1.本发明具体涉及抗氧化铁制工艺品技术领域,尤其涉及一种抗氧化铁制工艺品的制备方法。
背景技术:
2.铁作为最有用、最廉价、最丰富、最重要的金属被广泛的应用于我们的日常生活中,并且随着社会的发展,铁的价值也越来越高,铁制工艺品也越来越美观,不但可以用作家居装饰的摆件,也可以制造成很多精美的工艺礼品,这些铁制工艺品都具有独特的工艺和生动的神态。
3.但是铁制工艺品长时间暴露在空气中,易于空气和水接触,并且人们不断的触摸,易沾染油脂和污染物,很容易使得铁制工艺品的表面发生氧化生锈,为了消除这些问题,故而设计一种抗氧化铁制工艺品的制备方法。
技术实现要素:
4.本发明的目的是为解决铁制工艺品长时间暴露在空气中,易于空气和水接触,并且人们不断的触摸,易沾染油脂和污染物,很容易使得铁制工艺品的表面发生氧化生锈问题。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种抗氧化铁制工艺品的制备方法,包括以下步骤:
7.s1:准备样品,准备制备好的铁质工艺品;
8.s2:制备抗氧化液,氧化液原料包括抗氧化剂、乙酰乙酸乙酯、柠檬酸、乳酸钙、乙二胺四乙酸二钠、谷氨酰胺转氨酶、羟基乙叉二膦酸、稀释剂和水混合;
9.s3:喷涂,将s2中形成抗氧化液喷涂在铁质工艺品的表面,等待干燥;
10.s4:喷涂保护层,在经过s3喷涂后的铁制工艺品表面喷涂防护涂层;
11.s5:凝固,将经过s4喷涂后的铁制工艺品进行凝固,得到抗氧化铁制工艺品。
12.进一步的,所述s1中铁制工艺品选为抛光后的成品。
13.在前述方案的基础上,所述s2中抗氧化剂10
‑
15份,乙酰乙酸乙酯20
‑
30份,柠檬酸3
‑
10份,乳酸钙15
‑
20份,乙二胺四乙酸二钠20
‑
30份,羟基乙叉二膦酸5
‑
10份、稀释剂5
‑
15份和水55
‑
65份加入搅拌设备中,在55
‑
75℃下搅拌混合。
14.作为本发明再进一步的方案,所述在s2混合搅拌设备中设置有过滤网,过滤网为30
‑
60目,且s2的搅拌转速为250
‑
280r/min,混合搅拌40
‑
70min,然后加入谷氨酰胺转氨酶10
‑
15份继续搅拌10
‑
30min,即可得到抗氧化液。
15.进一步的,所述将s2得到的抗氧化液喷涂在铁质工艺品的表面,抗氧化液的喷涂厚度为20
‑
30mm,干燥60
‑
80min。
16.在前述方案的基础上,所述将s4中的防护层为纳米10
‑
20份、锌粉10
‑
20份,在15
‑
25℃的温度下,以150
‑
215r/min的转速下混合搅拌15
‑
30min,即可得到防护涂层,且防护层
的喷涂厚度为20
‑
50mm。
17.本发明还提出了一种抗氧化铁制工艺品的加工设备,包括底板和输送机构,所述底板的上表面固定连接有垫块,垫块的上表面固定连接有第一搅拌桶,第一搅拌桶的上表面固定连接有第二搅拌桶,第一搅拌桶和第二搅拌桶的一侧均密封插接有进料管,且第一搅拌桶和第二搅拌桶的一侧分别密封插接有第二出料管和第一出料管,所述第二搅拌桶的上表面固定连接有电机,电机输出轴的一端固定连接有连接轴,连接轴穿过第一搅拌桶和第二搅拌桶,且连接轴的一侧套接有第一轴套和第二轴套,第一轴轴套和第二轴套的一侧固定连接有多个搅拌叶,所述底板的上表面分别固定连接有第一储液罐和第二储液罐,第二出料管与第二储液罐密封插接,第一出料管与第一储液罐密封插接,所述第一储液罐和第二储液罐的一侧均密封插接有出液管,出液管的一侧焊接有多个喷头。
18.进一步的,所述第一储液罐和第二储液罐的一侧均密封插接有连接管,连接管的一侧分别设有第一阀门和第二阀门,第一出料管和第二出料管的一侧均设有阀门,且第一搅拌桶和第二搅拌桶内均设有温度传感器和加热板。
19.进一步的,所述底板的上表面固定连接有气罐,气罐的输出端密封插接有出气管,出气管的一端与连接管密封插接,且第一出料管和第二出料管的一端均固定连接有过滤罩,过滤罩分别位于第一搅拌桶和第二搅拌桶内。
20.进一步的,所述底板的上表面固定连接有机壳,机壳的两侧均固定连接有密封条,且机壳的顶部内壁固定连接有加热器。
21.(三)有益效果
22.与现有技术相比,本发明提供了一种抗氧化铁制工艺品的制备方法,具备以下有益效果:
23.1、通过抗氧化液的配合使用,能够将铁制工艺品与空气和水隔绝,从而可以防止铁质工艺品生锈,增加了铁制工艺品的抗氧化的性能,保证了铁制工艺品的美观。
24.2、通过喷涂防护涂层干燥固化的设置,能够使得防护涂层和抗氧化液与铁制工艺品紧密的贴合,增加铁制工艺品的抗氧化性,而且还可以防止抗氧化液出现发生脱落的情况,提高铁制工艺品抗氧化能力。
25.3、通过电机带动连接轴转动,进而带动搅拌叶转动,从而利用搅拌叶对原料进行搅拌,继而可以快速高效的使得抗氧化液原料和防护涂层原料充分的混合,该处理工艺操作运行方便,自动化程度高,提升了效率抗氧化液原料和防护涂层原料混合的效率。
26.4、通过加热器的设置,加快了铁制工艺品的干燥时间,同时由密封条的设计,增加了机壳内的密封性,避免机壳内的热气散失,从而可以进一步的加快铁制工艺品的干燥时间,提升了该装置的实用性。
附图说明
27.附图说明
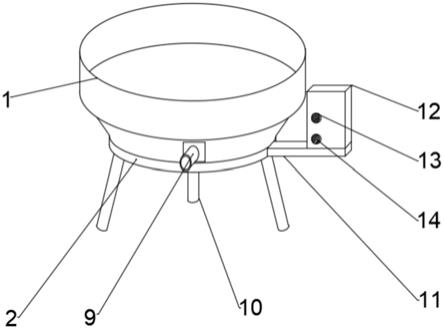
28.图1为本发明中提出的一种抗氧化铁制工艺品的加工设备的左侧立体结构示意图;
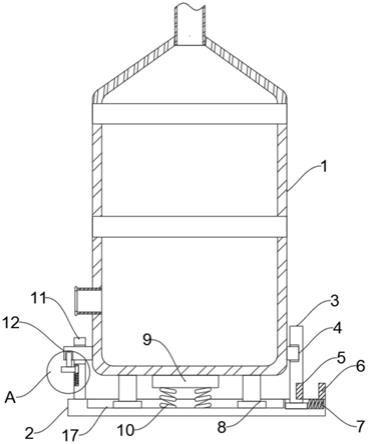
29.图2为本发明中提出的一种抗氧化铁制工艺品的加工设备的局部剖视结构示意图;
30.图3为本发明中提出的一种抗氧化铁制工艺品的加工设备的右侧立体结构示意图;
31.图4为本发明中提出的一种抗氧化铁制工艺品的加工设备的部分剖视结构示意图。
32.图5为本发明中提出的一种抗氧化铁制工艺品的制备方法的流程结构结构示意图。
33.图中:1、底板;2、垫块;3、第一搅拌桶;4、第二搅拌桶;5、进料管;6、第一出料管;7、电机;8、连接轴;9、搅拌叶;10、第一储液罐;11、出液管;12、喷头;13、输送机构;14、机壳;15、密封条;16、加热器;17、气罐;18、出气管;19、连接管。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
35.所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
36.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
37.实施例1
38.参照图1
‑
图5,一种抗氧化铁制工艺品的制备方法,包括以下步骤:
39.s1:准备样品,准备制备好的铁质工艺品;
40.s2:制备抗氧化液,氧化液原料包括抗氧化剂、乙酰乙酸乙酯、柠檬酸、乳酸钙、乙二胺四乙酸二钠、谷氨酰胺转氨酶、羟基乙叉二膦酸、稀释剂和水混合;
41.s3:喷涂,将s2中形成抗氧化液喷涂在铁质工艺品的表面,等待干燥;
42.s4:喷涂保护层,在经过s3喷涂后的铁制工艺品表面喷涂防护涂层;
43.s5:凝固,将经过s4喷涂后的铁制工艺品进行凝固,得到抗氧化铁制工艺品。
44.本发明中,s1中铁制工艺品选为抛光后的成品,抛光后的铁制工艺品,以便于抗氧化液的的喷涂,s2中抗氧化剂12份,乙酰乙酸乙酯5份,柠檬酸6份,乳酸钙16份,乙二胺四乙酸二钠25份,羟基乙叉二膦酸6份、稀释剂8份和水60份加入搅拌设备中,在60℃下搅拌混合,在s2混合搅拌设备中设置有过滤网,过滤网为40目,过滤网过滤的目的,保证混合后溶液的质量,且s2的搅拌转速为260r/min,混合搅拌50min,然后加入谷氨酰胺转氨酶12份继续搅拌25min,即可得到抗氧化液,抗氧化液的配合使用,能够将铁制工艺品与空气和水隔绝,从而可以防止铁质工艺品生锈,增加了铁制工艺品的抗氧化的性能,保证了铁制工艺品的美观,将s2得到的抗氧化液喷涂在铁质工艺品的表面,抗氧化液的喷涂厚度为22mm,干燥65min,将s4中的防护层为纳米15份、锌粉15份,在18℃的温度下,以180r/min的转速下混合搅拌20min,即可得到防护涂层,防护涂层干燥固化的设计,能够使得防护涂层和抗氧化液与铁制工艺品紧密的贴合,增加铁制工艺品的抗氧化性,而且还可以防止抗氧化液出现发
生脱落的情况,提高铁制工艺品抗氧化能力,且防护层的喷涂厚度为25mm。
45.本发明还提出了一种抗氧化铁制工艺品的加工设备,包括底板1和输送机构13,底板1的上表面通过螺栓固定有垫块2,垫块2的上表面通过螺栓固定有第一搅拌桶3,第一搅拌桶3的上表面通过螺栓固定有第二搅拌桶4,第一搅拌桶3和第二搅拌桶4的一侧均密封插接有进料管5,且第一搅拌桶3和第二搅拌桶4的一侧分别密封插接有第二出料管和第一出料管6,第二搅拌桶4的上表面通过螺栓固定有电机7,电机7输出轴的一端通过螺栓固定有连接轴8,连接轴8穿过第一搅拌桶3和第二搅拌桶4,且连接轴8的一侧套接有第一轴套和第二轴套,第一轴轴套和第二轴套的一侧通过螺栓固定有多个搅拌叶9,电机7带动连接轴8转动,进而带动搅拌叶9转动,从而利用搅拌叶9对原料进行搅拌,继而可以快速高效的使得抗氧化液原料和防护涂层原料充分的混合,该处理工艺操作运行方便,自动化程度高,提升了效率抗氧化液原料和防护涂层原料混合的效率,底板1的上表面分别通过螺栓固定有第一储液罐10和第二储液罐,第二出料管与第二储液罐密封插接,第一出料管6与第一储液罐10密封插接,第一储液罐10和第二储液罐的一侧均密封插接有出液管11,出液管11的一侧焊接有多个喷头12。
46.第一储液罐10和第二储液罐的一侧均密封插接有连接管19,连接管19的一侧分别设有第一阀门和第二阀门,第一出料管6和第二出料管的一侧均设有阀门,且第一搅拌桶3和第二搅拌桶4内均设有温度传感器和加热板,底板1的上表面通过螺栓固定有气罐17,气罐17的输出端密封插接有出气管18,出气管18的一端与连接管19密封插接,气罐17内的气体通过出气管18进入连接管19内,从而进入第一储液罐10和第二储液罐内,从而使得第一储液罐10和第二储液罐内的气压降低,从而使得第一储液罐10和第二储液罐内的抗氧化液和防护涂层通过出液管11和喷头12对铁制工艺品进行喷涂,且第一出料管6和第二出料管的一端均固定连接有过滤罩,过滤罩的加入能够对得到抗氧化液和防护涂层融液进行过滤,以去除溶液中的杂质,过滤罩分别位于第一搅拌桶3和第二搅拌桶4内,底板1的上表面通过螺栓固定有机壳14,机壳14的两侧均粘接有密封条15,密封条15的设计,增加了机壳14内的密封性,避免机壳14内的热气散失,且机壳14的顶部内壁通过螺栓固定有加热器16,加热器16的设计,加快了铁制工艺品的干燥时间。
47.本实施例工作原理:使用时,首先将抗氧化液的制备原料和水经过进料管5投放入第一搅拌桶3内,将防护涂层的制备原料和水经过进料管5投放入第二搅拌桶4内,然后,将铁制工艺品放置在输送机构13上,接着,启动电机7,在电机7的带动下连接轴8转动,从而使得搅拌叶9转动,从而对第一搅拌桶3和第二搅拌桶4内的原料进行搅拌,从而抗氧化液的制备原料与水,防护涂层的制备原料与水进行充分的融合,当抗氧化液的制备原料与水,防护涂层的制备原料与水混合后,即可得到抗氧化液和防护涂层,接着,打开阀门,使得第一搅拌桶3内抗氧化液和第二搅拌桶4内的防护涂层通过过滤罩进行过滤,进而通过第二出料管和第一出料管6排入第一储液罐10和第二储液罐内,继而,启动气罐17,使得气罐17内的气体通过出气管18进入连接管19内,从而进入第一储液罐10和第二储液罐内,从而使得第一储液罐10和第二储液罐内的气压降低,从而使得第一储液罐10和第二储液罐内的抗氧化液和防护涂层通过出液管11流入喷头12,这时,经过输送机构13输送的铁制工艺品经过喷头12的下方,且通过喷头12对铁制工艺品进行喷涂,之后,对铁制工艺品进行防护涂层的喷涂,而后,铁制工艺品经过输送机构13继续输送,从而进入机壳14内,同时,启动加热器16,
通过加热器16对铁制工艺品进行加热,继而,使得铁制工艺品表面的防护涂层得到固化,从而得到抗氧化液铁制工艺品。
48.实施例2
49.参照图1
‑
图5,一种抗氧化铁制工艺品的制备方法,包括以下步骤:
50.s1:准备样品,准备制备好的铁质工艺品;
51.s2:制备抗氧化液,氧化液原料包括抗氧化剂、乙酰乙酸乙酯、柠檬酸、乳酸钙、乙二胺四乙酸二钠、谷氨酰胺转氨酶、羟基乙叉二膦酸、稀释剂和水混合;
52.s3:喷涂,将s2中形成抗氧化液喷涂在铁质工艺品的表面,等待干燥;
53.s4:喷涂保护层,在经过s3喷涂后的铁制工艺品表面喷涂防护涂层;
54.s5:凝固,将经过s4喷涂后的铁制工艺品进行凝固,得到抗氧化铁制工艺品。
55.本发明中,s1中铁制工艺品选为抛光后的成品,抛光后的铁制工艺品,以便于抗氧化液的的喷涂,s2中抗氧化剂13份,乙酰乙酸乙酯5份,柠檬酸7份,乳酸钙17份,乙二胺四乙酸二钠26份,羟基乙叉二膦酸7份、稀释剂7份和水62份加入搅拌设备中,在65℃下搅拌混合,在s2混合搅拌设备中设置有过滤网,过滤网为50目,过滤网过滤的目的,保证混合后溶液的质量,且s2的搅拌转速为270r/min,混合搅拌55min,然后加入谷氨酰胺转氨酶13份继续搅拌28min,即可得到抗氧化液,抗氧化液的配合使用,能够将铁制工艺品与空气和水隔绝,从而可以防止铁质工艺品生锈,增加了铁制工艺品的抗氧化的性能,保证了铁制工艺品的美观,将s2得到的抗氧化液喷涂在铁质工艺品的表面,抗氧化液的喷涂厚度为25mm,干燥70min,将s4中的防护层为纳米17份、锌粉17份,在20℃的温度下,以200r/min的转速下混合搅拌25min,即可得到防护涂层,防护涂层干燥固化的设计,能够使得防护涂层和抗氧化液与铁制工艺品紧密的贴合,增加铁制工艺品的抗氧化性,而且还可以防止抗氧化液出现发生脱落的情况,提高铁制工艺品抗氧化能力,且防护层的喷涂厚度为35mm。
56.本发明还提出了一种抗氧化铁制工艺品的加工设备,包括底板1和输送机构13,底板1的上表面通过螺栓固定有垫块2,垫块2的上表面通过螺栓固定有第一搅拌桶3,第一搅拌桶3的上表面通过螺栓固定有第二搅拌桶4,第一搅拌桶3和第二搅拌桶4的一侧均密封插接有进料管5,且第一搅拌桶3和第二搅拌桶4的一侧分别密封插接有第二出料管和第一出料管6,第二搅拌桶4的上表面通过螺栓固定有电机7,电机7输出轴的一端通过螺栓固定有连接轴8,连接轴8穿过第一搅拌桶3和第二搅拌桶4,且连接轴8的一侧套接有第一轴套和第二轴套,第一轴轴套和第二轴套的一侧通过螺栓固定有多个搅拌叶9,电机7带动连接轴8转动,进而带动搅拌叶9转动,从而利用搅拌叶9对原料进行搅拌,继而可以快速高效的使得抗氧化液原料和防护涂层原料充分的混合,该处理工艺操作运行方便,自动化程度高,提升了效率抗氧化液原料和防护涂层原料混合的效率,底板1的上表面分别通过螺栓固定有第一储液罐10和第二储液罐,第二出料管与第二储液罐密封插接,第一出料管6与第一储液罐10密封插接,第一储液罐10和第二储液罐的一侧均密封插接有出液管11,出液管11的一侧焊接有多个喷头12。
57.第一储液罐10和第二储液罐的一侧均密封插接有连接管19,连接管19的一侧分别设有第一阀门和第二阀门,第一出料管6和第二出料管的一侧均设有阀门,且第一搅拌桶3和第二搅拌桶4内均设有温度传感器和加热板,底板1的上表面通过螺栓固定有气罐17,气罐17的输出端密封插接有出气管18,出气管18的一端与连接管19密封插接,气罐17内的气
体通过出气管18进入连接管19内,从而进入第一储液罐10和第二储液罐内,从而使得第一储液罐10和第二储液罐内的气压降低,从而使得第一储液罐10和第二储液罐内的抗氧化液和防护涂层通过出液管11和喷头12对铁制工艺品进行喷涂,且第一出料管6和第二出料管的一端均固定连接有过滤罩,过滤罩的加入能够对得到抗氧化液和防护涂层融液进行过滤,以去除溶液中的杂质,过滤罩分别位于第一搅拌桶3和第二搅拌桶4内,底板1的上表面通过螺栓固定有机壳14,机壳14的两侧均粘接有密封条15,密封条15的设计,增加了机壳14内的密封性,避免机壳14内的热气散失,且机壳14的顶部内壁通过螺栓固定有加热器16,加热器16的设计,加快了铁制工艺品的干燥时间。
58.本实施例工作原理:使用时,首先将抗氧化液的制备原料和水经过进料管5投放入第一搅拌桶3内,将防护涂层的制备原料和水经过进料管5投放入第二搅拌桶4内,然后,将铁制工艺品放置在输送机构13上,接着,启动电机7,在电机7的带动下连接轴8转动,从而使得搅拌叶9转动,从而对第一搅拌桶3和第二搅拌桶4内的原料进行搅拌,从而抗氧化液的制备原料与水,防护涂层的制备原料与水进行充分的融合,当抗氧化液的制备原料与水,防护涂层的制备原料与水混合后,即可得到抗氧化液和防护涂层,接着,打开阀门,使得第一搅拌桶3内抗氧化液和第二搅拌桶4内的防护涂层通过过滤罩进行过滤,进而通过第二出料管和第一出料管6排入第一储液罐10和第二储液罐内,继而,启动气罐17,使得气罐17内的气体通过出气管18进入连接管19内,从而进入第一储液罐10和第二储液罐内,从而使得第一储液罐10和第二储液罐内的气压降低,从而使得第一储液罐10和第二储液罐内的抗氧化液和防护涂层通过出液管11流入喷头12,这时,经过输送机构13输送的铁制工艺品经过喷头12的下方,且通过喷头12对铁制工艺品进行喷涂,之后,对铁制工艺品进行防护涂层的喷涂,而后,铁制工艺品经过输送机构13继续输送,从而进入机壳14内,同时,启动加热器16,通过加热器16对铁制工艺品进行加热,继而,使得铁制工艺品表面的防护涂层得到固化,从而得到抗氧化液铁制工艺品。
59.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。