢横梁上;ccd相机旋转气缸的输出端上连接有ccd相机旋转手臂,ccd相机旋转手臂的另一端上连接有ccd相机安装座,ccd相机安装座上固定有ccd视觉相机,ccd视觉相机上连接有ccd超清镜头。
11.进一步地,所述的快速端子排由固定安装座、端子排滑动板、端子排固定座、可更换端子排、浮动定位销、端子排固定柱、固定柱、端子排下固定板、端子排驱动薄型气缸、传动导向轴和法兰型直线轴承构成;固定安装座利用数个端子排固定柱固定在机架电柜的台面板的底部;固定安装座的底部中心固定有端子排驱动薄型气缸,端子排驱动薄型气缸的输出端穿过固定安装座后,连接有端子排下固定板,端子排下固定板的下部两端均连接有传动导向轴,传动导向轴活动穿设在法兰型直线轴承中,法兰型直线轴承固定在固定安装座中,端子排下固定板的上部利用固定柱连接有端子排滑动板,端子排滑动板上连接有浮动定位销,浮动定位销与开设于端子排固定座中的开口活动插设,可更换端子排固定在端子排固定座的中部,端子排固定座固定在面罩下治具底板前侧的缺口上。
12.进一步地,所述的夹爪定位机构由压产品固定座、压产品薄型气缸、连杆固定座和压产品锁块构成;压产品固定座固定在面罩上治具产品定柱的侧壁上,压产品固定座的侧壁上固定有压产品薄型气缸,压产品薄型气缸的输出端上固定有连杆固定座,连杆固定座与压产品锁块的一端铰接,压产品锁块的另一端穿过压产品固定座后,活动设置于压产品固定座的外侧,且压产品锁块的底部利用轴与开设于压产品固定座侧壁的导向孔活动导向设置。
13.进一步地,所述的气动吸盘装置由吸盘固定座、可调吸盘固定座和产品吸盘构成;吸盘固定座固定在面罩上治具产品定柱的侧壁上,吸盘固定座的一侧利用螺栓活动连接有可调吸盘固定座,可调吸盘固定座上固定有产品吸盘。
14.进一步地,所述的面罩上治具面板上固定有上治具拉手。
15.采用上述结构后,本实用新型的有益效果是:本实用新型提供了一种汽车前灯自动涂胶扣合及性能检测设备,无需人工检测,实现自动化操作,设备可兼容汽车大灯的多种规格尺寸,设备上下料区域都是独立机构,不干涉其它产品和生产效。
16.附图说明:
17.图1是本实用新型的结构示意图。
18.图2是本实用新型面罩吸盘治具放置设备结构示意图。
19.图3是本实用新型中面罩性能测试设备结构示意图。
20.图4是本实用新型中自动涂胶组装扣合设备结构示意图。
21.图5是本实用新型中面罩上治具与面罩下治具的位置示意图。
22.图6是本实用新型中面罩上治具的结构示意图。
23.图7是本实用新型中夹爪定位机构的结构示意图。
24.图8是本实用新型中快速端子排的结构示意图。
25.图9是本实用新型中治具固定架的位置示意图。
26.附图标记说明:
27.面罩吸盘治具放置设备1、治具固定架1
‑
1、兼容性存放治具工位1
‑
2、面罩性能检测设备2、机架电柜2
‑
1、人机界面2
‑
2、可调角度ccd相机2
‑
3、ccd相机旋转气缸2
‑3‑
1、ccd相机安装座2
‑3‑
2、ccd超清镜头2
‑3‑
3、ccd视觉相机2
‑3‑
4、ccd相机旋转手臂2
‑3‑
5、快速端子排2
‑
4、固定安装座2
‑4‑
1、端子排滑动板2
‑4‑
2、端子排固定座2
‑4‑
3、可更换端子排2
‑4‑
4、浮动定位销2
‑4‑
5、端子排固定柱2
‑4‑
6、固定柱2
‑4‑
7、端子排下固定板2
‑4‑
8、端子排驱动薄型气缸2
‑4‑
9、传动导向轴2
‑4‑
10、法兰型直线轴承2
‑4‑
11、气动快速夹2
‑
5、自动涂胶组装扣合设备3、自动涂胶组装扣合设备机台3
‑
1、四轴联动机构3
‑
2、人机触摸界面3
‑
3、灯底罩入料放置位3
‑
4、灯底罩涂胶放置位3
‑
5、组装扣合位3
‑
6、成品出料位3
‑
7、六轴机器人4、面罩上治具5、面罩上治具面板5
‑
1、面罩上治具产品定柱5
‑
2、夹爪定位机构5
‑
3、压产品固定座5
‑3‑
1、压产品薄型气缸5
‑3‑
2、连杆固定座5
‑3‑
3、压产品锁块5
‑3‑
4、气动吸盘装置5
‑
4、吸盘固定座5
‑4‑
1、可调吸盘固定座5
‑4‑
2、产品吸盘5
‑4‑
3、治具固定架5
‑
5、上治具拉手5
‑
6、面罩下治具6、面罩下治具底板6
‑
1、面罩下治具产品定柱6
‑
2、探针测试座6
‑
3、灯底罩下治具7。
28.具体实施方式:
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图1
‑
图9所示,本具体实施方式采用如下技术方案:它包含面罩吸盘治具放置设备1、面罩性能检测设备2、自动涂胶组装扣合设备3和六轴机器人4;面罩吸盘治具放置设备1、面罩性能检测设备2和自动涂胶组装扣合设备3相邻设置,位于面罩性能检测设备2和自动涂胶组装扣合设备3的后方均设置有六轴机器人4;
31.上述面罩吸盘治具放置设备1由治具固定架1
‑
1和兼容性存放治具工位1
‑
2构成;治具固定架1
‑
1为框体式结构设置,其上设置有数个兼容性存放治具工位1
‑
2;面罩上治具5活动架设在兼容性存放治具工位1
‑
2中;
32.上述面罩性能检测设备2由机架电柜2
‑
1、人机界面2
‑
2、可调角度ccd相机2
‑
3、快速端子排2
‑
4和气动快速夹2
‑
5构成;机架电柜2
‑
1的顶部固定有人机界面2
‑
2,位于人机界面2
‑
2背面的机架电柜2
‑
1上固定有可调角度ccd相机2
‑
3;机架电柜2
‑
1的台面板中的开口上设置有面罩下治具6;面罩上治具5活动架设在面罩下治具6上方;快速端子排2
‑
4固定在机架电柜2
‑
1的台面板底部,且快速端子排2
‑
4中的可更换端子排固定在面罩下治具6上;可调角度ccd相机2
‑
3、快速端子排2
‑
4和气动快速夹2
‑
5均与人机界面2
‑
2电控连接;所述的可
调角度ccd相机2
‑
3由ccd相机旋转气缸2
‑3‑
1、ccd相机安装座2
‑3‑
2、ccd超清镜头2
‑3‑
3、ccd视觉相机2
‑3‑
4和ccd相机旋转手臂2
‑3‑
5构成;ccd相机旋转气缸2
‑3‑
1固定在机架电柜2
‑
1上端的型钢横梁上;ccd相机旋转气缸2
‑3‑
1的输出端上连接有ccd相机旋转手臂2
‑3‑
5,ccd相机旋转手臂2
‑3‑
5的另一端上连接有ccd相机安装座2
‑3‑
2,ccd相机安装座2
‑3‑
2上固定有ccd视觉相机2
‑3‑
4,ccd视觉相机2
‑3‑
4上连接有ccd超清镜头2
‑3‑
3;所述的快速端子排2
‑
4由固定安装座2
‑4‑
1、端子排滑动板2
‑4‑
2、端子排固定座2
‑4‑
3、可更换端子排2
‑4‑
4、浮动定位销2
‑4‑
5、端子排固定柱2
‑4‑
6、固定柱2
‑4‑
7、端子排下固定板2
‑4‑
8、端子排驱动薄型气缸2
‑4‑
9、传动导向轴2
‑4‑
10和法兰型直线轴承2
‑4‑
11构成;固定安装座2
‑4‑
1利用数个端子排固定柱2
‑4‑
6固定在机架电柜2
‑
1的台面板的底部;固定安装座2
‑4‑
1的底部中心固定有端子排驱动薄型气缸2
‑4‑
9,端子排驱动薄型气缸2
‑4‑
9的输出端穿过固定安装座2
‑4‑
1后,连接有端子排下固定板2
‑4‑
8,端子排下固定板2
‑4‑
8的下部两端均连接有传动导向轴2
‑4‑
10,传动导向轴2
‑4‑
10活动穿设在法兰型直线轴承2
‑4‑
11中,法兰型直线轴承2
‑4‑
11固定在固定安装座2
‑4‑
1中,端子排下固定板2
‑4‑
8的上部利用固定柱2
‑4‑
7连接有端子排滑动板2
‑4‑
2,端子排滑动板2
‑4‑
2上连接有浮动定位销2
‑4‑
5,浮动定位销2
‑4‑
5与开设于端子排固定座2
‑4‑
3中的开口活动插设,可更换端子排2
‑4‑
4固定在端子排固定座2
‑4‑
3的中部,端子排固定座2
‑4‑
3固定在面罩下治具底板6
‑
1前侧的缺口上;
33.上述自动涂胶组装扣合设备3由自动涂胶组装扣合设备机台3
‑
1、四轴联动机构3
‑
2和人机触摸界面3
‑
3构成;自动涂胶组装扣合设备机台3
‑
1的台面板上固定有四轴联动机构3
‑
2,位于四轴联动机构3
‑
2中心位置的自动涂胶扣合设备机台3
‑
1上固定有人机触摸界面3
‑
3,灯底罩下治具7固定在四轴联动机构3
‑
2的传动机构上,四轴联动机构3
‑
2的四角依次为灯底罩入料放置位3
‑
4、灯底罩涂胶放置位3
‑
5、组装扣合位3
‑
6和成品出料位3
‑
7(灯底罩入料放置位3
‑
4、灯底罩涂胶放置位3
‑
5、组装扣合位3
‑
6和成品出料位3
‑
7处的四轴联动机构3
‑
2上均固定有灯底罩下治具7,实现联动驱动循环操作);上述自动涂胶组装扣合设备机台3
‑
1和四轴联动机构3
‑
2均与人机触摸界面3
‑
3电控连接;
34.上述面罩上治具5由面罩上治具面板5
‑
1、面罩上治具产品定柱5
‑
2、夹爪定位机构5
‑
3、气动吸盘装置5
‑
4和治具固定架5
‑
5构成;面罩上治具面板5
‑
1上利用治具固定架5
‑
5与六轴机器人4的输出端活动连接;面罩上治具面板5
‑
1上固定有上治具拉手5
‑
6;面罩上治具面板5
‑
1的底部固定有数个面罩上治具产品定柱5
‑
2,面罩上治具产品定柱5
‑
2的端部一侧面固定有夹爪定位机构5
‑
3,面罩上治具产品定柱5
‑
2的端部,与设置有夹爪定位机构5
‑
3相邻的一侧面上固定有气动吸盘装置5
‑
4;所述的夹爪定位机构5
‑
3由压产品固定座5
‑3‑
1、压产品薄型气缸5
‑3‑
2、连杆固定座5
‑3‑
3和压产品锁块5
‑3‑
4构成;压产品固定座5
‑3‑
1固定在面罩上治具产品定柱5
‑
2的侧壁上,压产品固定座5
‑3‑
1的侧壁上固定有压产品薄型气缸5
‑3‑
2,压产品薄型气缸5
‑3‑
2的输出端上固定有连杆固定座5
‑3‑
3,连杆固定座5
‑3‑
3与压产品锁块5
‑3‑
4的一端铰接,压产品锁块5
‑3‑
4的另一端穿过压产品固定座5
‑3‑
1后,活动设置于压产品固定座5
‑3‑
1的外侧,且压产品锁块5
‑3‑
4的底部利用轴与开设于压产品固定座5
‑3‑
1侧壁的导向孔活动导向设置;所述的气动吸盘装置5
‑
4由吸盘固定座5
‑4‑
1、可调吸盘固定座5
‑4‑
2和产品吸盘5
‑4‑
3构成;吸盘固定座5
‑4‑
1固定在面罩上治具产品定柱5
‑
2的侧壁上,吸盘固定座5
‑4‑
1的一侧利用螺栓活动连接有可调吸盘固定座5
‑4‑
2,可调吸盘固定座5
‑4‑
2上固定有产品吸盘5
‑4‑
3;
35.上述面罩下治具6由面罩下治具底板6
‑
1、面罩下治具产品定柱6
‑
2和探针测试座6
‑
3构成;面罩下治具底板6
‑
1利用气动快速夹2
‑
5可拆卸式固定在机架电柜2
‑
1的台面板上,面罩下治具底板6
‑
1上固定有数个面罩下治具产品定柱6
‑
2,其中一个面罩下治具产品定柱6
‑
2的上端部固定有探针测试座6
‑
3,探针测试座6
‑
3上固定有探针。
36.本具体实施方式的工作原理:人工将产品(灯面罩)装置在面罩性能检测设备2中由面罩上治具5与面罩下治具6所构成的产品放置位置处,即两个治具卡槽内,产品放置处的光电感应识别到有产品,其后plc给出信号,ccd相机旋转气缸2
‑3‑
1工作,通过旋转移动到位置进行外观检测和性能检测;检测灯光的同时,同步检测气密性,工序完成后可调角度ccd相机退回原点即可;
37.人工将产品(灯底罩)装置在自动涂胶组装扣合设备3中的灯底罩入料放置位3
‑
4处的灯底罩下治具7上的治具卡槽内,产品放置处的光电感应识别到有产品,四轴联动机构3
‑
2同步传动,将放置到的产品移动到灯底罩涂胶放置位3
‑
5处等待涂胶,位于自动涂胶组装扣合设备3
‑
1后方的六轴机器人4进行涂胶,其后四轴联动机构3
‑
2同步传动,将涂胶完成的产品移动到组装扣合位3
‑
6处等待装;
38.当位于面罩性能检测设备2后方的六轴机器人4将测试好的产品(面罩)取出等待组装,系统识别到组装扣合位3
‑
6处有产品(灯底罩),位于面罩性能检测设备2后方的六轴机器人4将测试好的产品(面罩)进行扣合;随后四轴联动机构3
‑
2同步传动将涂胶完成的产品移动到成品出料位3
‑
7,等待取料,将完成后的产品取走即可。
39.采用上述结构后,本具体实施方式的有益效果如下:
40.1、能够实现自动化操作方式;设备由三台单机设备整合成了一条大型流水线,设备可兼容汽车大灯的多种规格尺寸,设备上下料区域都是独立机构,不干涉其它产品和生产效率;
41.2、面罩吸盘治具放置设备拥有双工位上料装置,可通用汽车前灯的所有产品及治具;
42.3、面罩性能检测设备通过上下治具压合固定,由视觉检测外观及灯光亮度,检测合格产品后,视觉相机自动回到原点;
43.4、自动涂胶组装扣合设备首先有四组治具上料并可更换并兼容汽车大灯的多种产品规格,由四组治具在四轴联动机构上循环传动,通过同步带和直线导轨固定连接块形成直线传输,起始点到终点都设有定位销和固定块,实现定位吻合匹配;实现连接块与驱动电机连接和传动。
44.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。