1.本实用新型涉及网络滤波器技术领域,尤其涉及一种网络滤波器焊接装置。
背景技术:
2.滤波器的功能就是允许某一部分频率的信号顺利的通过,而另外一部分频率的信号则受到较大的抑制,它实质上是一个选频电路。滤波器中,把信号能够通过的频率范围,称为通频带或通带;反之,信号受到很大衰减或完全被抑制的频率范围称为阻带;通带和阻带之间的分界频率称为截止频率;理想滤波器在通带内的电压增益为常数,在阻带内的电压增益为零;实际滤波器的通带和阻带之间存在一定频率范围的过渡带。
3.随着网络技术的发展与进步,网络滤波器的功能也不断的完善。其中,在网络滤波器接线过程中,需要对网络滤波器的各左侧引脚、各右侧引脚分别进行焊接。
4.在现有技术中,网络滤波器引脚焊接一般是借助人工焊接方式来实现,焊接效率低、自动化程度低。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足而提供一种网络滤波器焊接装置,该网络滤波器焊接装置结构设计新颖、自动化程度高、焊接效率高。
6.为达到上述目的,本实用新型通过以下技术方案来实现。
7.一种网络滤波器焊接装置,包括有机架,机架的上端部设置有呈水平横向布置的固定支撑板,固定支撑板的上端侧装设有放置移送组件、位于放置移送组件上端侧的自动焊接组件;
8.放置移送组件包括有位于固定支撑板上端侧且相对固定支撑板左右水平活动的平移活动板,固定支撑板对应平移活动板装设有平移驱动机构,平移驱动机构与平移活动板驱动连接;平移活动板的上端侧装设有呈横向布置的旋转活动板,平移活动板对应旋转活动板装设有旋转驱动机构,旋转驱动机构与旋转活动板驱动连接;旋转活动板的上表面装设有滤波器定位块,滤波器定位块上表面的中间位置开设有壳体定位槽,滤波器定位块的上表面于壳体定位槽的左端侧对应网络滤波器的各左侧引脚分别开设有左侧引脚定位槽,滤波器定位块的上表面于壳体定位槽的右端侧对应网络滤波器的各右侧引脚分别开设有右侧引脚定位槽。
9.其中,所述自动焊接组件包括有螺装于所述固定支撑板上表面的焊接安装架,焊接安装架的上端部装设有上下动作的焊枪升降驱动气缸,焊枪升降驱动气缸的活塞杆外延端部装设有焊枪安装座,焊枪安装座装设有自动焊枪。
10.其中,所述焊枪安装座螺装有朝上竖向延伸的焊枪升降导柱,所述焊接安装架对应焊枪升降导柱螺装有焊枪升降导套,焊枪升降导柱的上端部插入至焊枪升降导套的中心孔内。
11.其中,所述平移驱动机构包括有分别螺装于所述固定支撑板的左侧丝杆座、右侧
丝杆座,左侧丝杆座位于右侧丝杆座的左端侧且左侧丝杆座与右侧丝杆座左右正对布置,左侧丝杆座与右侧丝杆座之间装设有驱动丝杆,驱动丝杆的左端部、右端部分别通过轴承安装于相应侧的左侧丝杆座、右侧丝杆座;
12.固定支撑板于右侧丝杆座的右端侧螺装有电机安装座,电机安装座螺装有平移驱动伺服电机,平移驱动伺服电机的动力输出轴通过联轴器与驱动丝杆的右端部连接;
13.所述平移活动板的下表面螺装有平移驱动块,平移驱动块螺装有与驱动丝杆相配合的丝杆螺母。
14.其中,所述旋转驱动机构包括有螺装于所述平移活动板上表面的旋转驱动气缸,旋转驱动气缸的驱动端与所述旋转活动板连接。
15.其中,所述旋转活动板与所述平移活动板之间装设有环绕于所述旋转驱动气缸外围的回转支承轴承。
16.本实用新型的有益效果为:本实用新型所述的一种网络滤波器焊接装置,其包括有机架,机架的上端部设置有呈水平横向布置的固定支撑板,固定支撑板的上端侧装设有放置移送组件、位于放置移送组件上端侧的自动焊接组件;放置移送组件包括有位于固定支撑板上端侧且相对固定支撑板左右水平活动的平移活动板,固定支撑板对应平移活动板装设有平移驱动机构,平移驱动机构与平移活动板驱动连接;平移活动板的上端侧装设有呈横向布置的旋转活动板,平移活动板对应旋转活动板装设有旋转驱动机构,旋转驱动机构与旋转活动板驱动连接;旋转活动板的上表面装设有滤波器定位块,滤波器定位块上表面的中间位置开设有壳体定位槽,滤波器定位块的上表面于壳体定位槽的左端侧对应网络滤波器的各左侧引脚分别开设有左侧引脚定位槽,滤波器定位块的上表面于壳体定位槽的右端侧对应网络滤波器的各右侧引脚分别开设有右侧引脚定位槽。通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、焊接效率高的优点。
附图说明
17.下面利用附图来对本实用新型进行进一步的说明,但是附图中的实施例不构成对本实用新型的任何限制。
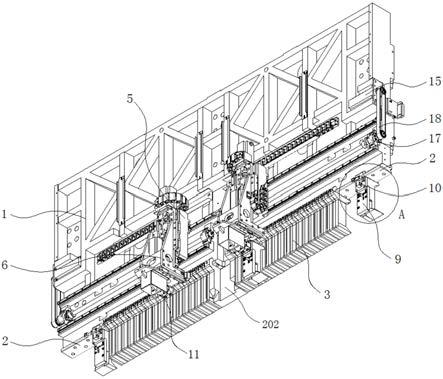
18.图1为本实用新型的结构示意图。
19.在图1中包括有:
20.1——固定支撑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——放置移送组件
21.21——平移活动板
ꢀꢀꢀꢀꢀꢀꢀꢀ
22——平移驱动机构
22.221——左侧丝杆座
ꢀꢀꢀꢀꢀꢀꢀ
222——右侧丝杆座
23.223——驱动丝杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
224——电机安装座
24.225——平移驱动伺服电机 226——平移驱动块
25.227——丝杆螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23——旋转活动块
26.24——旋转驱动气缸
ꢀꢀꢀꢀꢀꢀ
25——滤波器定位块
27.251——壳体定位槽
ꢀꢀꢀꢀꢀꢀꢀ
252——左侧引脚定位槽
28.253——右侧引脚定位槽
ꢀꢀꢀ
26——回转支承轴承
29.3——自动焊接组件
ꢀꢀꢀꢀꢀꢀꢀ
31——焊接安装架
30.32——焊枪升降驱动气缸
ꢀꢀ
33——焊接安装座
31.34——自动焊枪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
351——焊枪升降导柱
32.352——焊枪升降导套。
具体实施方式
33.下面结合具体的实施方式来对本实用新型进行说明。
34.如图1所示,一种网络滤波器焊接装置,其包括有机架,机架的上端部设置有呈水平横向布置的固定支撑板1,固定支撑板1的上端侧装设有放置移送组件2、位于放置移送组件2上端侧的自动焊接组件3。
35.其中,放置移送组件2包括有位于固定支撑板1上端侧且相对固定支撑板1左右水平活动的平移活动板21,固定支撑板1对应平移活动板21装设有平移驱动机构22,平移驱动机构22与平移活动板21驱动连接;平移活动板21的上端侧装设有呈横向布置的旋转活动板,平移活动板21对应旋转活动板装设有旋转驱动机构,旋转驱动机构与旋转活动板驱动连接;旋转活动板的上表面装设有滤波器定位块25,滤波器定位块25上表面的中间位置开设有壳体定位槽251,滤波器定位块25的上表面于壳体定位槽251的左端侧对应网络滤波器的各左侧引脚分别开设有左侧引脚定位槽252,滤波器定位块25的上表面于壳体定位槽251的右端侧对应网络滤波器的各右侧引脚分别开设有右侧引脚定位槽253。
36.需解释的是,自动焊接组件3包括有螺装于固定支撑板1上表面的焊接安装架31,焊接安装架31的上端部装设有上下动作的焊枪升降驱动气缸32,焊枪升降驱动气缸32的活塞杆外延端部装设有焊枪安装座,焊枪安装座装设有自动焊枪34。
37.工作时,焊枪升降驱动气缸32驱动焊枪安装座上下移动,上下移动的焊枪安装座带动自动焊枪34同步上下移动;其中,为保证自动焊枪34平稳可靠地上下移动,本实用新型可以采用下述导向结构设计,具体的:焊枪安装座螺装有朝上竖向延伸的焊枪升降导柱351,焊接安装架31对应焊枪升降导柱351螺装有焊枪升降导套352,焊枪升降导柱351的上端部插入至焊枪升降导套352的中心孔内。
38.对于本实用新型的平移驱动机构22而言,其可以采用下述结构设计,具体的:平移驱动机构22包括有分别螺装于固定支撑板1的左侧丝杆座221、右侧丝杆座222,左侧丝杆座221位于右侧丝杆座222的左端侧且左侧丝杆座221与右侧丝杆座222左右正对布置,左侧丝杆座221与右侧丝杆座222之间装设有驱动丝杆223,驱动丝杆223的左端部、右端部分别通过轴承安装于相应侧的左侧丝杆座221、右侧丝杆座222;固定支撑板1于右侧丝杆座222的右端侧螺装有电机安装座224,电机安装座224螺装有平移驱动伺服电机225,平移驱动伺服电机225的动力输出轴通过联轴器与驱动丝杆223的右端部连接;平移活动板21的下表面螺装有平移驱动块226,平移驱动块226螺装有与驱动丝杆223相配合的丝杆螺母227。
39.另外,对于本实用新型的旋转驱动机构而言,其可以采用下述结构设计,具体的:旋转驱动机构包括有螺装于平移活动板21上表面的旋转驱动气缸24,旋转驱动气缸24的驱动端与旋转活动板连接。在旋转驱动气缸24驱动旋转活动板旋转动作的过程中,为保证旋转活动板旋转动作的平稳可靠性,本实用新型可以于旋转活动板与平移活动板21之间装设回转支承轴承26,回转支承轴承26环绕于旋转驱动气缸24外围。
40.在本实用新型工作过程中,在对网络滤波器的引脚进行焊接作业时,当需要焊接的网络滤波器的引脚移动至自动焊枪34正下方时,焊枪升降驱动气缸32动作并驱动焊枪安
装座下移,下移动作的焊枪安装座带动自动焊枪34下移至焊接位置,自动焊枪34对移动至焊接位置的网络滤波器引脚进行自动焊接作业;待自动焊枪34对位于焊接位置的引脚焊接完毕后,焊枪升降驱动气缸32再次动作并驱动焊枪安装座上移复位,进而使得自动焊枪34上移复位。
41.在平移驱动机构22驱动平移活动板21左右移动的过程中,平移驱动伺服电机225通过由驱动丝杆223、丝杆螺母227所组成的丝杆传动机构驱动平移驱动块226左右移动,左右移动的平移驱动块226带动平移活动板21同步左右移动,且左右移动的平移活动板21带动旋转驱动气缸24、旋转活动板以及滤波器定位块25同步移动。
42.在本实用新型工作过程中,工作人员将网络滤波器放置于滤波器定位块25,其中,网络滤波器的壳体定位放置于滤波器定位块25的壳体定位槽251内,网络滤波器的各左侧引脚插入定位于相应的左侧引脚定位槽252内,网络滤波器的各右侧引脚插入定位于相应的右侧引脚定位槽253内;当需要对网络滤波器的左侧引脚焊接时,旋转驱动气缸24动作并驱动旋转活动架、滤波器定位块25旋转,以使得网络滤波器的左侧引脚位于自动焊枪34的焊接位置,焊接时,当一个左侧引脚焊接完毕后,平移驱动伺服电机225动作并驱动网络滤波器水平移动一个位置,以使得下一个左侧移动至焊接位置,进而依次完成网络滤波器全部左侧引脚的焊接;当需要对网络滤波器的右侧引脚焊接时,旋转驱动气缸24动作并驱动旋转活动架、滤波器定位块25旋转,以使得网络滤波器的右侧引脚位于自动焊枪34的焊接位置,焊接时,当一个右侧引脚焊接完毕后,平移驱动伺服电机225动作并驱动网络滤波器水平移动一个位置,以使得下一个右侧移动至焊接位置,进而依次完成网络滤波器全部右侧引脚的焊接。
43.综合上述情况可知,通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、焊接效率高的优点。
44.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。