1.本发明涉及一种内外齿对齿加工工装及使用方法,属于机械加工技术领域。
背景技术:
2.机械加工中有很多零件都需要制齿,有的齿位于零件外圆上,称为外齿;有的齿位于零件内孔处,称为内齿。外圆上有两个齿同轴又相邻一段距离的称为双联齿轮;内部有两个齿同轴又相邻一段距离的一般称为内齿圈;而有的零件上既有内齿,又有外齿。对于一个零件上有两个齿的零件,若两个齿之间位置关系是任意的,那采用常规的制齿工艺即可满足要求;但对于两个齿之间有严格的位置关系的,特别是一个是内齿,一个是外齿的零件,加工时由于不同时处于一个空间,加工调整时非常复杂。对于这类需要内外齿对齿加工的零件,目前的加工方式为:先加工好外齿,用插销子的方式来固定外齿位置,通过需要移刀或转动工作台来进行对刀,使得内齿与外齿的齿槽对齐,这种加工方式复杂,需要多次拆卸下来进行测量调整才能达到要求,并且合格率低下,加工前的准备时间较长,加工效率低。因此,现有的内外齿对齿加工技术还存在不足,有待于进一步完善。
技术实现要素:
3.为了解决上述技术问题,本发明的提供一种内外齿对齿加工工装及使用方法,该工装可以在内外齿对齿加工时,迅速装夹定位,减少产品加工调试时间,弥补现有加工方式复杂以及需要多次调整的不足。
4.本发明是这样构成的:一种内外齿对齿加工工装,包括底座、定位板、第一螺钉、垫块、第二螺栓以及压板,所述底座为圆盘形结构,在底座的中央通过第一螺钉固定连接有定位板,所述定位板为圆盘形结构,且直径小于底座直径,在定位板的外圆上设置有扁式基准面,在定位板的中心孔内设置有内齿,且内齿一齿槽中线与扁式基准面之间的夹角为a;在底座的周边均布有三个高度相同的垫块,在每个垫块的顶部设置有压板,第二螺栓穿过压板后与底座螺纹连接。
5.进一步,所述垫块为圆柱体结构。
6.进一步,所述压板上开设有条形槽,第二螺栓穿过压板上的条形槽后与底座螺纹连接。
7.同时,本发明还提供一种基于上述内外齿对齿加工工装的使用方法,包括以下步骤:
8.步骤一、先将零件的外齿加工完成,测量出其公法线尺寸,作为定位块内齿加工的尺寸依据;
9.步骤二、将定位块的内齿与扁式基准面采用线切割一次装夹加工完成,使内齿齿槽中线与扁式基准面之间的夹角为a,保证内齿与零件的外齿配合0侧隙;其中零件的内齿与外齿之间的夹角为a;
10.步骤三、将定位块与底座通过用第一螺钉固定连接起来,校正定位块的扁式基准
面,通过定位块的内齿与扁式基准面的角度关系来保证零件中内齿与外齿的位置关系;
11.步骤四、将零件的外齿装入定位块的内齿中,0侧隙配合,然后在底座上均布三个垫块,所述垫块的顶部高于零件顶部0.1~0.2mm,再用压板搭设在垫块和零件顶部之间,最后采用第二螺栓穿入压板上的条形槽后与底座螺纹连接,从而通过压板将零件压紧,此时便可加工零件的内齿。
12.上述方法中,若零件的内齿齿槽与外齿齿顶中线重合,在一条线上,则加工定位块的内齿与扁式基准面时,保证内齿的齿槽中线垂直扁式基准面即可。
13.由于采用了上述技术方案,本发明的优点在于:本发明通过定位块的内齿与扁式基准面的位置关系来保证零件中内外齿的位置关系。与现有技术相比,该加工方式更加简单,可以迅速装夹定位,减少零件加工调试时间。此外,本发明的装置还具有结构简单、使用方便可靠、生产制造成本低等优点。
附图说明
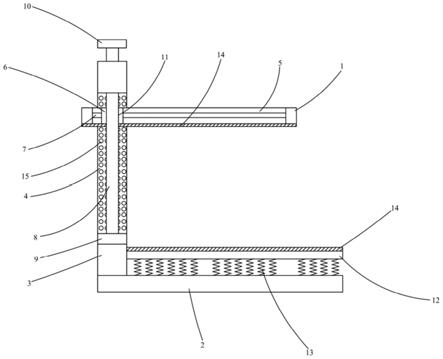
14.图1为本发明的结构示意图;
15.图2为底座的结构示意图;
16.图3为定位板的结构示意图;
17.图4为压板的结构示意图;
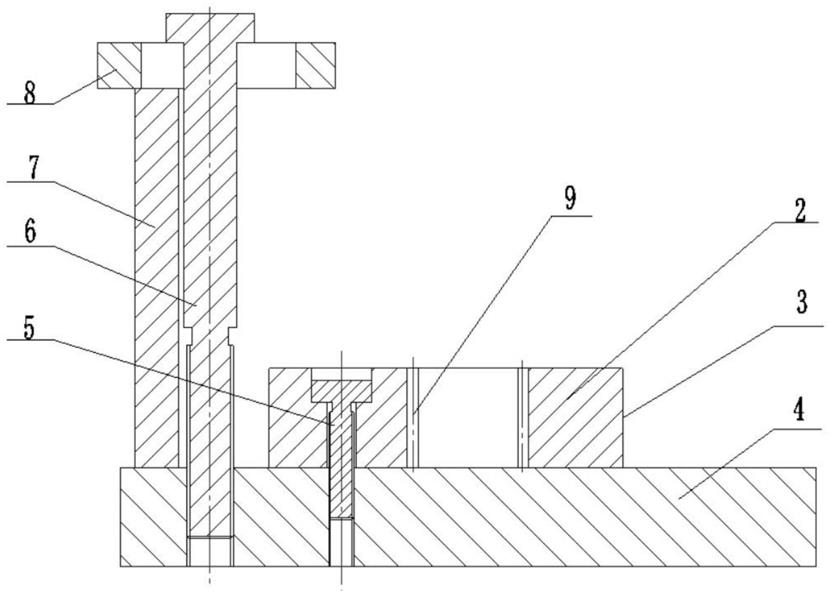
18.图5为本发明实施时的结构示意图。
19.附图中的标记为:1
‑
零件、2
‑
定位板、3
‑
扁式基准面、4
‑
底座、5
‑
第一螺钉、6
‑
第二螺栓、7
‑
垫块、8
‑
压板、9
‑
内齿、10
‑
条形槽。
具体实施方式
20.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和实施例对本发明作进一步的详细说明。
21.本发明的实施例:如图1~5所示,一种内外齿对齿加工工装及使用方法,包括底座4、定位板2、第一螺钉5、垫块7、第二螺栓6以及压板8,所述底座4为圆盘形结构,在底座4的中央通过第一螺钉5固定连接有定位板2,所述定位板2为圆盘形结构,且直径小于底座4直径,在定位板2的外圆上设置有扁式基准面3,在定位板2的中心孔内设置有内齿9,且内齿9一齿槽中线与扁式基准面3之间的夹角为a;在底座4的周边均布有三个高度相同的垫块7,所述垫块7为圆柱体结构,在每个垫块7的顶部设置有压板8;所述压板8上开设有条形槽10,第二螺栓6穿过压板8上的条形槽10后与底座4螺纹连接。
22.采用上述内外齿对齿加工工装加工零件的内外齿对齿时,可以采用以下步骤进行:
23.步骤一、先将零件1的外齿加工完成,测量出其公法线尺寸,作为定位块2内齿加工的尺寸依据;
24.步骤二、将定位块2的内齿9与扁式基准面3采用线切割一次装夹加工完成,使内齿9齿槽中线与扁式基准面3之间的夹角为a,保证内齿9与零件1的外齿配合0侧隙;其中零件1的内齿9与外齿之间的夹角为a;
25.步骤三、将定位块2与底座4通过用第一螺钉5固定连接起来,校正定位块2的扁式
基准面3,通过定位块2的内齿9与扁式基准面3的角度关系来保证零件1中内齿9与外齿的位置关系;
26.步骤四、将零件1的外齿装入定位块2的内齿9中,0侧隙配合,然后在底座4上均布三个垫块7,所述垫块7的顶部高于零件1顶部0.15mm,再用压板8搭设在垫块7和零件1顶部之间,最后采用第二螺栓6穿入压板8上的条形槽10后与底座4螺纹连接,从而通过压板8将零件1压紧,此时便可加工零件1的内齿。
27.若零件1的内齿9齿槽与外齿齿顶中线重合,在一条线上,则加工定位块2的内齿9与扁式基准面3时,保证内齿9的齿槽中线垂直扁式基准面3即可。
28.综上所述,本发明通过定位块2的内齿9与扁式基准面3的位置关系来保证零件1中内外齿的位置关系。与现有技术相比,该加工方式更加简单,可以迅速装夹定位,减少零件加工调试时间。此外,本发明的装置还具有结构简单、使用方便可靠、生产制造成本低等优点。
技术特征:
1.一种内外齿对齿加工工装,包括底座(4)、定位板(2)、第一螺钉(5)、垫块(7)、第二螺栓(6)以及压板(8),其特征在于:所述底座(4)为圆盘形结构,在底座(4)的中央通过第一螺钉(5)固定连接有定位板(2),所述定位板(2)为圆盘形结构,且直径小于底座(4)直径,在定位板(2)的外圆上设置有扁式基准面(3),在定位板(2)的中心孔内设置有内齿(9),且内齿(9)一齿槽中线与扁式基准面(3)之间的夹角为a;在底座(4)的周边均布有三个高度相同的垫块(7),在每个垫块(7)的顶部设置有压板(8),第二螺栓(6)穿过压板(8)后与底座(4)螺纹连接。2.根据权利要求1所述的内外齿对齿加工工装,其特征在于:所述垫块(7)为圆柱体结构。3.根据权利要求1所述的内外齿对齿加工工装,其特征在于:所述压板(8)上开设有条形槽(10),第二螺栓(6)穿过压板(8)上的条形槽(10)后与底座(4)螺纹连接。4.一种基于权利要求1~3任意一项所述的内外齿对齿加工工装的使用方法,其特征在于包括以下步骤:步骤一、先将零件(1)的外齿加工完成,测量出其公法线尺寸,作为定位块(2)内齿加工的尺寸依据;步骤二、将定位块(2)的内齿(9)与扁式基准面(3)采用线切割一次装夹加工完成,使内齿(9)齿槽中线与扁式基准面(3)之间的夹角为a,保证内齿(9)与零件(1)的外齿配合0侧隙;其中零件(1)的内齿(9)与外齿之间的夹角为a;步骤三、将定位块(2)与底座(4)通过用第一螺钉(5)固定连接起来,校正定位块(2)的扁式基准面(3),通过定位块(2)的内齿(9)与扁式基准面(3)的角度关系来保证零件(1)中内齿(9)与外齿的位置关系;步骤四、将零件(1)的外齿装入定位块(2)的内齿(9)中,0侧隙配合,然后在底座(4)上均布三个垫块(7),所述垫块(7)的顶部高于零件(1)顶部0.1~0.2mm,再用压板(8)搭设在垫块(7)和零件(1)顶部之间,最后采用第二螺栓(6)穿入压板(8)上的条形槽(10)后与底座(4)螺纹连接,从而通过压板(8)将零件(1)压紧,此时便可加工零件(1)的内齿。5.根据权利要求4所述的内外齿对齿加工工装的使用方法,其特征在于:若零件(1)的内齿(9)齿槽与外齿齿顶中线重合,在一条线上,则加工定位块(2)的内齿(9)与扁式基准面(3)时,保证内齿(9)的齿槽中线垂直扁式基准面(3)即可。
技术总结
本发明公开一种内外齿对齿加工工装及使用方法,该工装包括底座、定位板、第一螺钉、垫块、第二螺栓以及压板,所述底座为圆盘形结构,在底座的中央通过第一螺钉固定连接有定位板,所述定位板为圆盘形结构,且直径小于底座直径,在定位板的外圆上设置有扁式基准面,在定位板的中心孔内设置有内齿,且内齿一齿槽中线与扁式基准面之间的夹角为a;在底座的周边均布有三个高度相同的垫块,在每个垫块的顶部设置有压板,第二螺栓穿过压板后与底座螺纹连接。本发明通过定位块的内齿与扁式基准面的位置关系来保证零件中内外齿的位置关系,可以迅速装夹定位,减少零件加工调试时间。减少零件加工调试时间。
技术研发人员:李辉玉
受保护的技术使用者:贵州群建精密机械有限公司
技术研发日:2021.08.31
技术公布日:2021/11/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。