1.本发明涉及注塑件加工检测技术领域,尤其涉及一种注塑件气密性快速检测装置。
背景技术:
2.注塑是一种工业产品生产造型的方法,产品通常使用橡胶注塑和塑料注塑,注塑还可分注塑成型模压法和压铸法,注塑件是指由注塑机生产的各种注塑产品统称注塑件,包括各种包装,零件等。现今注塑管件加工成型后,还需将注塑管件进行一系列的产品检测,以此来提升注塑管件的成品质量,然而现有的注塑管件气密性检测装置仍存在不足之处:大多采用机械式检测结构,对注塑管件进行气密性检测处理时,需要操作人员使用工具直接参与,将注塑管件进行夹装、充气和检测处理,大大降低了注塑管件气密性检测的效率,同时对注塑管件进行气密性检测大多采用浸水法以及人工检测的方式,检测处理的效果较差,难以保证气密性检测的精度。
技术实现要素:
3.本发明的目的在于:为了解决传统的注塑管件气密性检测装置,难以实现注塑管件自动化快速检测的问题,而提出的一种注塑件气密性快速检测装置。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种注塑件气密性快速检测装置,包括基座、机架、插盘和加压泵,所述基座的上端面中部固定连接有y型架,所述基座的上端面后侧固定连接有机架,所述机架的顶部对称开设有两个滑槽,所述两个滑槽内均滑动连接有横移板,所述机架和两个所述横移板之间设有调节部,两个所述横移板的内侧均固定连接有插盘,左侧设置的所述横移板的左端安装有加压泵,所述加压泵的右端连接有贯穿横移板和插盘的单向进气阀,右侧设置的所述插盘的左端中部安装有气压传感器,所述机架的顶部前侧安装有控制器。
6.作为上述技术方案的进一步描述:
7.所述横移板和插盘之间设置有密封部,所述密封部包括可拆卸安装在横移板和插盘之间且截面呈l型的密封垫和嵌套在插盘外部的密封圈,所述密封垫的内表壁与注塑管件的外表壁相互贴合,所述密封圈的外表壁与注塑管件的内表壁相互贴合。
8.作为上述技术方案的进一步描述:
9.所述密封部还包括呈环形阵列安装在横移板上且位于密封垫外围的四个电动油缸,所述四个电动油缸的伸缩端均连接有呈弧形结构且与密封垫外表壁相互抵接的压扣。
10.作为上述技术方案的进一步描述:
11.所述调节部包括安装在机架上端面中部的双轴电机以及连接在双轴电机双头螺杆,所述双头螺杆的两端分别贯穿两个所述横移板并延伸至机架的两端外侧,两个所述横移板上均安装有与双头螺杆相适配的螺套。
12.作为上述技术方案的进一步描述:
13.所述y型架上设置有夹持部,所述夹持部包括对称安装在y型架顶部左侧和顶部右侧上的托块和活动连接在y型架中部的夹扣,所述y型架的中部对称固定连接有两个贯穿夹扣的限位滑柱,所述限位滑柱的外部位于y型架和夹扣之间套设有复位弹簧,所述y型架的中部位于夹扣的下方安装有软铁芯,所述软铁芯的外部绕接有通电线圈,所述夹扣的底部位于软铁芯的上方安装有磁吸块。
14.作为上述技术方案的进一步描述:
15.两个所述托块的形状均为圆弧状结构,两个所述托块的顶部均安装有橡胶垫,所述夹扣的上端形状也为圆弧状结构,所述夹扣的上端内侧对称安装有两个橡胶块。
16.作为上述技术方案的进一步描述:
17.所述控制器的前端上从左至右分别安装有显示屏、提示灯、警报器和操作按钮,所述气压传感器的输出端与控制器的输入端电性连接,所述控制器的输出端分别与显示屏、提示灯和警报器的输入端电性连接,所述操作按钮的输出端分别与双轴电机、电动油缸、加压泵和通电线圈的输入端电性连接。
18.综上所述,由于采用了上述技术方案,本发明的有益效果是:
19.1、本发明中,采用对向自夹式检测结构,通过在机架上设置了两组可同向滑动调整的横移板和插盘,同时在横移板和插盘上分别设置了加压泵、单向进气阀和气压传感器,当操作双轴电机工作时,在双头螺杆和螺套之间的传动作用下,两个横移板便可同步向内运动,从而将注塑管件双端夹装在插盘和横移板之间,当加压泵工作时,在单向进气阀的作用下,便会对注塑管件内部进行加压充气处理,气压传感器可实时检测注塑管件内部气压的变化,并将数据传输控制器,控制器将数据进行分析和计算后便可控制显示屏、提示灯和警报器进行相应的工作,这种结构可将注塑管件进行自动化的夹装、充气和检测处理,同时可检测后的气密性数据通过数显以及声光警报的方式提醒操作人员,既提升了注塑管件检测的效率,同时也提升了注塑管件气密性检测的精度。
20.2、本发明中,采用磁吸夹扣式夹持结构,通过在y型架上设置了托块、橡胶垫和夹扣,同时在y型架和夹扣之间设置了限位滑柱、复位弹簧、软铁芯,磁吸块和橡胶块,正常状态下,在复位弹簧的弹力作用下,夹扣整体便会向上复位至初始夹持状态,当软铁芯上的通电线圈通电时,软铁芯便会产生电磁力,软铁芯和磁吸块之间的磁吸作用下,夹扣整体整体便会向下运动,从而将注塑管件三点式夹持在夹扣和两个托块之间,这种结构可将托架放置在y型架上的注塑管件进行自动夹持处理,既提升了注塑管件夹持的效率,同时也提升了注塑管件夹持的稳定性。
附图说明
21.图1为本发明提出的一种注塑件气密性快速检测装置的正三轴测图;
22.图2为本发明中的正视图;
23.图3为本发明中横移板的立体横剖示意图;
24.图4为本发明中y型架的立体侧剖示意图;
25.图5为本发明的工作流程框图。
26.图例说明:
27.1、基座;2、机架;201、滑槽;3、双轴电机;301、双头螺杆;4、横移板;401、螺套;402、
密封垫;5、插盘;501、密封圈;6、电动油缸;601、压扣;7、加压泵;701、单向进气阀;8、y型架;801、限位滑柱;9、控制器;901、显示屏;902、提示灯;903、警报器;904、操作按钮;10、托块;1001、橡胶垫;11、夹扣;1101、橡胶块;1102、磁吸块;12、气压传感器;13、软铁芯;1301、通电线圈;14、复位弹簧。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
29.请参阅图1
‑
5,本发明提供一种技术方案:一种注塑件气密性快速检测装置,包括基座1、机架2、插盘5和加压泵7,基座1的上端面中部固定连接有y型架8,基座1的上端面后侧固定连接有机架2,机架2的顶部对称开设有两个滑槽201,两个滑槽201内均滑动连接有横移板4,机架2和两个横移板4之间设有调节部,两个横移板4的内侧均固定连接有插盘5,左侧设置的横移板4的左端安装有加压泵7,加压泵7的右端连接有贯穿横移板4和插盘5的单向进气阀701,右侧设置的插盘5的左端中部安装有气压传感器12,机架2的顶部前侧安装有控制器9。
30.具体的,如图1
‑
3所示,横移板4和插盘5之间设置有密封部,密封部包括可拆卸安装在横移板4和插盘5之间且截面呈l型的密封垫402和嵌套在插盘5外部的密封圈501,密封垫402的内表壁与注塑管件的外表壁相互贴合,密封圈501的外表壁与注塑管件的内表壁相互贴合,密封圈501和密封垫402的设置,可将注塑管件双端进行综合的密封处理,密封部还包括呈环形阵列安装在横移板4上且位于密封垫402外围的四个电动油缸6,四个电动油缸6的伸缩端均连接有呈弧形结构且与密封垫402外表壁相互抵接的压扣601,当电动油缸6向外延伸时,便可带动压扣601向内挤压密封垫402,从而使得密封垫402与注塑管件外壁贴合的更加紧密。
31.具体的,如图1
‑
3所示,调节部包括安装在机架2上端面中部的双轴电机3以及连接在双轴电机3双头螺杆301,双头螺杆301的两端分别贯穿两个横移板4并延伸至机架2的两端外侧,两个横移板4上均安装有与双头螺杆301相适配的螺套401,双轴电机3工作时,便会带动双头螺杆301转动,在双头螺杆301和螺套401之间的传动作用下,两个横移板4便可在滑槽201内同步向内或向外滑动调整。
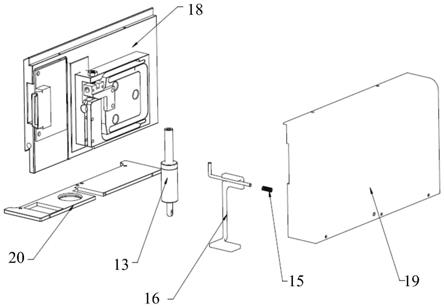
32.具体的,如图1、图2和图4所示,y型架8上设置有夹持部,夹持部包括对称安装在y型架8顶部左侧和顶部右侧上的托块10和活动连接在y型架8中部的夹扣11,y型架8的中部对称固定连接有两个贯穿夹扣11的限位滑柱801,限位滑柱801的设置,提升了夹扣11在y型架8上竖直方向升降运动的稳定性,限位滑柱801的外部位于y型架8和夹扣11之间套设有复位弹簧14,复位弹簧14的设置,可在通电线圈1301断电后,使得夹扣11整体复位至初始夹持状态,y型架8的中部位于夹扣11的下方安装有软铁芯13,软铁芯13的外部绕接有通电线圈1301,夹扣11的底部位于软铁芯13的上方安装有磁吸块1102,两个托块10的形状均为圆弧状结构,两个托块10的顶部均安装有橡胶垫1001,夹扣11的上端形状也为圆弧状结构,夹扣11的上端内侧对称安装有两个橡胶块1101,橡胶垫1001和两个橡胶块1101的设置,一方面
提升了注塑管件夹持在夹扣11和两个托块10之间的稳定性,另一方面降低了注塑管件刚性夹伤和划痕的产生。
33.具体的,如图1
‑
5所示,控制器9的前端上从左至右分别安装有显示屏901、提示灯902、警报器903和操作按钮904,气压传感器12的输出端与控制器9的输入端电性连接,控制器9的输出端分别与显示屏901、提示灯902和警报器903的输入端电性连接,气压传感器12可实时检测注塑管件内部的气压数据并将气压数据实时传输至控制器9,控制器9便会将气压数据进行分析和计算,从而控制显示屏901、提示灯902和警报器903进行相应的工作,操作按钮904的输出端分别与双轴电机3、电动油缸6、加压泵7和通电线圈1301的输入端电性连接,操作按钮904的设置,便于操作人员对双轴电机3、电动油缸6、加压泵7和通电线圈1301的通电控制处理。
34.工作原理:使用时,将检测装置连接电源,需要将注塑管件进行气密性检测时,便可将待检测的注塑管件放置在y型架8的两个托块10之间,此时操作人员便可操作操作按钮904控制双轴电机3通电工作,双轴电机3便会带动双头螺杆301转动,在双头螺杆301和螺套401之间的传动作用下,两个横移板4便可在滑槽201内同步向内运动,当两个横移板4上的插盘5分别插入到注塑管件的两端后,便可操作操作按钮904控制电动油缸6,当电动油缸6上的压扣601均挤压到密封垫402时,此时密封圈501和密封垫402便会将注塑管件双端进行综合的密封处理,此时便可操作操作按钮904控制通电线圈1301和加压泵7工作,当通电线圈1301通电工作时,软铁芯13便会产生电磁力,在软铁芯13和磁吸块1102之间的磁吸作用下,夹扣11整体整体便会向下运动,当夹扣11上的两个橡胶块1101均接触并挤压到注塑管件外壁时,此时注塑管件三点式夹持在夹扣11和两个托块10之间,当加压泵7工作时,在单向进气阀701的作用下,便会对注塑管件内部进行加压充气处理,注塑管件内部的气压便会逐渐增加至测试值,同时插盘5上的气压传感器12可实时检测注塑管件内部气压的变化,并将数据传输控制器9,控制器9将数据进行分析和计算后便可控制显示屏901显示数据线性变化,当在测试时间段注塑管件的气压下降明显时,控制器9便会提示灯902和警报器903工作,从而发出相应的灯光和声音信号提醒操作人员该注塑管件存在质量问题,当气压数据呈稳定线性分布时,则说明注塑管件气密性较好,便完成了注塑管件的快速检测处理。
35.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。