1.本技术涉及一种电子烟领域,尤其涉及一种电子烟用针对s形加热丝的发热器预制机。
背景技术:
2.随着吸烟有害健康的观念深入人心,越来越多的烟民,从实体烟草转投电子烟,电子烟的核心是将烟油从液态激发到气态,使得使用者能获得吸烟的快感,并不会被香烟中有害物质伤害身体。
3.但由于电子烟发热器在制作时,发热器中的加热丝在接触到空气时工作,会大大减少使用寿命,并且,基于使用者的习惯,发热器必须要做的微型,于是在将加热丝通过密封胶进行阻隔空气时,预先弯折成s形的加热丝在与胶料粘附的时候,胶料会发生溅射,胶料无法完全包覆加热丝,其中的空隙会降低加热器使用时的安全性。
4.有鉴于上述问题,需要研发一种电子烟用针对s形加热丝的发热器预制机,来克服上述问题。
技术实现要素:
5.为了克服由于电子烟发热器在制作时,发热器中的加热丝在接触到空气时工作,会大大减少使用寿命,并且,基于使用者的习惯,发热器必须要做的微型,于是在将加热丝通过密封胶进行阻隔空气时,预先弯折成s形的加热丝在与胶料粘附的时候,胶料会发生溅射,胶料无法完全包覆加热丝,其中的空隙会降低加热器使用时的安全性。的缺点,本技术的目的是提供一种电子烟用针对s形加热丝的发热器预制机。
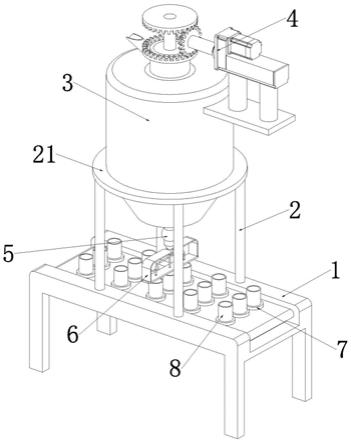
6.技术方案为:一种电子烟用针对s形加热丝的发热器预制机,包括有箱体、第一箱门、第二箱门、车轮、处理仓、第一仓门、第二仓门、气泵、气瓶、转动单元、第一上胶单元、第二上胶单元、贴合单元和勾挑式传料单元;箱体通过合页与第一箱门进行转动连接;箱体通过合页与第二箱门进行转动连接;箱体与四组车轮进行固接;箱体与处理仓进行固接;箱体内部安装有气泵;箱体内部放置有气瓶;处理仓通过合页与第一仓门进行转动连接;处理仓通过合页与第二仓门进行转动连接;气泵通过气管连接处理仓;处理仓连接有转动单元;处理仓连接有第二上胶单元;处理仓连接有贴合单元;处理仓连接有勾挑式传料单元;转动单元连接有第一上胶单元;转动单元连接勾挑式传料单元;第一上胶单元与第二上胶单元均通过触碰的方式自动切换对面材进行上胶;勾挑式传料单元用于将加热丝转移到带有胶料的面材上。
7.作为上述方案的改进,还包括有转动单元,转动单元包括有第一支架、第一胶箱、丝杆、第一传动轮、u型滑架、定位杆、第一齿条和第一导流槽;处理仓与第一支架进行固接;第一支架对称放置有两组第一胶箱;两组第一胶箱间通过两组对称设置的第一导流槽连接;第一支架分别与两组对称设置的丝杆进行转动连接;第一支架分别与两组对称设置的定位杆进行固接;第一上胶单元固接第一支架;丝杆外环面与第一传动轮进行固接;丝杆与
勾挑式传料单元进行固接;两组第一传动轮之间通过皮带进行传动连接;丝杆与u型滑架进行旋接;u型滑架与定位杆进行滑动连接;两组u型滑架与两组第一齿条进行固接;第一上胶单元连接两组第一齿条。
8.作为上述方案的改进,两组第一导流槽均为倒v形,且上部开有槽。
9.作为上述方案的改进,第一上胶单元包括有第二支架、第一电动滑轨、第一电动滑块、第一限位柱、第一触杆、第一接触槽、第二接触槽、第一传动杆、第一齿轮、第一连板、第一吸盘、第一连杆、第一弹簧条、第二连板、第一转轴、第一胶辊和第一异形刮刀;第一支架与两组对称的第二支架进行固接;第二支架与第一电动滑轨进行固接;第二支架与第一传动杆进行转动连接;第一电动滑轨与第一电动滑块进行滑动连接;第一电动滑块与第一限位柱进行固接;第一限位柱与第一触杆进行滑动连接;第一限位柱与第一连杆进行滑动连接;两组第一触杆分别与第一连杆进行固接;两组第一触杆左右两侧各设置有一组第一接触槽和第二接触槽;两组第一接触槽与两组第二接触槽均固接于两组第二支架上;第一传动杆外表面与两组第一齿轮进行固接;两组第一齿轮各与一组第一齿条啮合;第一传动杆与第一连板进行固接;第一连板与两组对称的第一吸盘进行固接;第一连杆分别与两组第一弹簧条进行固接;两组第一弹簧条分别通过销钉与一组第二连板进行转动连接;两组第二连板与第一转轴进行转动连接;第一转轴两端固接一组第一电动滑块;两组第二连板均与第一胶辊进行转动连接;第一胶辊与两组第一异形刮刀进行转动连接。
10.作为上述方案的改进,第二上胶单元包括有第三支架、第二电动滑轨、第二电动滑块、第二限位柱、第二触杆、第三接触槽、第四接触槽、支板、第二吸盘、第二连杆、第二弹簧条、第三连板、第二转轴、第二胶辊和第二异形刮刀;处理仓与第三支架进行固接;第三支架与两组第二电动滑轨进行固接;第三支架与支板进行固接;支板与两组第二吸盘进行固接;两组第二电动滑轨与两组第二电动滑块进行滑动连接;第二电动滑块与第二限位柱进行固接;第二限位柱与第二触杆进行滑动连接;两组第二触杆通过第二连杆固接;两组第二触杆两侧分别设置有一组第三接触槽和第四接触槽;两组第三接触槽与两组第四接触槽均与第三支架进行固接;第二连杆固接有两组第二弹簧条;两组第二弹簧条分别通过销钉与一组第三连板进行转动连接;第二转轴分别穿过两组第三连板与两组第二电动滑块;两组第三连板均与第二转轴进行转动连接;第二转轴与两组第二电动滑块进行固接;两组第三连板均与第二胶辊进行转动连接;第二胶辊与两组第二异形刮刀进行转动连接。
11.作为上述方案的改进,两组第一限位柱和两组第二限位柱在相对面的中部开设有槽。
12.作为上述方案的改进,两组第一触杆和两组第二触杆的两头均设置有接触球。
13.作为上述方案的改进,两组第一异形刮刀和第二异形刮刀均为下部带有导流槽的楔形重块。
14.作为上述方案的改进,还包括有贴合单元,贴合单元包括有第四支架、第二胶箱、第二导流槽、第一电动推杆和第二电动推杆;处理仓与两组第四支架进行固接;两组第四支架上分别设置有一组第二胶箱;两组第二胶箱之间通过两组第二导流槽进行固接;处理仓分别与两组第一电动推杆和第二电动推杆进行固接。
15.作为上述方案的改进,勾挑式传料单元包括有第五支架、第三电动滑轨、第三电动滑块、第二传动杆、第二齿轮、伸缩板、第三电动推杆、第一勾板、第一弯头针、第四电动推
杆、第二勾板、第二弯头针、第一弹簧杆、第二弹簧杆、第四连板、第二齿条、第三齿条、电机、第三传动杆、第二传动轮、第三传动轮、第四传动杆、凸轮、第四传动轮和第五传动轮;处理仓与第五支架进行固接;第五支架与两组第三电动滑轨进行固接;两组第三电动滑轨分别与一组第三电动滑块进行滑动连接;两组第三电动滑块分别与一组第二传动杆进行转动连接;两组第二传动杆外环面分别与一组第二齿轮进行固接;两组第二传动杆均与伸缩板进行固接;伸缩板与第三电动推杆进行固接;第三电动推杆与第一勾板进行固接;第一勾板与多组第一弯头针进行固接;多组第一弯头针均与第二勾板进行滑动连接;伸缩板与两组第四电动推杆进行固接;两组第四电动推杆均与第二勾板进行固接;第二勾板与多组第二弯头针进行固接;第五支架分别与两组第一弹簧杆和第二弹簧杆进行固接;两组第一弹簧杆和第二弹簧杆分别固接有一组第四连板;两组第四连板分别与两组第二齿条和第三齿条进行固接;处理仓与电机进行固接;电机输出轴与第三传动杆进行固接;第三传动杆与第五支架进行转动连接;第三传动杆外表面与第二传动轮进行固接;第五支架与第四传动杆进行转动连接;第四传动杆外表面与第三传动轮进行固接;第二传动轮与第三传动轮之间通过皮带进行传动连接;第四传动杆与两组凸轮进行固接;第四传动杆与第四传动轮进行固接;丝杆与第五传动轮进行固接;第四传动轮与第五传动轮之间通过皮带进行传动连接。
16.与现有技术相比,本技术具有以下有益效果:1、本技术设置转动单元对上部面材完成胶料涂覆后进行翻转;2、本技术设置第一上胶单元通过触碰式转向结构对上部面材进行胶料涂覆;3、本技术设置第二上胶单元通过触碰式转向结构对下部面材进行胶料涂覆;4、本技术设置贴合单元将下部完成胶料涂覆面材首先与加热丝进行粘合,再与上部完成翻转面材进行贴合;5、本技术设置勾挑式传料单元通过对加热丝的勾连,加热丝与胶料进行接触时,避免胶料的溅射。
附图说明
17.图1为本技术的闭舱立体结构示意图;图2为本技术的开舱立体结构示意图;图3为本技术的开舱部分立体结构示意图;图4为本技术的转动单元立体结构示意图;图5为本技术的转动单元部分立体结构示意图;图6为本技术的第一上胶单元立体结构示意图;图7为本技术的第一上胶单元第一种部分立体结构示意图;图8为本技术的第一上胶单元第二种部分立体结构示意图;图9为本技术的第一上胶单元第三种部分立体结构示意图;图10为本技术的第二上胶单元立体结构示意图;图11为本技术的第二上胶单元部分立体结构示意图;图12为本技术的贴合单元立体结构示意图;图13为本技术的勾挑式传料单元立体结构示意图;图14为本技术的勾挑式传料单元部分立体结构示意图。
18.附图中各零部件的标记根据下:1
‑
箱体,2
‑
第一箱门,3
‑
第二箱门,4
‑
车轮,5
‑
处理仓,6
‑
第一仓门,7
‑
第二仓门,8
‑
气泵,9
‑
气瓶,101
‑
第一支架,102
‑
第一胶箱,103
‑
丝杆,104
‑
第一传动轮,105
‑
u型滑架,106
‑
定位杆,107
‑
第一齿条,108
‑
第一导流槽,201
‑
第二支架,202
‑
第一电动滑轨,203
‑
第一电动滑块,204
‑
第一限位柱,205
‑
第一触杆,206
‑
第一接触槽,207
‑
第二接触槽,208
‑
第一传动杆,209
‑
第一齿轮,2010
‑
第一连板,2011
‑
第一吸盘,2012
‑
第一连杆,2013
‑
第一弹簧条,2014
‑
第二连板,2015
‑
第一转轴,2016
‑
第一胶辊,2017
‑
第一异形刮刀,301
‑
第三支架,302
‑
第二电动滑轨,303
‑
第二电动滑块,304
‑
第二限位柱,305
‑
第二触杆,306
‑
第三接触槽,307
‑
第四接触槽,308
‑
支板,309
‑
第二吸盘,3010
‑
第二连杆,3011
‑
第二弹簧条,3012
‑
第三连板,3013
‑
第二转轴,3014
‑
第二胶辊,3015
‑
第二异形刮刀,401
‑
第四支架,402
‑
第二胶箱,403
‑
第二导流槽,404
‑
第一电动推杆,405
‑
第二电动推杆,501
‑
第五支架,502
‑
第三电动滑轨,503
‑
第三电动滑块,504
‑
第二传动杆,505
‑
第二齿轮,506
‑
伸缩板,507
‑
第三电动推杆,508
‑
第一勾板,509
‑
第一弯头针,5010
‑
第四电动推杆,5011
‑
第二勾板,5012
‑
第二弯头针,5013
‑
第一弹簧杆,5014
‑
第二弹簧杆,5015
‑
第四连板,5016
‑
第二齿条,5017
‑
第三齿条,5018
‑
电机,5019
‑
第三传动杆,5020
‑
第二传动轮,5021
‑
第三传动轮,5022
‑
第四传动杆,5023
‑
凸轮,5024
‑
第四传动轮,5025
‑
第五传动轮。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
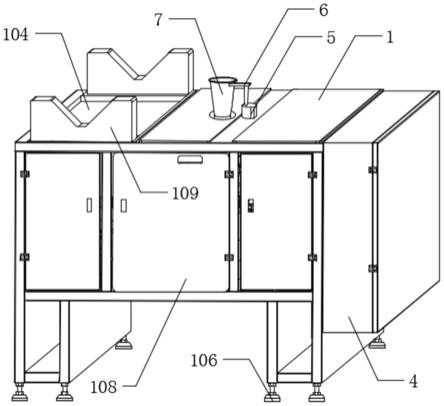
20.实施例一种电子烟用针对s形加热丝的发热器预制机,根据图1
‑
3所示,包括有箱体1、第一箱门2、第二箱门3、车轮4、处理仓5、第一仓门6、第二仓门7、气泵8、气瓶9、转动单元、第一上胶单元、第二上胶单元、贴合单元和勾挑式传料单元;箱体1通过合页与第一箱门2进行转动连接;箱体1通过合页与第二箱门3进行转动连接;箱体1与四组车轮4进行固接;箱体1与处理仓5进行固接;箱体1内部安装有气泵8;箱体1内部放置有气瓶9;处理仓5通过合页与第一仓门6进行转动连接;处理仓5通过合页与第二仓门7进行转动连接;气泵8通过气管连接处理仓5;处理仓5连接有转动单元;处理仓5连接有第二上胶单元;处理仓5连接有贴合单元;处理仓5连接有勾挑式传料单元;转动单元连接有第一上胶单元;转动单元连接勾挑式传料单元;第一上胶单元与第二上胶单元均通过触碰的方式自动切换对面材进行上胶;勾挑式传料单元用于将加热丝转移到带有胶料的面材上。
21.工作原理:使用时先将电子烟用针对s形加热丝的发热器预制机放置到所要使用的位置,将箱体1通过车轮4放置在平稳的位置上,然后外接电源启动该装置;首先在使用该机前,先打开第一箱门2和第二箱门3,将气瓶9放入箱体1内,然后通过导管连接到气泵8上,接着关闭第一箱门2和第二箱门3,再是打开处理仓5上的第一仓门6和第二仓门7,将s形加热丝放入到勾挑式传料单元,将两组面材分别放入到第一上胶单元与第二上胶单元上,此时,关闭第一仓门6和第二仓门7,机开始运行,气泵8将气瓶9中的气体泵入处理仓5中,第一上胶单元与第二上胶单元同时对两组面材进行单面上胶,而后通过转动单元,将第一上胶
单元的面材进行翻转,此时,勾挑式传料单元将s形加热丝转移到第二上胶单元上的面材上,接着,贴合单元大雄第二上胶单元上的面材和s形加热丝一起往上运动,直到s形加热丝与第一上胶单元的面材接触,使得两组面材和s形加热丝紧密贴合在一起;本技术在对两组面材同时上胶,并将s形加热丝与两组带胶的面材进行粘合的过程中,可在接触的情况下,完成自动切换上胶,且在将s形加热丝与面材贴合的过程中,避免s形加热丝压入胶面的时候,胶料的溅射。
22.根据图4
‑
5所示,还包括有转动单元,转动单元包括有第一支架101、第一胶箱102、丝杆103、第一传动轮104、u型滑架105、定位杆106、第一齿条107和第一导流槽108;处理仓5与第一支架101进行固接;第一支架101对称放置有两组第一胶箱102;两组第一胶箱102间通过两组对称设置的第一导流槽108连接;第一支架101分别与两组对称设置的丝杆103进行转动连接;第一支架101分别与两组对称设置的定位杆106进行固接;第一上胶单元固接第一支架101;丝杆103外环面与第一传动轮104进行固接;丝杆103与勾挑式传料单元进行固接;两组第一传动轮104之间通过皮带进行传动连接;丝杆103与u型滑架105进行旋接;u型滑架105与定位杆106进行滑动连接;两组u型滑架105与两组第一齿条107进行固接;第一上胶单元连接两组第一齿条107。
23.当面材已经放置于第一上胶单元的时候,此时,第一上胶单元对面材进行胶料的涂覆,第一上胶单元从第一支架101上的第一胶箱102中沾取胶料,并将胶料滚涂到面材上,多余的边缘的胶料会通过两组第一导流槽108,回流到两组第一上胶箱中,接着,完成对面材的刷胶后,第五传动轮5025带动丝杆103传动第一传动轮104转动,丝杆103和定位杆106配合下带动u型滑架105传动第一齿条107运动,两组第一齿条107配合第一上胶单元进行翻转。
24.两组第一导流槽108均为倒v形,且上部开有槽。
25.通过倒v形的结构,将面材边缘刮下的多余胶料掉落在两组第一导流槽108的时候,胶料会在重力作用下自动回流到两组第一胶箱102中。
26.根据图6
‑
9所示,第一上胶单元包括有第二支架201、第一电动滑轨202、第一电动滑块203、第一限位柱204、第一触杆205、第一接触槽206、第二接触槽207、第一传动杆208、第一齿轮209、第一连板2010、第一吸盘2011、第一连杆2012、第一弹簧条2013、第二连板2014、第一转轴2015、第一胶辊2016和第一异形刮刀2017;第一支架101与两组对称的第二支架201进行固接;第二支架201与第一电动滑轨202进行固接;第二支架201与第一传动杆208进行转动连接;第一电动滑轨202与第一电动滑块203进行滑动连接;第一电动滑块203与第一限位柱204进行固接;第一限位柱204与第一触杆205进行滑动连接;第一限位柱204与第一连杆2012进行滑动连接;两组第一触杆205分别与第一连杆2012进行固接;两组第一触杆205左右两侧各设置有一组第一接触槽206和第二接触槽207;两组第一接触槽206与两组第二接触槽207均固接于两组第二支架201上;第一传动杆208外表面与两组第一齿轮209进行固接;两组第一齿轮209各与一组第一齿条107啮合;第一传动杆208与第一连板2010进行固接;第一连板2010与两组对称的第一吸盘2011进行固接;第一连杆2012分别与两组第一弹簧条2013进行固接;两组第一弹簧条2013分别通过销钉与一组第二连板2014进行转动连接;两组第二连板2014与第一转轴2015进行转动连接;第一转轴2015两端固接一组第一电动滑块203;两组第二连板2014均与第一胶辊2016进行转动连接;第一胶辊2016与两组第
一异形刮刀2017进行转动连接。
27.操作人员将一组面材放置于第一连板2010上的两组第一吸盘2011上,两组第一吸盘2011同时固定住面材,避免面材的滑动,此时,关闭第一仓门6和第二仓门7,气泵8将气瓶9中的保护气体泵入处理仓5,使得处理仓5内充满保护气体,接着,两组第一电动滑块203分别在一组第二支架201上的第一电动滑轨202进行转移,同时带动第一限位柱204传动第一触杆205进行移动,第一触杆205接触到第一接触槽206时,第一触杆205在第一限位柱204内滑动,两组第一触杆205同时带动第一连杆2012分别传动两组第一弹簧条2013运动,两组第一弹簧条2013分别带动一组第二连板2014偏转,第一连杆2012运动到第一限位柱204的侧面滑槽中心的时候,第一连杆2012、两组第一弹簧条2013、两组第二连板2014和第一胶辊2016处于竖直状态,此时,第一胶辊2016在第一胶箱102中进行沾胶,接着两组第一电动滑块203继续运动,两组第一触杆205滑到第一限位柱204滑槽的边缘,此时,两组第一限位柱204带动第一连杆2012传动两组第一弹簧条2013运动,两组第一弹簧条2013带动两组第二连板2014在第一转轴2015上进行偏转,两组第二连板2014带动第一胶辊2016往上偏转运动,使得第一胶辊2016离开第一胶箱102,此时,两组第二连板2014偏转了到了在粘胶前对称的方向上,两组第一电动滑块203开始往回运动,第一胶辊2016开始对面材进行胶料的涂覆,同时两侧边缘多余的胶料通过两组第一异形刮刀2017进行刮动,刮下的胶料下落到两组第一导流槽108回流到两组第一胶箱102中,当两组第一触杆205与两组第二接触槽207接触时,并使得两组第一触杆205到达第一限位柱204中间部位的时候么,完成了对面材的刷胶过程,此时,两组第一齿条107分别带动一组第一齿轮209传动第一传动杆208转动,第一传动杆208带动第一连板2010传动两组第一吸盘2011转动,同时带动面材进行平角翻转。
28.根据图10
‑
11所示,第二上胶单元包括有第三支架301、第二电动滑轨302、第二电动滑块303、第二限位柱304、第二触杆305、第三接触槽306、第四接触槽307、支板308、第二吸盘309、第二连杆3010、第二弹簧条3011、第三连板3012、第二转轴3013、第二胶辊3014和第二异形刮刀3015;处理仓5与第三支架301进行固接;第三支架301与两组第二电动滑轨302进行固接;第三支架301与支板308进行固接;支板308与两组第二吸盘309进行固接;两组第二电动滑轨302与两组第二电动滑块303进行滑动连接;第二电动滑块303与第二限位柱304进行固接;第二限位柱304与第二触杆305进行滑动连接;两组第二触杆305通过第二连杆3010固接;两组第二触杆305两侧分别设置有一组第三接触槽306和第四接触槽307;两组第三接触槽306与两组第四接触槽307均与第三支架301进行固接;第二连杆3010固接有两组第二弹簧条3011;两组第二弹簧条3011分别通过销钉与一组第三连板3012进行转动连接;第二转轴3013分别穿过两组第三连板3012与两组第二电动滑块303;两组第三连板3012均与第二转轴3013进行转动连接;第二转轴3013与两组第二电动滑块303进行固接;两组第三连板3012均与第二胶辊3014进行转动连接;第二胶辊3014与两组第二异形刮刀3015进行转动连接。
29.操作人员将另一组面材放置于支板308上的第二吸盘309,并通过第二吸盘309将面材紧紧吸附住,接着避免面材的滑动,此时,关闭第一仓门6和第二仓门7,气泵8将气瓶9中的保护气体泵入处理仓5,使得处理仓5内充满保护气体,接着,第二电动滑块303在第三支架301上的第二电动滑轨302移动,同时带动第二限位柱304传动第二触杆305一起运动,当第二触杆305接触到第三接触槽306的时候,两组第二触杆305在第二限位柱304内滑动,
同时带动第二连杆3010一起运动,第二连杆3010运动到两组第二限位柱304侧面的滑槽中部时,第二连杆3010、两组第二弹簧条3011、两组第三连板3012和第二胶辊3014均处于同一个树脂平面上,此时,第二胶辊3014可以在贴合单元的配合下,沾取胶料,此时,第二电动滑块303继续运动,两组第二触杆305在两组第三接触槽306的限位作用下,带动第二连杆3010滑动到两组第二限位柱304的侧面滑槽的边缘,第二连杆3010带动两组第二弹簧条3011传动两组第三连板3012在第二转轴3013上偏转,两组第三连板3012带动第二胶辊3014传动第二异形刮刀3015运动,使得第二胶辊3014离开胶料,此时,第二电动滑块303开始往与初始相反的方向运动,第二胶辊3014开始对面材进行胶料的涂覆,直到两组第二触杆305接触到两组第四接触槽307时,并在两组第四接触槽307的限位作用下,两组第二触杆305分别运动到两组第二限位柱304中部时,完成对面材的胶料涂覆。
30.两组第一限位柱204和两组第二限位柱304在相对面的中部开设有槽。
31.第一连杆2012可以在两组第一限位柱204侧面中部开设的槽内滑动,第二连杆3010能在两组第二限位柱304侧面中部开设的槽内滑动。
32.两组第一触杆205和两组第二触杆305的两头均设置有接触球。
33.通过两端的接触球减缓接触时的冲击,避免两组第一触杆205和两组第二触杆305的运动过于剧烈。
34.两组第一异形刮刀2017和第二异形刮刀3015均为下部带有导流槽的楔形重块。
35.两组第一异形刮刀2017和第二异形刮刀3015通过楔形重块悬挂将面材两边缘多余的胶料刮下,并通过导流槽将胶料进行转移,避免胶料堆积。
36.根据图12所示,还包括有贴合单元,贴合单元包括有第四支架401、第二胶箱402、第二导流槽403、第一电动推杆404和第二电动推杆405;处理仓5与两组第四支架401进行固接;两组第四支架401上分别设置有一组第二胶箱402;两组第二胶箱402之间通过两组第二导流槽403进行固接;处理仓5分别与两组第一电动推杆404和第二电动推杆405进行固接。
37.在对下方面材进行处理时,两组第二异形刮刀3015将面材两边缘多余的胶料刮到两组第二导流槽403上,并在重力作用下,胶料通过两组第二导流槽403回流到每组第四支架401的第二胶箱402上,完成了对面材的胶料涂覆时,第二吸盘309将面材放开,并在两组第一电动推杆404和第二电动推杆405配合下,实现了将面材向上顶起。
38.根据图13
‑
14所示,勾挑式传料单元包括有第五支架501、第三电动滑轨502、第三电动滑块503、第二传动杆504、第二齿轮505、伸缩板506、第三电动推杆507、第一勾板508、第一弯头针509、第四电动推杆5010、第二勾板5011、第二弯头针5012、第一弹簧杆5013、第二弹簧杆5014、第四连板5015、第二齿条5016、第三齿条5017、电机5018、第三传动杆5019、第二传动轮5020、第三传动轮5021、第四传动杆5022、凸轮5023、第四传动轮5024和第五传动轮5025;处理仓5与第五支架501进行固接;第五支架501与两组第三电动滑轨502进行固接;两组第三电动滑轨502分别与一组第三电动滑块503进行滑动连接;两组第三电动滑块503分别与一组第二传动杆504进行转动连接;两组第二传动杆504外环面分别与一组第二齿轮505进行固接;两组第二传动杆504均与伸缩板506进行固接;伸缩板506与第三电动推杆507进行固接;第三电动推杆507与第一勾板508进行固接;第一勾板508与多组第一弯头针509进行固接;多组第一弯头针509均与第二勾板5011进行滑动连接;伸缩板506与两组第四电动推杆5010进行固接;两组第四电动推杆5010均与第二勾板5011进行固接;第二勾板
5011与多组第二弯头针5012进行固接;第五支架501分别与两组第一弹簧杆5013和第二弹簧杆5014进行固接;两组第一弹簧杆5013和第二弹簧杆5014分别固接有一组第四连板5015;两组第四连板5015分别与两组第二齿条5016和第三齿条5017进行固接;处理仓5与电机5018进行固接;电机5018输出轴与第三传动杆5019进行固接;第三传动杆5019与第五支架501进行转动连接;第三传动杆5019外表面与第二传动轮5020进行固接;第五支架501与第四传动杆5022进行转动连接;第四传动杆5022外表面与第三传动轮5021进行固接;第二传动轮5020与第三传动轮5021之间通过皮带进行传动连接;第四传动杆5022与两组凸轮5023进行固接;第四传动杆5022与第四传动轮5024进行固接;丝杆103与第五传动轮5025进行固接;第四传动轮5024与第五传动轮5025之间通过皮带进行传动连接。
39.操作人员将s形加热丝放入伸缩板506的伸缩部,接着,关闭第一仓门6和第二仓门7,气泵8将气瓶9中的保护气体泵入处理仓5,使得处理仓5内充满保护气体,两组第三电动滑块503在第五支架501上的两组第三电动滑轨502上进行转移,同时带动两组第二传动杆504传动两组第二齿轮505运动,两组第二传动杆504带动伸缩板506传动s形加热丝往下部面材的方向运动,此时,第三电动推杆507控制第一勾板508带动多组第一弯头针509在s形加热丝的区域运动,两组第四电动推杆5010控制第二勾板5011带动第二弯头针5012在s形加热丝的区域运动,第一弯头针509和第二弯头针5012相互配合下,将s形加热丝进行固定,伸缩板506的伸缩部到达面材上方时,伸缩板506的伸缩部开始收缩,同时,电机5018带动第三传动杆5019传动第二传动轮5020转动,第二传动轮5020带动第三传动轮5021传动第四传动杆5022转动,第四传动杆5022带动两组凸轮5023和第四传动轮5024转动,第四传动轮5024带动第五传动轮5025传动转动单元运转,两组凸轮5023带动两组第四连板5015传动两组第二齿条5016和第三齿条5017在杆运动,当两组第二齿条5016与第二齿轮505啮合的时候,两组第二齿轮505带动两组第二传动杆504传动伸缩板506发生偏转,两组第四连板5015在两组第一弹簧杆5013和第二弹簧杆5014的配合下往下运动,两组第二齿条5016与第二齿轮505脱离啮合状态,此时,两组第四电动推杆5010开始收缩,s形加热丝不被固定,s形加热丝随着倾斜并收缩的伸缩板506放下,s形加热丝一端与胶料接触,另一端被第一弯头针509勾住,伸缩板506的伸缩部完全收缩的时,第三电动推杆507伸长,第一弯头针509松开对s形加热丝的勾住,s形加热丝被轻轻放在下部面材的胶料上,避免胶料的溅射,接着,第三电动滑块503在第三电动滑轨502滑动复位,两组第二齿轮505接触到两处第三齿条5017时,两组第二齿轮505带动两组第二传动杆504传动伸缩板506回复到初始水平位置。
40.最后应说明的是:以上所述仅为本技术的优选实施例而已,并不用于限制本技术,尽管参照前述实施例对本技术进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。