:
1.本发明属于焊接保护技术领域,涉及一种防止不锈钢薄板焊接变形的保护装置。主要用于不锈钢薄板拼缝焊接时,一方面防止零件因受热容易发生波浪、鼓包、错位等变形,另一方面避免了焊缝因热量散失太快焊缝表面氧化发黑的质量缺陷。
背景技术:
2.在不锈钢焊接时,由于线膨胀系数大、导热率低,易导致焊接变形、高温氧化、应力集中、耐蚀性降低等问题的出现,对于不锈钢薄板的焊接,这些问题因板厚的降低而更加突出,使得焊接难度加大,焊缝质量大大降低。对于不锈钢薄板的焊接大多是采用热输入量较小的钨极氩弧焊进行焊接,但是焊缝表面因高温氧化发黑跟焊接变形的问题依然存在。在不锈钢薄板焊接中,通常是将零件支撑起来,背面做保护罩,正面施焊时,需要另一人用手托着保护罩跟着前进,或者用千斤顶托住,焊上一段移动位置用千斤顶固定后再进行下一段的焊接,这种方法解决了焊缝表面因高温氧化发黑的问题。待零件焊接完毕后由钳工校型来解决变形的问题。这种方法一方面焊接效率非常低下,赶不上制造行业的发展要求。另一方面,对于质量要求较高的零件,人工校型达不到使用精度要求。发明一种既可以防止不锈钢薄板焊接变形的同时又能够削弱高温氧化使焊缝表面发黑的保护装置十分必要。
技术实现要素:
3.本发明的目的在于提供一种防止不锈钢薄板焊接变形的保护装置,其克服了现有技术中存在的不锈钢薄板拼缝焊接时零件容易变形、焊缝表面氧化发黑的问题,本发明装置体形小、结构简单、操作方便,能同时有效地解决不锈钢薄板焊接变形和焊缝表面发黑的问题。
4.为实现上述目的,本发明采用的技术方案为:
5.一种防止不锈钢薄板焊接变形的保护装置,其特征在于:包括气体封闭腔,气体封闭腔为六面体结构,气体封闭腔的上表面设置有贯穿的长腰形孔,压盖一端与气体封闭腔活动连接,压盖另一端与气体封闭腔可拆卸连接,压盖上设置有与气体封闭腔相对应的长腰形孔,保护气体通入管伸入气体封闭腔腔体内,保护气体通入管伸入腔体内的一端封堵,保护气体通入管上开有通孔。
6.压盖一端与气体封闭腔采用合页连接,压盖另一端与气体封闭腔采用固定螺栓和紧固螺母连接。
7.保护气体通入管从气体封闭腔腔体侧面穿入腔体内,并与腔体侧面密封焊接。
8.保护气体通入管上的通孔为上下均匀的两排孔,其上裹有5
‑
6层铜网。铜网之上放置一块制满均匀通孔的铜板,铜板以挡块支撑从气体封闭腔的另一侧平行穿入。
9.气体封闭腔的长腰形孔的宽度比焊缝略宽,长腰形孔的长度比腔体内的保护气体通入管略短。
10.与现有技术相比,本发明具有的优点和效果如下:
11.1、本发明将保护气体通过细管通入封闭腔体内,拼接薄板放置于封闭腔体与防变形压板之间,两端分别用合页及紧固件将零件压紧,焊缝正反面分别由氩弧焊焊枪和不间断通入到封闭腔体内的气体达到保护的效果,压板与封闭腔体对焊接变形起到很好的控制,从而实现防止变形和保护的双重效果。可通过零部件焊缝的长短制作不同长度规格的防止变形保护装置,有效解决了不锈钢薄板焊接时焊缝表面发黑和零件因受热而导致变形的难题。
12.2、采用本发明装置对不同长度、不同形状的不锈钢薄板进行拼缝焊接,完全可以实现批量生产。本发明装置用材较少,常规的方钢、板料、细管就可以满足,加工过程简单方便好用。本发明装置体型小,搬用方便,不占空间,焊接操作时不需要支撑设备,一个人即可完成焊接工作,省去了来回反复装卡的时间和人力,能同时有效地解决不锈钢薄板焊接变形和焊缝表面发黑的问题。
附图说明:
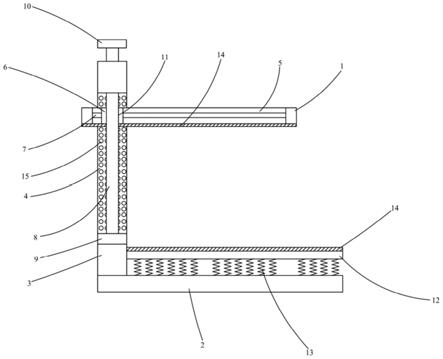
13.图1是本发明的结构示意图;
14.图2是本发明的结构展开图;
15.图3是本发明的结构闭合图。
16.图中,1.保护气体通入管;2.气体封闭腔;3.合页;4.压盖;5.铜网;6.固定螺栓;7.紧固螺母;8.铜板;9.挡块。
具体实施方式:
17.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
18.参见图1、图2和图3,本发明装置由保护气体通入管1、气体封闭腔2、合页3、压盖4、铜网5、固定螺栓6、紧固螺母7、铜板8、挡块9组成。气体封闭腔2为六面体结构。保护气体通入管1伸入气体封闭腔2腔体内的一端封堵,并在保护气体通入管1上开有上下间隙均匀两排孔,并裹上5
‑
6层铜网,将保护气体通入管1从气体封闭腔2腔体侧面穿入腔体内,并与腔体侧面密封焊接,铜板8以挡块9做支撑从气体封闭腔的另一侧平行穿入,位于铜网5之上,在铜板上均匀的制φ3的通孔,保证腔体内的气流均匀一致。气体封闭腔2上表面开有长腰形孔,压盖4上开有与气体封闭腔2同样规格的长腰形孔,要求在装配位置上重合。压盖4上的长腰形孔大小、位置与气体封闭腔2上的腰形孔一样,这样便于零件的装卡,且在焊接时不用担心零件背面偏离保护区域。长腰形孔宽度比焊缝略宽,并能保证焊枪的运行,约10mm宽,长腰形孔的长度比腔体内的保护气体通入管1略短。零件焊接时,将零件拼缝放置在腔体上,并要求拼缝与长腰形孔两长边平行且居中,而后用压盖4将待焊零件固定,通过调整,使拼缝置于上下两长腰形孔中心,且与长腰形孔两长边平行。焊接后待焊缝温度降至100℃以下即可拆除,完成焊接,焊缝及热影响区平展无变形。压盖4与气体封闭腔2一端用合页3活连接,使整个工装成为一个整体,避免了散件容易丢失的弊端。压盖4与气体封闭腔2另一端采用固定螺栓6和紧固螺母7连接,可以实现对焊接件的固定,并通过固定螺栓6与紧固螺母7的连接对焊件厚度的微调,来实现多规格薄板的焊接。焊缝背面保护气体是由不断从保
护气体通入管1通入的气体来完成的,焊缝正面由焊枪气体来实现保护。焊接的变形控制通过气体封闭腔2与压盖4做上下支撑,并用合页3与固定螺栓6紧固螺母7紧固来实现控制焊接变形效果。
19.实际工作时,将待焊零件放置在气体封闭腔2上,拼缝置于封闭腔长腰型孔正上方中心位置,并与长腰形孔平行。用压盖4压住待焊零件,使待焊零件拼缝置于压盖4长腰型孔中心位置,拼缝长与腰形孔两长边平行,使上下两长腰形孔重合。拧紧固定螺栓6、紧固螺母7固定焊件。调节气体流量,设定焊接参数,开始实施焊接拼缝。焊接后待焊缝表面温度降至100℃以下即可拆除装置,完成焊接。焊缝表面色泽银白、平整漂亮。
20.以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,凡是利用本发明的说明书及附图内容所做的等同结构变化,均应包含在发明的专利保护范围内。
技术特征:
1.一种防止不锈钢薄板焊接变形的保护装置,其特征在于:包括气体封闭腔(2),气体封闭腔(2)为六面体结构,气体封闭腔(2)的上表面设置有贯穿的长腰形孔,压盖(4)一端与气体封闭腔(2)活动连接,压盖(4)另一端与气体封闭腔(2)可拆卸连接,压盖(4)上设置有与气体封闭腔(2)相对应的长腰形孔,保护气体通入管(1)伸入气体封闭腔(2)腔体内,保护气体通入管(1)伸入腔体内的一端封堵,保护气体通入管(1)上开有通孔。2.根据权利要求1所述的防止不锈钢薄板焊接变形的保护装置,其特征在于:压盖(4)一端与气体封闭腔(2)采用合页(3)连接,压盖(4)另一端与气体封闭腔(2)采用固定螺栓(6)和紧固螺母(7)连接。3.根据权利要求1或2所述的防止不锈钢薄板焊接变形的保护装置,其特征在于:保护气体通入管(1)从气体封闭腔(2)腔体侧面穿入腔体内,并与腔体侧面密封焊接。4.根据权利要求3所述的防止不锈钢薄板焊接变形的保护装置,其特征在于:保护气体通入管(1)上的通孔为上下均匀的两排孔,其上裹有5
‑
6层铜网。铜网(5)之上放置一块制满均匀通孔的铜板(8),铜板(8)以挡块(9)支撑从气体封闭腔(2)的另一侧平行穿入。5.根据权利要求4所述的防止不锈钢薄板焊接变形的保护装置,其特征在于:气体封闭腔(2)的长腰形孔的宽度比焊缝略宽,长腰形孔的长度比腔体内的保护气体通入管(1)略短。
技术总结
本发明为一种防止不锈钢薄板焊接变形的保护装置,其克服了现有技术中存在的不锈钢薄板拼缝焊接时零件容易变形、焊缝表面氧化发黑的问题,本发明装置体形小、结构简单、操作方便,能同时有效地解决不锈钢薄板焊接变形和焊缝表面发黑的问题。本发明包括气体封闭腔,气体封闭腔为六面体结构,气体封闭腔的上表面设置有贯穿的长腰形孔,压盖一端与气体封闭腔活动连接,压盖另一端与气体封闭腔可拆卸连接,压盖(4)上设置有与气体封闭腔相对应的长腰形孔,保护气体通入管伸入气体封闭腔腔体内,保护气体通入管伸入腔体内的一端封堵,保护气体通入管上开有通孔。通入管上开有通孔。通入管上开有通孔。
技术研发人员:张丰瑞 张举莉 史京生 越海涛 韩亚辉 李冠军 王成亮
受保护的技术使用者:西安航天华威化工生物工程有限公司
技术研发日:2021.08.31
技术公布日:2021/11/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。