1.本发明涉及汽车及工程机械领域用油管加工装配,尤其涉及一种油管自动穿螺帽机。
背景技术:
2.汽车用压力油管是连接油泵和压力控制器件的重要零件,主要是用来传输具有一定压力的油介质,通过油介质传递的压力来控制执行端的零部件动作,实现安全可靠的制动等功能。油管连接需要保证管内的油压在设计要求范围之内,不得有漏油或渗油现象。为此,需要将两个相同的连接螺帽背对背的穿到油管上,之后再将油管两端扩口,完成油管组件的加工。经过穿螺帽和扩口之后的油管,可以满足安装要求,即通过油管两端的连接密封螺帽,分别拧到油泵的输出端口和执行器件的输入端口,实现汽车油路系统的连接。
3.目前,是通过人工来实现在油管上穿螺帽,即通过校直机将油管盘料校直并逐节切断后,由操作工手持油管,将两个螺帽依次套到油管上,并需保证两个螺帽的螺纹端分别朝向油管的两端。这一过程费时、费力,工人劳动强度大,且时间久了,工人易疲劳,出现只穿一个螺帽或两个螺帽的方向放置错误等差错,一旦进入到后续的扩口加工工序,由于油管两端已经扩口,错误套装在油管上的螺帽无法取出,就成为废品。为此,需要考虑设计一种自动化油管穿螺帽机来替代人工,使之既能节省人力,又能够保证螺帽正确的套到油管上。
技术实现要素:
4.本发明针为了能够实现油管穿帽的连续工作及实现自动化,提供一种用于实现油管自动穿帽的设备。
5.本发明解决上述技术问题的技术方案如下:一种用于实现油管自动穿帽的设备,包括底座,其特殊之处在于,所述的底座上安装螺帽滑道,对准定位机构和推帽机构安装在底座上,且位于螺帽滑道的两侧;所述的螺帽滑道具有双轨道槽,设置为双轨道槽,是为实现两个螺帽同时沿着轨道滑落,因为每根油管上要穿装一对螺帽,在双轨道槽的出料端设置一对限位夹板,限位夹板用于限制螺帽的位置,保证螺帽在限位夹板上的位置,能够允许油管恰好穿过螺帽的中心孔,双轨道槽是由槽底板、槽底板两侧的槽侧板、与槽侧板成直角连接的槽顶板和与槽侧板平行设置的槽中隔板组成,槽中隔板是用于保证槽中隔板两侧的螺帽互相不影响,可以顺利的滑落,同时单侧的螺帽能依次的滑落;对准定位机构用于控制油管穿过两个限位夹板之间,可以恰好穿过夹持在限位夹板上的螺帽;所述的推帽机构包括推帽气缸和安装在推帽气缸的活塞杆上的推帽管,推帽管由推帽气缸带动,可以穿过两个限位夹板之间的位置,油管上穿好螺帽后,油管插入推帽管的管孔内,推帽管将螺帽打出限位夹板,推帽管侧壁上设置不小于油管直径的开口,开口的存在,可以保证,当推帽管将螺帽打出限位夹板后,油管可以由口掉落;推帽管的轴线通过两个限位夹板形成的穿帽腔。
6.在上述技术方案的基础上,本发明为了达到使用的方便以及装备的稳定性,还可
以对上述的技术方案作出如下的改进:
7.进一步,所述的对准定位机构包括手指气缸安装板和固定在手指气缸安装板上的手指气缸,手指气缸安装板成z字形,可以用于固定在底座上的同时,将手指气缸悬挂,调整手指气缸的位置,手指气缸上安装一对油管对准块,两个油管对准块相接触的面上各设置半锥形的第一凹槽,且第一凹槽的小口端设置半圆形第二凹槽,两个油管对准块上的凹槽是配合的。手指气缸用于控制油管对准块开合,油管对准块分开的时候,油管从两个对准块之间掉落,油管对准块闭合的时候,两个油管对准块上的第一凹槽合并成一个完整的喇叭口状,第二凹槽形成一个完整的圆形通孔,当油管进入的时候,先由喇叭口进行收拢,油管的端部经过喇叭口收拢后穿过后端的圆形通孔,圆形通孔对油管进行限制,油管受到限制后,减少了抖动的同时,对其穿行的路径也实现了定位,在继续的输送过程中,可以准确的出入限位夹板上的一对螺帽。
8.进一步,所述的第一凹槽的轴线与推帽管的轴线在同一直线上。第一凹槽和推帽管在同一轴线上,可以保证推帽管运行的时候准确的将油管套住,也因为这样可以将已经套装在油管上的螺帽打出限位夹板,还能保证螺帽仍然套装在油管上。
9.进一步,所述的限位夹板之间的夹角为锐角,且两个限位夹板缩口端留有间隙。两个限位夹板之间留有间隙,第一可以保证螺帽受到限位夹板夹持住螺帽,第二,限位夹板之间留下的间隙可以保证油管由间隙落下。
10.进一步,所述的两个槽顶板之间留有间隙,槽底板、槽侧板、槽顶板和槽中隔板围成螺帽拧紧头滑槽。
11.进一步,所述的推帽气缸的活塞杆的端部安装推帽管固定块,推帽管安装板一端安装推帽管,另一端固定在推帽管固定块上,推帽管的轴线与推帽气缸的活塞杆平行。因为螺帽滑道的落料端位于底座的外侧,所以设置的推帽管也需要与螺帽滑道的落料端配合,所以设置了推帽管安装板和推帽管固定块,可以使推帽管位于推帽气缸的侧方,推帽管也可以位于底座的外侧。
12.进一步,还包括一块与底座平行设置的下底板,底座和下底板之间通过调节立柱连接。底座和下底板之间设置调节立柱,可以调节二者之间的间距。
13.进一步,所述的推帽管的推料端采用圆角结构。推料端采用圆角,可以起到一定的导向作用,到推料端的端部碰到限位夹板的边缘,可以自动校正,顺利插入限位夹板之间。
14.进一步,所述的螺帽滑道为弯折滑道,螺帽滑道有滑道支持架固定在底座上。
15.进一步,所述的滑道支持架上垂直滑道支持架设置一个滑道调整架,滑道调整架两端分别固定在滑道支持架和螺帽滑道上。
16.本发明的有益效果是:油管盘料经过校直机校直后,经过对准机构的油管对准块对准,可以准确的插入位于限位夹板上螺帽,穿上螺帽的油管因为螺帽还在限位夹板上,油管即使被切断尚不能掉料,再由推料机构的推帽管将螺帽打出限位夹板,螺帽脱离限位夹板的限制,穿好螺帽的油管就可以自由的掉落,其在重力作用下自行掉落到接料箱内,为后续的油管穿螺帽让出工作空间。这种穿帽方式流程简单、操作方便,可以实现连续作业,自动化程度高,能够替代手工穿帽的作业方式,降低工人的劳动强度和出错率,提高工作效率。
附图说明
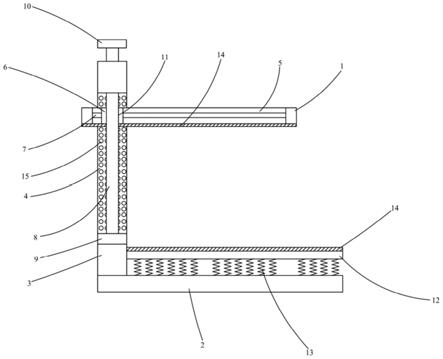
17.图1为本技术一种用于实现油管自动穿帽的设备的立体结构示意图;
18.图2为螺帽滑道进料端的结构示意图;
19.图3为图1中a处,即螺帽滑道出料端的放大结构示意图;
20.图4为推帽机构的结构示意图;
21.图5为图4中的b处的放大示意图;
22.图6为推帽管结构示意图;
23.图7为对准定位机构的结构示意图;
24.图8为油管对准块的结构示意图;
25.图9为油管上安装螺帽的结构示意图。
26.附图标记记录如下:1
‑
底座,2
‑
螺帽滑道,3
‑
推帽机构,4
‑
对准定位机构,5
‑
滑道支持架,6
‑
下底板,7
‑
调节立柱,8
‑
滑道调整架;
27.2.1
‑
槽底板,2.2
‑
槽侧板,2.3
‑
槽顶挡板,2.4
‑
槽中隔板,2.5
‑
螺帽拧紧头滑槽,2.6
‑
限位夹板;
28.3.1
‑
推帽气缸,3.2
‑
推帽管,3.3
‑
推帽管安装板,3.4
‑
推帽管固定块;
29.4.1
‑
手指气缸,4.2
‑
油管对准块,4.2.1
‑
第一凹槽,4.2.2
‑
第二凹槽,4.3
‑
手指气缸安装板。
具体实施方式
30.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
31.一种用于实现油管自动穿帽的设备(参见图1
‑
8),包括底座1(参见图1),所述的底座1上安装螺帽滑道2,螺帽滑道2为弯折滑道,螺帽滑道2有滑道支持架5固定在底座1上,滑道支持架5上垂直滑道支持架5设置一个滑道调整架8,滑道调整架8两端分别固定在滑道支持架5和螺帽滑道2上,对准定位机构4和推帽机构3安装在底座1上,且位于螺帽滑道2的两侧;所述的螺帽滑道2具有双轨道槽(参见图2
‑
3),在双轨道槽的出料端设置一对限位夹板2.6,限位夹板2.6之间的夹角为锐角,且两个限位夹板2.6缩口端留有间隙,双轨道槽是由槽底板2.1、槽底板2.1两侧的槽侧板2.2、与槽侧板2.2成直角连接的槽顶板2.2和与槽侧板2.2平行设置的槽中隔板2.4组成,两个槽顶板2.2之间留有间隙,槽底板2.1、槽侧板2.2、槽顶板2.3和槽中隔板2.4围成螺帽拧紧头滑槽2.5;对准定位机构4用于控制油管穿过两个限位夹板2.6之间;所述的推帽机构3包括推帽气缸3.1和安装在推帽气缸3.1的活塞杆上的推帽管3.2(参见图4
‑
6),推帽管3.2侧壁上设置不小于油管直径的开口,推帽管3.2的推料端采用圆角结构,推帽气缸3.1的活塞杆的端部安装推帽管固定块3.4,推帽管安装板3.3一端安装推帽管3.2,另一端固定在推帽管固定块3.4上,推帽管3.2的轴线与推帽气缸3.1的活塞杆平行;推帽管3.2的轴线通过两个限位夹板2.6形成的穿帽腔;
32.其中,对准定位机构4包括手指气缸安装板4.3和固定在手指气缸安装板4.3上的手指气缸4.1(参见图7
‑
8),手指气缸4.1上安装一对油管对准块4.2,两个油管对准块4.2相接触的面上各设置半锥形的第一凹槽4.2.1,且第一凹槽4.2.1的小口端设置半圆形第二凹槽4.2.2;第一凹槽4.2.1的轴线与推帽管3.2的轴线在同一直线上;
33.还包括一块与底座1平行设置的下底板6,底座1和下底板6之间通过调节立柱7连接。
34.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。