1.本发明涉及复合膜技术领域,尤其涉及锂电池软包装铝塑膜材料及其制备方法。
背景技术:
2.随着社会的发展,智能手机、平板电脑等一系列电子设备对人们的生活发挥着越来越大的作用。而且随着技术的发展,这些电子设备的厚度越来越轻薄,对于装载于其中的蓄电池的尺寸也提出了更高的要求,在蓄电能力不变的情况下,体积越来越下、厚度越来越薄,成为研究的方向。
3.装载于这些电子设备上的蓄电模块,尤其是锂离子电池等都包覆有外包装材料。铝塑膜作为锂电池等蓄电设备软包装的重要包装材料,具有良好的应用价值。传统的铝塑膜材料一般包括依次设置的耐热性树脂薄膜、金属铝箔和热塑性树脂薄膜,在耐热性树脂薄膜和金属铝箔之间、以及热塑性树脂薄膜和金属铝箔之间分别通过胶粘剂进行粘合形成。
4.公布号为cn107150477a的中国专利,公布了一种蓄电设备用外包装材料及蓄电设备,其中的外包装材料,包含作为外侧层的聚酰胺树脂层、作为内侧层的聚烯烃树脂层和配置在这两层之间的铝箔层,其特征在于,所述蓄电设备用外包装材料的厚度为90μm以下,所述蓄电设备用外包装材料的拉伸破坏强度为110n/15mm宽以上,且所述蓄电设备用外包装材料的拉伸破坏伸长率为90%以上。此外包装材料虽然具有较薄的厚度,但是其阻隔、阻燃性差,形成的外包装材料的各膜层之间的粘合性差。
5.公开号为cn110757905a的发明专利,公开了一种锂电池软包装材料用铝塑膜及其金属铝箔的表面处理方法,该表面处理方法包括采用表面处理液对金属铝箔表面进行处理的步骤,所述表面处理液的原料配方包括以下组分:1g/m3~1000g/m3聚合物树脂、0.1g/m3~500g/m3磷酸、0.1g/m3~1000g/m3铬酸、0.1g/m3~1000g/m3含氟金属盐及水。该锂电池软包装材料用铝塑膜,包括依次设置的耐热性树脂薄膜、金属铝箔和热塑性树脂薄膜,所述耐热性树脂薄膜和金属铝箔之间、热塑性树脂薄膜和金属铝箔之间分别通过胶粘剂进行粘合,其特征在于:所述金属铝箔通过上述表面处理方法进行处理。该技术方案采用特定的表面处理液对金属铝箔进行表面处理,在金属铝箔表面形成化成皮膜,大大提高金属铝箔的耐腐蚀性能及上胶附着力,从而提高与非金属薄膜的结合性能。但是通过上述方法制备的锂电池软包装材料用铝塑膜阻隔、阻燃及隔热能力差,原料及制备工艺繁杂。
技术实现要素:
6.为解决上述背景技术中提出的问题,本发明提供一种锂电池软包装铝塑膜材料及其制备方法。
7.为实现上述目的,本发明提供如下技术方案:一种锂电池软包装铝塑膜材料,包括依次层叠设置的pa膜层、铝箔层和cpp膜层,以及用于粘结所述pa膜层与所述铝箔层的外胶层和用于粘结所述铝箔层和cpp膜层的内胶层;所述外胶层粘结在所述pa膜层与铝箔层之
间,所述内胶层粘结在所述铝箔层和cpp膜层之间。
8.优选地,所述pa膜层,按质量份数计,包括以下组分:82~90份聚酰胺树脂、7~13份聚对苯二甲酸乙二醇酯、0.8~2份相容剂和2~5份改性蒙脱土。
9.优选地,所述改性蒙脱土通过以下方法制备:
10.a1:按质量份计,将70~100份无水乙醇、50~100份去离子水和1~5份醋酸混合形成混合液;
11.a2:将0.5~2份的硅烷偶联剂投加到混合液中搅拌,加入20~30份蒙脱土,并在70℃下继续搅拌24h,得到粗产物;
12.a3:将粗产物在室温下用无水乙醇洗涤,过滤,烘干,即得产物改性蒙脱土。
13.优选地,所述硅烷偶联剂为γ-氨丙基三乙氧基硅烷。
14.优选地,所述外胶层为聚氨酯胶水。
15.优选地,所述内胶层为聚氨酯类胶粘剂。
16.优选地,所述相容剂为hyper c100树脂。
17.本发明还提供一种制备上述锂电池软包装铝塑膜材料的方法,所述的制备方法包括以下步骤:
18.s1:pa膜层制备,具体制备步骤包括:
19.s1.1:按比例称取物料聚酰胺树脂、聚对苯二甲酸乙二醇酯、相容剂和改性蒙脱土,并将称取的物料投加到混炼机中混合搅拌,形成混合料;
20.s1.2:向混合料中加入乙醇并搅拌,然后投加到挤出机中熔融共混挤出造粒;所述乙醇与混合料的质量份数比为1:5~7;
21.s1.3:将步骤s1.2中挤出的颗粒投加到流延机中流延成膜,制得pa膜层;
22.s2:将外层胶涂覆在pa膜层表面,通过烘道进行干燥,然后与铝箔层的上表面贴合、压紧,熟化;
23.s3:将内层胶涂覆在cpp膜层表面,通过烘道进行干燥,然后与铝箔层的下表面贴合、压紧,熟化,即得锂电池软包装铝塑膜材料。
24.优选地,所述铝箔层为表面经化学转化处理的1系铝箔或8系铝箔,所述的化学转化处理包括以下步骤:
25.g1:将铝箔原材表面洗净备用;
26.g2:配置包含如下组分及浓度的化学转化剂:h3po410ml/l、nh4hf23g/l、k2tif61g/l、na2wo41g/l、edta-2na 1g/l,并调节所述化学转化剂的ph值为4.2~4.8;g3:将备用的铝箔浸入化学转化剂中化学转化成膜处理,转化温度为37~42℃,转化时间为20~35min。
27.优选地,所述外层胶的涂覆厚度为1~5μm,所述内层胶的涂覆厚度为1~5μm。
28.本发明的有益效果至少包括:本发明所述的锂电池软包装铝塑膜材料阻隔性强,耐刺穿性和耐电解液稳定性强,具有良好的阻燃、隔热效果。具体的,通过向pa膜层中添加聚对苯二甲酸乙二醇酯和hyper c100树脂,从而增强pa膜层的阻隔性能;通过对铝箔层表面进行化学转化处理,增加膜层的耐腐蚀性和膜层附着能力,使铝箔层与pa膜层和cpp膜层之间具有更好的结合能力,增加本铝塑膜的使用寿命;通过与cpp膜层的结合,大大增加了本铝塑膜材料的热封性能和高阻隔性能。本铝塑膜材料的制备工艺简单、原料容易获得,容易大批量生产,适合推广应用。
附图说明
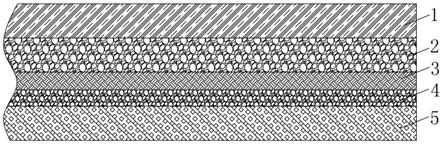
29.图1是本发明中锂电池软包装铝塑膜材料的整体结构示意图。
30.其中:1-pa膜层,2-外胶层,3-铝箔层,4-内胶层,5-cpp膜层。
具体实施方式
31.下面结合实施例对本发明做进一步说明。
32.实施例1
33.一种锂电池软包装铝塑膜材料,包括依次层叠设置的pa膜层1、铝箔层3和cpp膜层5,以及用于粘结所述pa膜层1与所述铝箔层3的外胶层2和用于粘结所述铝箔层3和cpp膜层5的内胶层4;所述外胶层2粘结在所述pa膜层1与铝箔层3之间,所述内胶层4粘结在所述铝箔层3和cpp膜层5之间;所述外胶层2为聚氨酯胶水;所述内胶层4为聚氨酯类胶粘剂。
34.在本实施例中,所述pa膜层1,按质量份数计,包括以下组分:86份聚酰胺树脂、10份聚对苯二甲酸乙二醇酯、1份相容剂hyper c100树脂和3份改性蒙脱土。
35.其中,所述的改性蒙脱土通过以下方法制备:首先按质量份计,将85份无水乙醇、75份去离子水和3份醋酸混合形成混合液;然后将1.3份的硅烷偶联剂γ-氨丙基三乙氧基硅烷投加到混合液中并在室温下搅拌4h,然后加入25份蒙脱土,在70℃下继续搅拌24h,得到粗产物;将粗产物在室温下用无水乙醇洗涤,过滤,烘干,即得产物改性蒙脱土。
36.一种制备上述锂电池软包装铝塑膜材料的方法,包括如下步骤:
37.s1:pa膜层制备,具体制备步骤包括:
38.s1.1:按比例称取物料聚酰胺树脂、聚对苯二甲酸乙二醇酯、相容剂和改性蒙脱土,并将称取的物料投加到混炼机中充分混合搅拌45~120min,形成混合料;
39.s1.2:向混合料中加入乙醇并搅拌,其中乙醇与混合料的质量份数比为1:6,然后投加到挤出机中在180~200℃下熔融共混挤出造粒,然后冷却45~90min;
40.s1.3:将步骤s1.2中挤出的颗粒投加到流延机中,并在180~210℃下流延成膜,制得pa膜层;
41.s2:将pa膜层安装在贴合辊上,然后在pa膜层表面涂覆一层外层胶,涂覆厚度为4μm,然后将其送入烘道内进行四段干燥,然后将经干燥后的pa膜层与铝箔层的上表面贴合、压紧,其中烘道长度为8~10m,烘道第一段的温度为60℃,烘道第二段的温度为70℃,烘道第三段的温度为80℃,第四段的温度为90℃,烘道内风速控制在25~30m/s,压紧完毕后在50℃下熟化5天;
42.s3:将cpp膜层安装在贴合辊上,然后在cpp膜层表面涂覆一层内层胶,涂覆厚度为3μm,然后将其送入烘道内进行四段干燥,然后将经干燥后的cpp膜层与铝箔层的下表面贴合、压紧,其中烘道长度为9~10m,烘道第一段的温度为55℃,烘道第二段的温度为65℃,烘道第三段的温度为75℃,烘道第四段的温度为85℃,烘道内风速控制在25~30m/s,压紧完毕后在45℃下熟化5天,即得锂电池软包装铝塑膜材料。
43.在本实施例中,所述铝箔层为表面经化学转化处理的1系铝箔或8系铝箔,所述的化学转化处理包括以下步骤:
44.g1:将铝箔原材表面化学除油,然后用蒸馏水或去离子水超声清洗,并晾干备用;
45.g2:配置包含如下组分及浓度的化学转化剂:h3po410ml/l、nh4hf23g/l、k2tif61g/
c100树脂和5份改性蒙脱土。
63.其中,所述的改性蒙脱土通过以下方法制备:首先按质量份计,将100份无水乙醇、100份去离子水和5份醋酸混合形成混合液;然后将2份的硅烷偶联剂γ-氨丙基三乙氧基硅烷投加到混合液中并在室温下搅拌5h,然后加入30份蒙脱土,在80℃下继续搅拌25h,得到粗产物;将粗产物在室温下用无水乙醇洗涤,过滤,烘干,即得产物改性蒙脱土。
64.一种制备上述锂电池软包装铝塑膜材料的方法,包括如下步骤:
65.s1:pa膜层制备,具体制备步骤包括:
66.s1.1:按比例称取物料聚酰胺树脂、聚对苯二甲酸乙二醇酯、相容剂和改性蒙脱土,并将称取的物料投加到混炼机中充分混合搅拌86min,形成混合料;
67.s1.2:向混合料中加入乙醇并搅拌,其中乙醇与混合料的质量份数比为1:5,然后投加到挤出机中在186℃下熔融共混挤出造粒,然后冷却68min;
68.s1.3:将步骤s1.2中挤出的颗粒投加到流延机中,并在186℃下流延成膜,制得pa膜层;
69.s2:将pa膜层安装在贴合辊上,然后在pa膜层表面涂覆一层外层胶,涂覆厚度为1μm,然后将其送入烘道内进行四段干燥,然后将经干燥后的pa膜层与铝箔层的上表面贴合、压紧,其中烘道长度为8m,烘道第一段的温度为55℃,烘道第二段的温度为65℃,烘道第三段的温度为75℃,第四段的温度为85℃,烘道内风速控制在25m/s,压紧完毕后在45℃下熟化4天;
70.s3:将cpp膜层安装在贴合辊上,然后在cpp膜层表面涂覆一层内层胶,涂覆厚度为1μm,然后将其送入烘道内进行四段干燥,然后将经干燥后的cpp膜层与铝箔层的下表面贴合、压紧,其中烘道长度为9m,烘道第一段的温度为55℃,烘道第二段的温度为65℃,烘道第三段的温度为75℃,烘道第四段的温度为85℃,烘道内风速控制在25m/s,压紧完毕后在45℃下熟化4天,即得锂电池软包装铝塑膜材料。
71.在本实施例中,所述铝箔层为表面经化学转化处理的1系铝箔或8系铝箔,所述的化学转化处理包括以下步骤:
72.g1:将铝箔原材表面化学除油,然后用蒸馏水或去离子水超声清洗,并晾干备用;
73.g2:配置包含如下组分及浓度的化学转化剂:h3po410ml/l、nh4hf23g/l、k2tif61g/l、na2wo41g/l、edta-2na 1g/l,并通过添加h3po4调节所述化学转化剂的ph值为4.6;
74.g3:将备用的铝箔浸入到化学转化剂中化学转化成膜处理,转化温度为43℃,转化时间为30min。
75.将通过上述实施例1~实施例4制备的铝塑膜材料分别封装制成60mm
×
80mm的样袋,并注入3ml电解液,经热封闭合,将样袋在温度为85℃
±
2℃的环境中保持24小时后取出,将样品袋裁剪成宽15mm的样条,并在100mm/min下进行耐电液剥离强度测试,测试结果如下表1所示。
76.表1
[0077][0078]
表2耐候性测试结果
[0079][0080]
从上述表1和表2可以看出,通过本发明所述方法制备的铝塑膜材料不但具有较高的剥离强度,而且阻隔性能好,强度高,耐候性能强。
[0081]
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。