1.本实用新型涉及制袋生产技术领域,具体涉及一种五边封制袋装置。
背景技术:
2.包装袋在现代生活当中必不可少,物流是居家生活还是物流运输,包装袋都扮演了重要角色,传统使用的三边封口袋逐渐被市场淘汰,主要是因为,装载物料的空间受限制,而现在主流使用的是五边封口袋,参阅附图1
‑
3,除开口外,其余棱边和底边均封口,而棱边数量由传统使用的两棱边改良为四棱边,这样便可以扩充包装袋内的装载容量,而针对五边封边袋的制备,多家厂商采用的技术方案都有不同,而对于pe材质的五边封口袋的制备,通常是要将筒状pe膜料进行对边向内弯折(参阅图3),成型四棱边,再将底边封底,现有的制备设备有限,需有再设计改良制备这种pe材质的五边封口袋的设备。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种五边封制袋装置,利用对称设置的对折块将筒状进料的pe膜进行对边向内弯折,利用电动带动下压辊,且下压辊与上压辊相切配合将对折完毕的pe膜压制成板,并在上下压合的热焊接组件焊接下热封底边,并由后一工位的裁切组件裁切形成开口的五边封口袋,对折块的对折边逐渐下移至工作台上,传送给压辊进行持续进料,保压、定型一步到位,简单实用。
4.为解决上述问题采取的技术方案是:
5.一种五边封制袋装置,包括对称固定在工作台上的两个对折块、自动进料组件、上下布置的热焊接组件以及裁切组件。
6.两所述对折块由调节螺栓控制间距,相对面设置有对折部,所述对折部截面呈三角形,且对折部内侧棱边由进料至出料过程自中部逐渐下降至底部,用于将筒状pe膜逐渐平铺工作台面,两侧的对折边间距逐渐减小,用于收拢对边,并向内弯折筒状pe膜,
7.所述自动进料组件设置在两对折块出料端,包括上压辊、下压辊、传动件和传动电机,所述上压辊和下压辊通过传动轴水平连接,上压辊与下压辊相切压合。
8.进一步地,所述下压辊的传动轴与传动电机之间通过传动件连接获得传动力,在上压辊与下压辊之间的压合带动下,将收拢弯折的pe膜压制成膜板,并传递给热焊接组件实施封底焊接。
9.进一步地,所述热焊接组件包括固定在机架上端的升降气缸、上焊板和固定在机架下端的升降气缸、下焊板,升降气缸控制上焊板或下焊板升降动作,上焊板下端面和下焊板上端面均设置有电加热片,用于给pe膜底边加热封底。
10.进一步地,所述裁切组件设置在热焊接组件后一工位,包括裁切气缸、裁切刀和裁切刀座,裁切气缸的顶杆上固定有裁切刀,用于控制裁切刀升降动作,裁切刀与裁切刀座配合对pe膜实施裁切。
11.本实用新型的有益效果是:
12.该五边封制袋装置利用对称设置的对折块将筒状进料的pe膜进行对边向内弯折,利用电动带动下压辊,且下压辊与上压辊相切配合将对折完毕的pe膜压制成板,并在上下压合的热焊接组件焊接下热封底边,并由后一工位的裁切组件裁切形成开口的五边封口袋,对折块的对折边逐渐下移至工作台上,传送给压辊进行持续进料,保压、定型一步到位,简单实用。
附图说明
13.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
14.图1为现有五边封口袋的结构示意图;
15.图2为现有五边封口袋的正视图;
16.图3为现有五边封口袋的截面示意图;
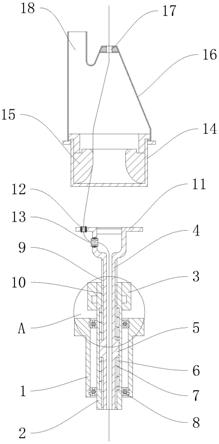
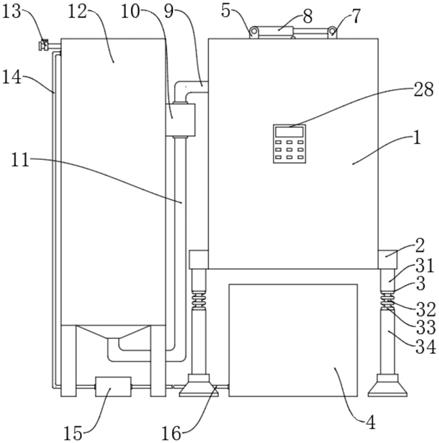
17.图4为本实施例五边封制袋装置的正视图;
18.图5为本实施例五边封制袋装置的侧视图;
19.图6为本实施例所述对折块将筒状pe膜收拢对边并向内弯折的结构示意图;
20.其中,1
‑
开口端,2
‑
第一棱边,3
‑
第二棱边,4
‑
底部,5
‑
第四棱边,6
‑
对折块,7
‑
调节螺栓,8
‑
工作台,9
‑
下焊板,10
‑
下升降气缸,11
‑
上焊板,12
‑
上升降气缸,13
‑
传动轴,14
‑
上压辊,15
‑
筒状pe膜,16
‑
下压辊,17
‑
传动电机,18
‑
传动件,19
‑
裁切气缸,20
‑
裁切刀,21
‑
开口的五边封口袋,22
‑
裁切刀座,23
‑
对折边,24
‑
pe膜折叠部分,25
‑
第三棱边。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.请参阅图1
‑
6,本实施例提出一种五边封制袋装置,包括对称固定在工作台8上的两个对折块6、自动进料组件、上下布置的热焊接组件以及裁切组件。
23.具体地说,两所述对折块6由调节螺栓7控制间距,相对面设置有对折部,所述对折部截面呈三角形,且对折部内侧棱边由进料至出料过程自中部逐渐下降至底部4,用于将筒状pe膜15逐渐平铺工作台8面,两侧的对折边23间距逐渐减小,用于收拢对边,并向内弯折筒状pe膜15。
24.所述自动进料组件设置在两对折块6出料端,包括上压辊14、下压辊16、传动件18和传动电机17,所述上压辊14和下压辊16通过传动轴13水平连接,上压辊14与下压辊16相切压合,所述下压辊16的传动轴13与传动电机17之间通过传动件18连接获得传动力,在上压辊14与下压辊16之间的压合带动下,将收拢弯折的pe膜压制成膜板,并传递给热焊接组件实施封底焊接。
25.所述热焊接组件包括固定在机架上端的升降气缸、上焊板11和固定在机架下端的升降气缸、下焊板9,升降气缸控制上焊板11或下焊板9升降动作,上焊板11下端面和下焊板9上端面均设置有电加热片(图中未示出),用于给pe膜底边加热封底,也可以由超声波焊接替换使用。
26.所述裁切组件设置在热焊接组件后一工位,包括裁切气缸19、裁切刀20和裁切刀
20座,裁切气缸19的顶杆上固定有裁切刀20,用于控制裁切刀20升降动作,裁切刀20与裁切刀20座配合对pe膜实施裁切,再位置传感器感应下,结合plc控制实现等距离裁切,针对不同高度要求的五边封口袋进行裁切下料。
27.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种五边封制袋装置,包括对称固定在工作台上的两个对折块、自动进料组件、上下布置的热焊接组件以及裁切组件,其特征在于:两所述对折块由调节螺栓控制间距,相对面设置有对折部,所述对折部截面呈三角形,且对折部内侧棱边由进料至出料过程自中部逐渐下降至底部,两侧的对折边间距逐渐减小,所述自动进料组件设置在两对折块出料端,包括上压辊、下压辊、传动件和传动电机,所述上压辊和下压辊通过传动轴水平连接,上压辊与下压辊相切压合。2.根据权利要求1所述的五边封制袋装置,其特征在于:所述下压辊的传动轴与传动电机之间通过传动件连接获得传动力,在上压辊与下压辊之间的压合带动下,将收拢弯折的pe膜压制成膜板,并传递给热焊接组件实施封底焊接。3.根据权利要求1所述的五边封制袋装置,其特征在于:所述热焊接组件包括固定在机架上端的升降气缸、上焊板和固定在机架下端的升降气缸、下焊板,升降气缸控制上焊板或下焊板升降动作,上焊板下端面和下焊板上端面均设置有电加热片。4.根据权利要求1所述的五边封制袋装置,其特征在于:所述裁切组件设置在热焊接组件后一工位,包括裁切气缸、裁切刀和裁切刀座,裁切气缸的顶杆上固定有裁切刀,用于控制裁切刀升降动作,裁切刀与裁切刀座配合对pe膜实施裁切。
技术总结
本实用新型公开了一种五边封制袋装置,包括对称固定在工作台的两个对折块、自动进料组件、上下布置的热焊接组件以及裁切组件,两对折块由调节螺栓控制间距,相对面设置有对折部,对折部截面呈三角形,且对折部内侧棱边由进料至出料过程自中部逐渐下降至底部,自动进料组件包括上压辊、下压辊、传动件和传动电机,该装置利用对称设置的对折块将筒状进料的PE膜进行对边向内弯折,利用电动带动下压辊,且下压辊与上压辊相切配合将对折完毕的PE膜压制成板,并在上下压合的热焊接组件焊接下热封底边,并由后一工位的裁切组件裁切形成开口的五边封口袋,对折块的对折边逐渐下移至工作台上,传送给压辊进行持续进料,保压、定型一步到位,简单实用。简单实用。简单实用。
技术研发人员:张龙
受保护的技术使用者:苏州润辉包装材料有限公司
技术研发日:2020.12.28
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。