1.本实用新型涉及零散卷烟打包收集器。
背景技术:
2.随着烟草稽查力度的增大,在检查时会查处大量的零散卷烟,零散卷烟缺少打包装置,在收集打包时十分费力,一般采用胶带缠一圈进行打包。由于零散卷烟的质量轻,位置难以固定,因此在用胶带围绕一排零散卷烟缠绕时,零散卷烟很容易发生歪斜,影响打包收集进度。单排的卷烟还好说,当将零散卷烟排列成多排时,需要多人配合扶持零散卷烟,避免发生歪斜,之后用胶带围绕多排卷烟缠绕一圈。
3.另外,在摆放成排卷烟时,需要小心翼翼操作,效率低,且不能确保相邻的零散卷烟紧贴。
4.再者,打包收集好的零散卷烟需要统计数量,现有打包完成的零散卷烟需要人工清点数量,单盒零散卷烟的烟盒宽度小,因此统计数量时很容易出现清点数量错误。
5.因此设计一款排列整齐,打包方便,操作简单和方便统计的零散卷烟打包收集器具有广阔的市场前景。
技术实现要素:
6.针对上述现有技术的不足,本实用新型提供了排列整齐,打包方便,操作简单和方便统计的零散卷烟打包收集器。
7.本实用新型解决其技术问题所采用的技术方案是:
8.零散卷烟打包收集器,包括对称设置的左侧板和右侧板,所述左侧板和右侧板之间滑动设置若干连接板,所述左侧板和右侧板内分别设置两根竖直滑杆,且两根所述竖直滑杆之间竖直滑动一个水平托板;所述竖直滑杆和所述水平托板之间设置有限位机构;
9.所述右侧板上设置有胶带驱动装置,所述胶带驱动装置包括手持板和转杆,所述手持板滑动设置在所述转杆的一端,所述转杆的另一端可转动设置在所述右侧板上;所述手持板的端部固定一个套筒,所述套筒的上方固定一个压板,所述压板的端部呈弧形设置。
10.进一步的,所述限位机构包括每根所述水平托板前后两端分别螺纹连接一个限位螺栓,所述限位螺栓的螺杆穿过所述竖直滑杆上设置的第一条形孔后与所述水平托板螺纹连接,所述限位螺栓的头部顶在所述竖直滑杆上。
11.进一步的,所述连接板呈u形设置,所述连接板的内壁上设置两个竖直的t形块,每个所述t形块对应滑动在所述左侧板或者右侧板的侧壁上设置的t形槽内。
12.进一步的,所述手持板上设置一个第二条形孔,所述转杆的顶端固定一根水平的圆杆,所述穿过所述第二条形孔,所述圆杆上并排固定两个挡板,所述手持板位于两个所述挡板之间,且所述手持板的侧壁与所述挡板贴合。
13.进一步的,所述右侧板为透明材质,所述右侧板上的棱边设置有刻度线。
14.进一步的,所述左侧板的侧壁上设置有吸盘。
15.进一步的,所述压板与所述手持板固定连接。
16.进一步的,所述压板与所述手持板铰接连接,且铰接连接处设置有初始状态使所述压板紧贴所述套筒的扭簧,所述压板连接一根拉线,所述拉线的的另一端连接一个推拉按钮,所述推拉按钮滑动设置在所述手持板上。
17.本实用新型的有益效果是:
18.通过设置左侧板、右侧板和竖直滑动的水平托板,使用时,将零散的卷烟盒并排摆放在水平托板上,每摆放完一层后打开限位机构向下滑动一个卷烟盒高度的距离。通过设置胶带驱动装置,使用时将胶带套置在套筒上,之后夹持手持板实现围绕摆放好的零散卷烟一圈,实现零散卷烟的打包,通过设置转杆和圆杆,确保手持板在转动时在同一平面内,确保打包后的胶带在同一平面内,打包效果好,并且打包方便。不需要眼睛盯着内部进行打包。通过设置压板,可确保胶带在打包时处于绷紧状态,操作方便。通过设置刻度线可直接读出打包零散卷烟的数量。
附图说明
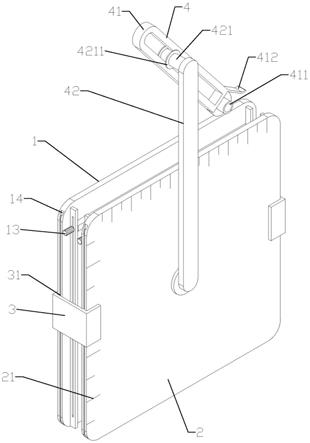
19.附图1为本实用新型的立体结构示意图;
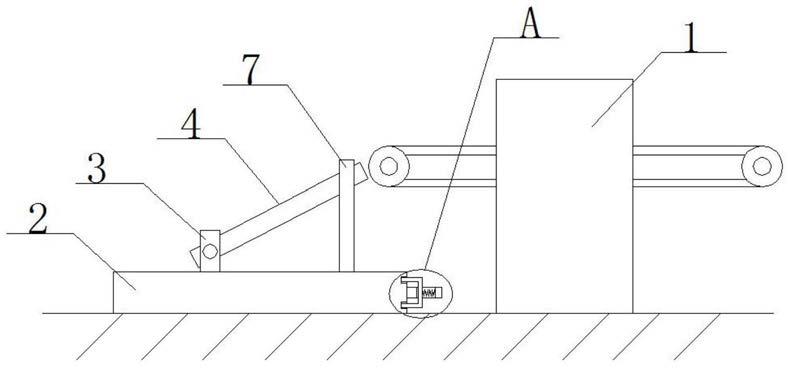
20.附图2为本实用新型的侧视结构示意图;
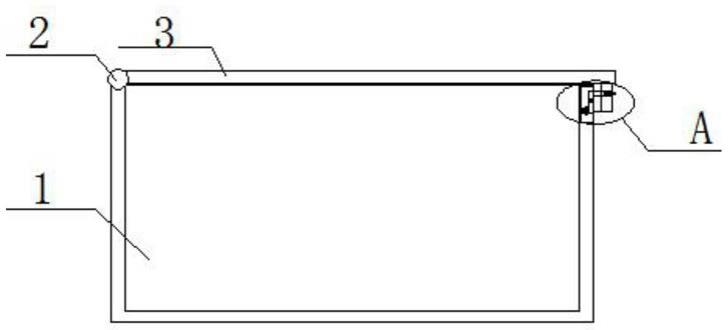
21.附图3为本实用新型的前视结构示意图;
22.附图4为本实用新型左侧板的立体结构示意图;
23.附图5为本实用新型压板的第二优选实施例的侧视结构示意图;
24.图中,左侧板1、竖直滑杆11、第一条形孔111、水平托板12、限位机构13、t形槽14、吸盘15、右侧板2、刻度线21、连接板3、t形块31、胶带驱动装置4、手持板41、套筒411、压板412、拉线4121、推拉按钮4122、第二条形孔413、转杆42、圆杆421、挡板4211。
具体实施方式
25.为了更好地理解本实用新型,下面结合附图来详细解释本实用新型的实施方式。
26.如附图1至附图5所示的零散卷烟打包收集器,包括对称设置的左侧板1和右侧板2,左侧板1和右侧板2均为方形板。左侧板1和右侧板2之间滑动设置若干连接板3,具体实施方式为:连接板3呈u形设置,连接板3的内壁上设置两个竖直的t形块31,每个t形块31对应滑动在左侧板1或者右侧板2,侧壁上设置的t形槽14内。t形槽14的上下两端开口,这样连接板3可从上端或者下端滑出。通过设置连接板3可确保左侧板1和右侧板2保持一定的间距,同时将左侧板1和右侧板2固定,
27.左侧板1和右侧板2内分别设置两根竖直滑杆11,如附图4所示,两根竖直滑杆11分别位于左侧板1或右侧板2的边缘。两根竖直滑杆11之间竖直滑动一个水平托板12,水平托板12的两端与竖直滑杆11的内壁贴合,确保在竖直滑动时保持水平。
28.竖直滑杆11和水平托板12之间设置有限位机构13,具体实施方式为:如附图4所示,限位机构13包括每根水平托板12前后两端分别螺纹连接的一个限位螺栓,限位螺栓的螺杆穿过竖直滑杆11上设置的第一条形孔111后与水平托板12螺纹连接,限位螺栓的头部顶在竖直滑杆11上。使用时通过旋拧限位螺栓实现水平托板12的固定。当零散卷烟摆放完一排后,旋拧限位螺栓送来水平托板12,之后竖直滑动水平托板12,滑到固定位置后旋拧限
位螺栓使其固定水平托板12,一般滑动的距离为一盒卷烟盒的高度。
29.右侧板2上设置有胶带驱动装置4,胶带驱动装置4包括手持板41和转杆42,手持板41滑动设置在转杆42的一端,具体实施方式为:手持板41上设置一个第二条形孔413,转杆42的顶端固定一根水平的圆杆421,且圆杆421穿过第二条形孔413,圆杆421上并排固定两个挡板4211,手持板41位于两个挡板4211之间,且手持板41的侧壁分别与两个挡板4211贴合。手持板41与转杆42之间滑动设置,在使用时可自由伸缩手持板41的长度,使手持板41的端部能够触及两个左侧板1和右侧板2之间夹缝的内部,确保后期的胶带能够贴合零散卷烟。夹缝的宽度大于胶带的宽度。
30.转杆42的另一端可转动设置在右侧板2上,具体可通过在转杆42的底端内侧固定一根转轴,转轴可转动设置在右侧板2上设置的圆形槽内。手持板41的端部固定一个套筒411,使用时将胶带套置在套筒411上,套筒411的上方设置一个压板412,压板412的端部呈弧形设置。弧形设置的目的是避免压板412的底端将胶带割破。
31.作为压板412的第一优选实施方式为:如附图2所示,压板412与手持板41固定连接。
32.作为压板412的第二优选实施方式为:如附图5所示,压板412与手持板41铰接连接,且铰接连接处设置有初始状态使压板412紧贴套筒411的扭簧(未显示),具体实施方式为:将扭簧套置在压板412和手持板41的铰接连接轴上,并且扭簧的一端与压板412固定连接,扭簧的另一端与手持板41固定连接。压板412连接一根拉线4121,拉线4121的另一端连接一个推拉按钮4122,推拉按钮4122滑动在手持板41上。使用时,通过推动推拉按钮4122实现压板412的摆动,当松开推拉按钮4122后,压板412贴合胶带,此时胶带被固定,不会发生转动,可用于胶带在打包时时刻处于绷紧状态。当拉动推拉按钮4122时,压板412不与胶带接触。
33.右侧板2为透明材质,右侧板2上的棱边设置有刻度线21。如附图1和附图2所示,刻度线21不仅设置在顶端棱边上还设置在前后棱边上,设置在顶端棱边的刻度线21用于显示成排零散卷烟的盒数。设置前后棱边的刻度线21,可用于显示当前摆动的成排卷烟层数,摆放完零散卷烟可直接计算出打包数量,方便统计。左侧板1的侧壁上设置有吸盘15,在打包时,可将左侧板1和右侧板2放平,通过设置吸盘15可避免左侧板1发生滑动。
34.使用时,将一盒一盒的零散卷烟摆放在水平托板12上,摆放完一排后,松动限位机构13并滑动两个水平托板12,滑动完成后继续通过限位机构13限位,之后继续摆放零散卷烟直至摆放完成。
35.摆放完成后手持手持板41,从左侧板1和右侧板2的后侧底端开始用胶带打包,一直转到左侧板1和右侧板2的前端下方,之后可将左侧板1和右侧板2放平,继续用胶带打包,打包过程中遇到一侧的连接板3阻挡时,可将连接板3滑出,打包完该位置后再安装该连接板3,最终完成胶带缠绕零散卷烟一圈,完成最终的打包,操作简单,且打包后的零散卷烟排列整齐。打包完成后可将零散卷烟的盒数写在一个标签上,并将标签贴在打包好的零散卷烟上。
36.需要说明的是,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员
可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。