1.本发明属于锻件锻造技术领域,具体涉及一种圈类锻件的体外锻造方法。
背景技术:
2.传统圈类锻件的自由锻制造工艺,是将圈状坯料放置于锻压设备体内进行马杠扩孔成形,对于尺寸超过锻压设备本体结构空间的超大型饼类件,则只能采用多块拼焊结构,参见图1,采用拼焊结构,不仅制造工艺繁琐,且最终的材料收得率低,制造周期长,最重要的是由于存在焊缝导致的圈类锻件的服役稳定性较差,从而降低了主设备的服役年限。同时,针对特种设备,还需要定期进行焊缝的在役检查,还会提高主设备的运行成本。
3.为此,亟待解决由于现有锻压设备的结构和尺寸限制而无法将超大型锻件进行整锻的问题。
技术实现要素:
4.鉴于上述分析,本发明旨在提供一种圈类锻件的体外锻造方法,解决了锻压设备的结构和尺寸限制而无法将超大型锻件进行整锻的问题。
5.本发明的目的主要是通过以下技术方案实现的:
6.本发明提供了一种圈类锻件的体外锻造方法,包括如下步骤:
7.步骤1:将锻压设备的梁体的上端面与锻压设备的活动横梁连接,梁体的一端为锻造侧,锤头设于梁体的锻造侧,梁体的另一端为非锻造侧,梁体的非锻造侧与锻压设备的安装面(例如,地面)连接,梁体的锻造侧位于锻压设备的立柱围成的区域外;砧板设于锤头的正下方,锤头位于圈状坯料内侧,砧板位于圈状坯料外侧,圈状坯料通过旋转组件吊挂设于砧板上方,圈状坯料的轴向平行于砧板上表面;
8.步骤2:开启锻压设备,在活动横梁的活动过程中,锻造侧绕非锻造侧旋转,旋转组件驱动圈状坯料旋转,锤头对圈状坯料进行体外扩孔,得到圈类锻件。
9.进一步地,在活动横梁的活动过程中,锻造侧绕非锻造侧旋转,梁体和活动横梁构成扁担梁,活动横梁对梁体施加的载荷传递至位于梁体的锻造侧的锤头上,旋转组件驱动圈状坯料旋转,锤头对圈状坯料进行体外扩孔。
10.进一步地,锻压设备包括梁体、锤头和砧板,定义梁体与锤头连接的一侧为锻造侧,梁体的另一侧为非锻造侧,也就是说,锤头设于梁体的锻造侧,非锻造侧与锻压设备的安装面连接,砧板设于锤头的正下方,梁体和活动横梁构成扁担梁;在活动横梁的活动过程中,锻造侧绕非锻造侧旋转,且能够将锻压设备的活动横梁对梁体施加的载荷从锻压设备内部传递至锻压设备外侧的锻造侧,锤头对位于砧板上的圈状坯料内侧进行锻造,锤头与砧板共同作用使得圈状坯料发生变形,从而实现圈类锻件的体外锻造。
11.具体来说,圈状坯料的制备方法包括如下步骤:
12.对原材料进行冶炼,得到钢锭;
13.对钢锭依次进行切水冒口,然后,在锻压设备的体内进行镦粗、冲孔和预扩孔(例
如,马杠扩孔),得到圈状坯料,冲孔后的钢锭通过预扩孔至锻压设备所能制得的圈状坯料的最大直径。
14.进一步地,上述镦粗的镦粗比控制在2.2~2.5。
15.进一步地,钢锭的重量与圈类锻件的重量比为1.2~1.8(例如,1.5)。
16.进一步地,圈状坯料的外径(即圈状坯料整体的直径)小于锻压设备的立柱间距。
17.进一步地,立柱间距与圈状坯料的外径之差为100~150mm。
18.进一步地,上述步骤2中,锤头对圈状坯料的内侧进行体外扩孔之后还包括如下步骤:对体外扩孔后的圈状坯料依次进行粗加工、调质和精加工。
19.进一步地,旋转组件包括转杆(例如,马杠)、传动件(例如,链条)和旋转机(例如,翻缸机),转杆通过传动件与旋转机的输出端连接,圈状坯料吊设于转杆的上方。
20.进一步地,上述锻压设备还包括梁体连接件,活动横梁通过梁体连接件与梁体连接,具体来说,梁体连接件包括上梁体连接板以及挂设于上梁体连接板下方的下梁体连接板,上梁体连接板和下梁体连接板之间为圆柱面接触,上梁体连接板与活动横梁固定连接,下梁体连接板与梁体固定连接。
21.进一步地,上述上梁体连接板的凸面半径小于下梁体连接板的凹面半径。
22.进一步地,上梁体连接板的凸面半径与下梁体连接板的凹面半径之比为0.9~0.98:1。
23.进一步地,上梁体连接板的凸面半径采用如下公式计算:
24.δ=r
×
sinα
25.δ为锻压设备的最大偏载中心距,r为上梁体连接板5的凸面半径,α为承力板的最大倾斜角度。
26.进一步地,上述锻压设备还包括锤头连接件,上述锤头通过锤头连接件与梁体的锻造侧连接,具体来说,锤头连接件包括上锤头连接板以及挂设于上锤头连接板下方的下锤头连接板,上锤头连接板和下锤头连接板之间为球面接触,上锤头连接板与梁体的锻造侧固定连接,下锤头连接板与锤头固定连接。
27.进一步地,上述上锤头连接板的凸面半径小于下锤头连接板的凹面球半径。
28.进一步地,上锤头连接板的凸面半径与下锤头连接板的凹面球半径之比为0.9~0.98:1。
29.进一步地,上述锻压设备还包括弹性箱,梁体的非锻造侧通过弹性箱支撑在锻压设备的安装面上。
30.进一步地,弹性箱包括箱体、箱盖、弹簧(例如,碟簧)和导柱,导柱的一端通过弹簧支撑于箱体的底部,箱盖盖设于导柱的另一端,箱体与箱盖之间具有空隙,箱体设于锻压设备的安装面上,梁体的非锻造侧支撑在箱盖上。
31.进一步地,弹簧包括沿弹簧轴向布置的多个碟簧,多个碟簧构成一套弹簧。
32.进一步地,上述弹性箱还包括设于箱体内的弹簧导筒以及设于箱盖内的导柱导筒,弹簧部分置于弹簧导筒内,导柱的另一端插入导柱导筒内。
33.进一步地,弹簧导筒和导柱导筒的形状均可以为圆柱形。
34.进一步地,上述锻压设备还包括箱体连接件,梁体的非锻造侧通过箱体连接件与弹性箱连接,具体来说,箱体连接件包括上箱体连接板以及挂设于上箱体连接板下方的下
箱体连接板,上箱体连接板和下箱体连接板之间为圆柱面接触,上箱体连接板与梁体的非锻造侧固定连接,下箱体连接板与弹性箱固定连接。
35.进一步地,上述上箱体连接板的凸面半径小于下箱体连接板的凹面半径。
36.进一步地,上箱体连接板的凸面半径与下箱体连接板的凹面半径之比为0.9~0.98:1。
37.与现有技术相比,本发明至少可实现如下有益效果之一:
38.a)本发明提供的圈类锻件的体外锻造方法中,通过梁体的设置,将梁体的上端面与锻压设备的活动横梁连接,活动横梁的活动过程中,锻造侧绕非锻造侧旋转,构成扁担梁,相比于活动横梁,锻造侧的活动距离大于活动横梁的活动距离,由于将锻造成形工序移动到锻压设备体外,从而能够不受锻压设备结构尺寸(例如,档距和立柱间距)的限制,对超出档距的超大型圈类锻件采用自由锻的方式进行整体成形。
39.b)以往用于锻造的锻压设备,各个部件之间均为刚性连接,对锻压设备和锻压设备的损耗较大,本发明提供的圈类锻件的体外锻造方法,通过梁体连接件、锤头连接件和箱体连接件的设置,梁体与活动横梁、锤头和弹性箱之间均为球面或柱面接触,能够将梁体与活动横梁、锤头和弹性箱之间的连接均转化为柔性连接,从而保证四者之间的相对滑动和转动,在实现传力的同时,最大限度的保障了锻压设备的稳定性和高效性,为实现体外锻造的工程应用及超大圈类锻件的批量化生产提供了技术保障。
40.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
41.附图仅用于示出具体发明的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
42.图1为现有技术中采用拼焊结构的圈类锻件的结构示意图;
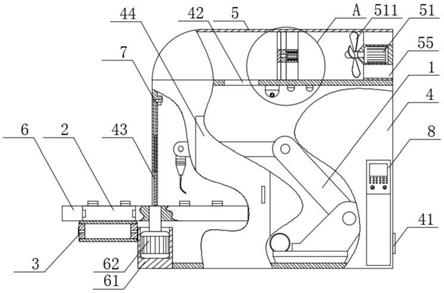
43.图2为本发明实施例一提供的圈类锻件的体外锻造方法中所采用的锻压设备的主视图;
44.图3为本发明实施例一提供的圈类锻件的体外锻造方法中所采用的锻压设备弹性箱的主视图;
45.图4为本发明实施例一提供的圈类锻件的体外锻造方法的锻造原理图;
46.图5为现有技术中圈类锻件的体内锻造方法的锻造原理图。
47.附图标记:
[0048]1‑
梁体;2
‑
锤头;3
‑
砧板;4
‑
活动横梁;5
‑
上梁体连接板;6
‑
下梁体连接板;7
‑
圈状坯料;8
‑
弹性箱;81
‑
箱体;82
‑
箱盖;83
‑
弹簧;84
‑
导柱;85
‑
弹簧导筒;86
‑
导柱导筒;87
‑
上箱体连接板;88
‑
下箱体连接板;9
‑
上锤头连接板;10
‑
下锤头连接板;11
‑
立柱;12
‑
转杆;13
‑
传动件;14
‑
旋转机。
具体实施方式
[0049]
下面结合附图来具体描述本发明的优选发明,其中,附图构成本发明的一部分,并
与本发明的发明一起用于阐释本发明的原理。
[0050]
在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接可以是机械连接,也可以是电连接可以是直接相连,也可以通过中间媒介间接相连。
[0051]
全文中描述使用的术语“顶部”、“底部”、“在
……
上方”、“下”和“在
……
上”是相对于装置的部件的相对位置,例如装置内部的顶部和底部衬底的相对位置。可以理解的是装置是多功能的,与它们在空间中的方位无关。
[0052]
本发明通常的工作面可以为平面或曲面,可以倾斜,也可以水平。为了方便说明,本发明实施例放置在水平面上,并在水平面上使用,并以此限定“高低”和“上下”。
[0053]
实施例一
[0054]
本实施例提供了一种圈类锻件的体外锻造方法,参见图2至图4,包括如下步骤:
[0055]
步骤1:将锻压设备的梁体1的上端面与锻压设备的活动横梁4连接,锤头2设于梁体1的锻造侧,梁体1的非锻造侧与锻压设备的安装面连接,梁体1的锻造侧位于锻压设备的立柱11围成的区域外;砧板3设于锤头2的正下方,锤头2位于圈状坯料7内侧,砧板3位于圈状坯料7外侧,圈状坯料7通过旋转组件吊挂设于砧板3上方;
[0056]
步骤2:开启锻压设备,在活动横梁4的活动过程中,锻造侧绕非锻造侧旋转,旋转组件驱动圈状坯料7旋转,锤头2对圈状坯料7进行体外扩孔,得到圈类锻件。
[0057]
具体来说,锻压设备包括梁体1、锤头2和砧板3,定义梁体1的一端为锻造侧,梁体1的另一端为非锻造侧,锤头2设于梁体1的锻造侧,非锻造侧与锻压设备的安装面连接,砧板3设于锤头2的正下方,梁体1和活动横梁4构成扁担梁;在活动横梁4的活动过程中,锻造侧绕非锻造侧旋转,且能够将锻压设备的活动横梁4对梁体1施加的载荷从锻压设备内部传递至锻压设备外侧的锻造侧,锤头2对位于砧板3上的圈状坯料7内侧进行锻造,锤头2与砧板3共同作用使得圈状坯料7发生变形,从而实现圈类锻件的体外锻造。
[0058]
与现有技术相比,本实施例提供的圈类锻件的体外锻造方法,通过梁体1的设置,将梁体1的上端面与锻压设备的活动横梁4连接,活动横梁4的活动过程中,锻造侧绕非锻造侧旋转,构成扁担梁,相比于活动横梁4,锻造侧的活动距离大于活动横梁4的活动距离,由于将锻造成形工序移动到锻压设备体外,从而能够不受锻压设备结构尺寸(例如,档距和立柱11间距)的限制,对超出档距的超大型圈类锻件采用自由锻的方式进行整体成形。
[0059]
具体来说,圈状坯料7的制备方法包括如下步骤:
[0060]
对原材料进行冶炼,得到钢锭;
[0061]
对钢锭依次进行切水冒口、镦粗、冲孔和预扩孔(例如,马杠扩孔),得到圈状坯料7,其中,对圈类坯料7的镦粗、冲孔和预扩孔在锻压设备的体内进行,冲孔后的钢锭通过预扩孔至锻压设备所能制得的圈状坯料7的最大直径。
[0062]
这是因为,镦粗的目的是使得钢锭的组织均匀,并使得钢锭凝固过程所产生的铸态组织转变为等轴组织,焊合钢锭内部的孔洞,从而提高所制得的圈类锻件的致密性。
[0063]
示例性地,上述镦粗的镦粗比控制在2.2~2.5。
[0064]
考虑到钢锭在处理过程中存在损耗,因此,需要预留一定的损耗量,示例性地,钢锭的重量与圈类锻件的重量比为1.2~1.8(例如,1.5),这样,通过预留一定的损耗量,能够有效补偿在钢锭的镦拔下料和开坯过程中的水冒口切除量以及各火次的火耗。
[0065]
为了方便上述圈状坯料7从锻压设备内取出,圈状坯料7的外径(即圈状坯料7整体的直径)小于锻压设备的立柱11间距,示例性地,立柱11间距与圈状坯料7的外径之差为100~150mm。将圈状坯料7的外径限定在上述范围内,不仅能够尽量增大圈状坯料7整体的直径,适应体外锻造超大型圈类锻件的需求,还能够方便圈状坯料7从锻压设备内取出,避免在圈状坯料7移出锻压时与锻压设备的立柱11发生碰撞。
[0066]
为了完成后续制造工序,上述步骤2中,锤头2对圈状坯料7的内侧进行体外扩孔之后还包括如下步骤:对体外扩孔后的圈状坯料7依次进行粗加工、调质和精加工。
[0067]
对于旋转组件的结构,具体来说,其包括转杆12(例如,马杠)、传动件13(例如,链条)和旋转机14(例如,翻缸机),转杆12通过传动件13与旋转机14的输出端连接,圈状坯料7吊设于转杆12的上方。实施时,开启旋转机14,旋转机14通过传动件13驱动转杆12转动,进而带动圈状坯料7转动,从而实现锤头2对圈状坯料7的整圈体外锻造。
[0068]
需要指出的是,本实施例对圈类坯料7的体外扩孔与传统的体内扩孔方式不同。具体来说,体内扩孔,锤头置于锻压设备内,圈类坯料通过马杠的马杠架支撑在锻压设备内,锤头向下压下,圈类坯料靠锤头与马杠成形,参见图5;而本实施例对圈类坯料7的体外扩孔,需要取消马杠架,马杠采用翻钢机抬着,仅起到旋转坯料的作用,圈状坯料7靠锤头2和砧板3成形,参见图4。
[0069]
值得注意的是,在活动横梁4的运动过程中,活动横梁4的运动为上下运动,梁体1的运动为上下运动和转动的复合运动,为了弥补活动横梁4和梁体1之间的运动差,上述锻压设备还包括梁体连接件,活动横梁4通过梁体连接件与梁体1连接,具体来说,梁体连接件包括上梁体连接板5以及挂设于上梁体连接板5下方的下梁体连接板6,上梁体连接板5和下梁体连接板6之间为圆柱面接触,上梁体连接板5与活动横梁4固定连接,下梁体连接板6与梁体1固定连接。这样,通过在活动横梁4和梁体1之间设置梁体连接件,梁体连接件中上梁体连接板5和下梁体连接板6之间的圆柱面滑动,能够弥补活动横梁4和梁体1之间的运动差,使得梁体1与活动横梁4随动,实现一定幅度的摆动和转动,将梁体1与活动横梁4之间的刚性连接转化为柱面柔性连接,避免活动横梁4和梁体1在连接处产生过大的强扭矩。
[0070]
为了保证上梁体连接板5和下梁体连接板6之间圆柱面滑动的顺畅性,上述上梁体连接板5的凸面半径小于下梁体连接板6的凹面半径,示例性地,上梁体连接板5的凸面半径与下梁体连接板6的凹面半径之比为0.9~0.98:1。这是因为,将上梁体连接板5的凸面半径与下梁体连接板6的凹面半径之比限定在上述范围内,不仅能够保证上梁体连接板5和下梁体连接板6之间滑动的顺畅性,还能够保证上梁体连接板5与下梁体连接板6的接触面积,从而有效抗击冲击载荷。
[0071]
值得注意的是,上梁体连接板5的凸面半径设计取决于锻压设备的最大偏载中心距和承力板的最大倾斜角度,最大倾斜角度越大,则所需上梁体连接板5的凸面半径越大,具体来说,上梁体连接板5的凸面半径采用如下公式计算:
[0072]
δ=r
×
sinα
[0073]
δ为锻压设备的最大偏载中心距,r为上梁体连接板5的凸面半径,α为承力板的最大倾斜角度。
[0074]
同样值得注意的是,梁体1的运动为转动,为了保证锤头2的工作面能够与圈状坯料7更好地接触,上述锻压设备还包括锤头连接件,上述锤头2通过锤头连接件与梁体1的锻
造侧连接,具体来说,锤头连接件包括上锤头连接板9以及挂设于上锤头连接板9下方的下锤头连接板10,上锤头连接板9和下锤头连接板10之间为球面接触,上锤头连接板9与梁体1的锻造侧固定连接,下锤头连接板10与锤头2固定连接。这是因为,圈类锻件在变形过程中的高度逐渐降低,随着锤头2的压下量增加,梁体1会发生一定程度的倾转,通过在锤头2和梁体1的锻造侧之间设置锤头连接件,锤头连接件中上锤头连接板9和下锤头连接板10之间的球面滑动,能够将锤头2与梁体1的锻造侧之间的刚性连接转化为柱面柔性连接,使得锤头2能够发生一定程度的摆动,保证锤头2的轴线垂直于圈状坯料7的锻造面,锤头2的工作面与圈状坯料7的锻造面之间为面接触,提高锻造所得圈类锻件的质量。
[0075]
为了保证上锤头连接板9和下锤头连接板10之间球面滑动的顺畅性,上述上锤头连接板9的凸面半径小于下锤头连接板10的凹面球半径,示例性地,上锤头连接板9的凸面半径与下锤头连接板10的凹面球半径之比为0.9~0.98:1。这是因为,将上锤头连接板9的凸面半径与下锤头连接板10的凹面球半径之比限定在上述范围内,不仅能够保证上锤头连接板9和下锤头连接板10之间球面滑动的顺畅性,还能够保证上锤头连接板9与下锤头连接板10的接触面积,从而有效抗击冲击载荷。
[0076]
对于梁体1的非锻造侧与锻压设备的安装面之间的连接,为了能够对非锻造侧所受的冲击进行缓冲,上述锻压设备还包括弹性箱8,梁体1的非锻造侧通过弹性箱8支撑在锻压设备的安装面上。这样,通过弹性箱8的设置,当活动横梁4向下运动并对梁体1施加载荷时,梁体1的非锻造侧会先与弹性箱8接触,弹性箱8能够对梁体1的非锻造侧进行柔性支撑,通过弹性箱8的弹性形变能够对非锻造侧所受的冲击进行缓冲,从而避免由冲击导致的锻压设备发生断裂,起到保护锻压设备的作用,延长锻压设备的使用寿命。
[0077]
对于弹性箱8的结构,具体来说,其包括箱体81、箱盖82、弹簧83(例如,弹簧83包括多个沿弹簧83轴向布置的多个碟簧,多个碟簧构成一套弹簧83)和导柱84,导柱84的一端通过弹簧83支撑于箱体81的底部,箱盖82盖设于导柱84的另一端,箱体81与箱盖82之间具有空隙,箱体81设于锻压设备的安装面上,梁体1的非锻造侧支撑在箱盖82上。这样,箱盖82通过弹簧83和导柱84支撑在箱体81上,且与箱体81之间具有一定的空隙,当活动横梁4向下运动并对梁体1施加载荷时,弹簧83变短使得箱盖82向靠近箱体81方向移动,当活动横梁4向上运动不对梁体1施加载荷时,弹簧83变长使得箱盖82向远离箱体81方向移动,通过在箱体81和箱盖82之间设置弹簧83赋予弹性箱8的弹性形变。
[0078]
考虑到弹簧83的形变方向和导柱84的运动方向会影响箱盖82和梁体1的非锻造侧的运动稳定性,上述弹性箱8还包括设于箱体81内的弹簧导筒85以及设于箱盖82内的导柱导筒86,弹簧83部分置于弹簧导筒85内,导柱84的另一端插入导柱导筒86内,对于弹簧导筒85和导柱导筒86的形状,示例性地,两者的形状均可以为圆柱形。这样,通过弹簧导筒85能够对弹簧83的形变方向进行导向,减少弹簧83在形变过程中的晃动和倾斜,通过导柱导筒86能够对导柱84的运动方向进行导向,减少导柱84在运动过程中的晃动和倾斜,从而能够保证箱盖82和梁体1的非锻造侧的运动稳定性。
[0079]
同样值得注意的是,在活动横梁4的运动过程中,梁体1与弹性箱8之间同样会存在扭矩,因此,上述锻压设备还包括箱体连接件,梁体1的非锻造侧通过箱体连接件与弹性箱8连接,具体来说,箱体连接件包括上箱体连接板87以及挂设于上箱体连接板87下方的下箱体连接板88,上箱体连接板87和下箱体连接板88之间为圆柱面接触,上箱体连接板87与梁
体1的非锻造侧固定连接,下箱体连接板88与弹性箱8(即箱盖82)固定连接。这样,通过在梁体1的非锻造侧和弹性箱8之间设置箱体连接件,箱体连接件中上箱体连接板87和下箱体连接板88之间的圆柱面滑动,能够弥补梁体1的非锻造侧和弹性箱8之间的运动差,使得梁体1的非锻造侧和弹性箱8随动,实现一定幅度的摆动和转动,将梁体1的非锻造侧和弹性箱8之间的刚性连接转化为柱面柔性连接,避免梁体1的非锻造侧和弹性箱8在连接处产生过大的强扭矩。
[0080]
为了保证上箱体连接板87和下箱体连接板88之间圆柱面滑动的顺畅性,上述上箱体连接板87的凸面半径小于下箱体连接板88的凹面半径,示例性地,上箱体连接板87的凸面半径与下箱体连接板88的凹面半径之比为0.9~0.98:1。这是因为,将上箱体连接板87的凸面半径与下箱体连接板88的凹面半径之比限定在上述范围内,不仅能够保证上箱体连接板87和下箱体连接板88之间圆柱面滑动的顺畅性,还能够保证上箱体连接板87与下箱体连接板88的接触面积,从而有效抗击冲击载荷。
[0081]
需要说明的是,以往用于锻造的锻压设备,各个部件之间均为刚性连接,对锻压设备和锻压设备的损耗较大,本实施例提供的圈类锻件的体外锻造方法,通过梁体连接件、锤头连接件和箱体连接件的设置,梁体1与活动横梁4、锤头2和弹性箱8之间均为球面或柱面接触,能够将梁体1与活动横梁4、锤头2和弹性箱8之间的连接均转化为柔性连接,从而保证四者之间的相对滑动和转动,在实现传力的同时,最大限度的保障了锻压设备的稳定性和高效性,为实现体外锻造的工程应用及超大圈类锻件的批量化生产提供了技术保障。
[0082]
以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。