1.本发明涉及压缩机支架技术领域,具体涉及一种新能源汽车空调压缩机悬挂支架及其强化退火锻造方法。
背景技术:
2.压缩机,是一种将低压气体提升为高压气体的从动的流体机械,是制冷系统的心脏。它从吸气管吸入低温低压的制冷剂气体,通过电机运转带动活塞对其进行压缩后,向排气管排出高温高压的制冷剂气体,为制冷循环提供动力。
3.如授权公告号为cn208789434u的中国专利,其公开了一种新型汽车空调压缩机安装支架;包括:调节部件和升降部件,所述调节部件和升降部件配合连接,所述升降部件与压缩机固定连接;通过对所述调节部件进行调节,牵引所述升降部件的移动,进而带动压缩机上皮带的伸缩。
4.上述的这种支架具有结构简单,容易操作的优点;但是上述的这种支架依旧存在着一些缺点,如:支架的缓冲性能较差,汽车在路况较差的路面上行驶时空调压缩机容易受到震动,不利于对空调压缩机起到保护作用,降低空调压缩机的使用寿命。
技术实现要素:
5.本发明的目的在于提供一种新能源汽车空调压缩机悬挂支架及其强化退火锻造方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种新能源汽车空调压缩机悬挂支架,包括底座,所述底座的表面上固定安装有多个等距分布的缓冲组件,多个所述缓冲组件上固定安装有调节板,所述调节板上设置有两组对称分布的调节槽,所述调节槽的上端设置有两个对称的匚型架,两组所述匚型架均通过设有的第一螺栓与所述调节槽相连接;
8.所述匚型架上设置有橡胶垫,所述橡胶垫上设置有安装板,所述安装板通过设有的第二螺栓贯穿所述橡胶垫与所述匚型架相连接。
9.优选的,所述缓冲组件包括第一缓冲杆、第二缓冲杆和弹簧,所述第一缓冲杆的下端固定安装在所述底座上,所述第二缓冲杆的下端滑动安装在所述第一缓冲杆上,所述弹簧分别套装在所述第一缓冲杆与所述第二缓冲杆上,所述弹簧的两端分别抵止在所述第一缓冲杆与所述第二缓冲杆的端面上。
10.优选的,所述底座的两侧表面上均设置有两个对称的滑槽,两个所述滑槽内均滑动安装有滑块,所述滑块固定安装在所述调节板上。
11.优选的,所述匚型架上安装有导向块,所述调节板上设置有导向槽,所述导向槽位于所述调节槽的一侧,所述导向块滑动安装在所述导向槽内。
12.优选的,两个所述匚型架上均固定安装有两个对称分布的三角加强肋板。
13.优选的,所述橡胶垫的外侧表面上固定安装有钢圈,所述安装板上设置有条形安
装槽,所述条形安装槽位于所述钢圈的一侧。
14.优选的,所述底座的两侧设置有固定板,所述固定板上设置有安装预留孔。
15.一种新能源汽车空调压缩机悬挂支架的强化退火锻造方法,包括以下步骤:
16.步骤一、坯件加热,将坯件放至中频感应炉中进行加热,加热至1000
‑
1100摄氏度;
17.步骤二、坯件镦粗,将步骤一将加热后的坯料放至压力机上镦粗;
18.步骤三、坯件成型,镦粗后的坯件进行加热,将坯件放至压力机上进行整形,确定尺寸;
19.步骤四、坯件冷却,将整形后的坯件放置水中进行冷却,即得到锻件;
20.步骤五、锻件退火,将锻件投入退火炉中,进行加热,温度加热至800
‑
860摄氏度;
21.步骤六、出料,待退火炉内的锻件冷至设定温度后出料进行空冷。
22.优选的,所述步骤三中加热至800
‑
850摄氏度后,炉冷至600
‑
700摄氏度出炉空冷。
23.优选的,所述步骤五中先以40
‑
50摄氏度/小时升温至800
‑
860摄氏度,保温24
‑
30小时,之后以50
‑
60摄氏度/小时的速率降至设定温度。
24.与现有技术相比,本发明的有益效果是:
25.该新能源汽车空调压缩机悬挂支架中,通过设有的多个缓冲组件有利于提高支架的缓冲作用,从而减轻汽车空调压缩机受到震动减轻破坏程度,提高汽车空调压缩机安全性能,提高了空调压缩机的使用寿命,减缓受到的冲击力,通过调节板上设置的调节槽方便调节两个匚型架之间的距离,方便根据汽车空调压缩机的大小进行安装的距离进行调节,适用的范围较广,通过设有的橡胶垫进一步提高缓冲效果。
附图说明
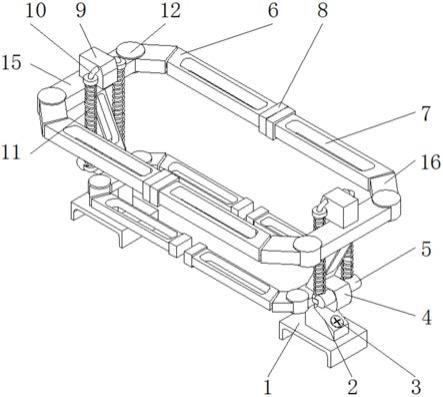
26.图1为本发明的结构示意图之一;
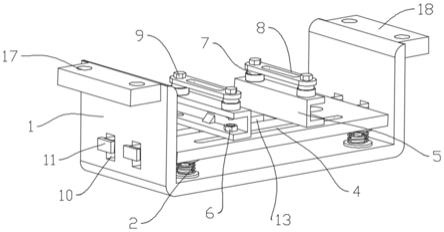
27.图2为本发明的结构示意图之二;
28.图3为图2中a处的放大图;
29.图4为图2中b处的放大图。
30.图中:1、底座;2、缓冲组件;21、第一缓冲杆;22、第二缓冲杆;23、弹簧;3、调节板;4、调节槽;5、匚型架;6、第一螺栓;7、橡胶垫;8、安装板;9、第二螺栓;10、滑槽;11、滑块;12、导向块;13、导向槽;14、三角加强肋板;15、钢圈;16、条形安装槽;17、安装预留孔;18、固定板。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例1
33.一种新能源汽车空调压缩机悬挂支架,包括底座1,底座1的表面上固定安装有多个等距分布的缓冲组件2,多个缓冲组件2上固定安装有调节板3,调节板3上设置有两组对称分布的调节槽4,调节槽4的上端设置有两个对称的匚型架5,两组匚型架5均通过设有的
第一螺栓6与调节槽4相连接;
34.匚型架5上设置有橡胶垫7,橡胶垫7上设置有安装板8,安装板8通过设有的第二螺栓9贯穿橡胶垫7与匚型架5相连接,通过设有的多个缓冲组件2有利于提高支架的缓冲作用,从而减轻汽车空调压缩机受到震动减轻破坏程度,提高汽车空调压缩机安全性能,提高了空调压缩机的使用寿命,减缓受到的冲击力,通过调节板3上设置的调节槽4方便调节两个匚型架5之间的距离,方便根据汽车空调压缩机的大小进行安装的距离进行调节,适用的范围较广,通过设有的橡胶垫7进一步提高缓冲效果。
35.本实施例中,优选的,缓冲组件2包括第一缓冲杆21、第二缓冲杆22和弹簧23,第一缓冲杆21的下端固定安装在底座1上,第二缓冲杆22的下端滑动安装在第一缓冲杆21上,弹簧23分别套装在第一缓冲杆21与第二缓冲杆22上,弹簧23的两端分别抵止在第一缓冲杆21与第二缓冲杆22的端面上,弹簧23分别套装在第一缓冲杆21与第二缓冲杆22上,通过弹簧23的反作用力有利于吸收撞击力产生的冲击力,从而有效地保护和减轻由于冲撞导致的汽车空调压缩机受到的损伤,提高汽车空调压缩机安全性能,提高了空调压缩机的使用寿命,减缓受到的冲击力,第二缓冲杆22的下端滑动安装在第一缓冲杆21上,有利于防止弹簧23的位置偏移,提高弹簧23移动的稳定性。
36.本实施例中,优选的,底座1的两侧表面上均设置有两个对称的滑槽10,两个滑槽10内均滑动安装有滑块11,滑块11固定安装在调节板3上,通过滑槽10内滑动安装的滑块11,有利于提高调节板3在底座1上下移动的稳定性。
37.本实施例中,优选的,匚型架5上安装有导向块12,调节板3上设置有导向槽13,导向槽13位于调节槽4的一侧,导向块12滑动安装在导向槽13内,通过导向块12滑动安装在导向槽13内,方便调节匚型架5在调节板3上移动的位置,方便对不同规格的汽车空调压缩机进行固定,适用的范围较广。
38.本实施例中,优选的,两个匚型架5上均固定安装有两个对称分布的三角加强肋板14,通过设有的两个对称分布的三角加强肋板14有利于提高匚型架5的结构强度,增加受力强度,结构更加牢固。
39.本实施例中,优选的,橡胶垫7的外侧表面上固定安装有钢圈15,安装板8上设置有条形安装槽16,条形安装槽16位于钢圈15的一侧,通过设有的钢圈15有利于减小橡胶垫7受到的形变,防止加快损坏的速度,有利于保护橡胶垫7,通过安装板8上设置的条形安装槽16,方便调节汽车空调压缩机的水平安装位置。
40.本实施例中,优选的,底座1的两侧设置有固定板18,固定板18上设置有安装预留孔17,通过固定板18上设置的安装预留孔17便于将底座1固定安装在能源汽车上。
41.实施例2
42.一种新能源汽车空调压缩机悬挂支架的强化退火锻造方法,包括以下步骤:
43.步骤一、坯件加热,将坯件放至中频感应炉中进行加热,加热至1000摄氏度;
44.步骤二、坯件镦粗,将步骤一将加热后的坯料放至压力机上镦粗;
45.步骤三、坯件成型,镦粗后的坯件进行加热,将坯件放至压力机上进行整形,确定尺寸;
46.步骤四、坯件冷却,将整形后的坯件放置水中进行冷却,即得到锻件;
47.步骤五、锻件退火,将锻件投入退火炉中,进行加热,温度加热至800摄氏度;
48.步骤六、出料,待退火炉内的锻件冷至设定温度后出料进行空冷。
49.本实施例中,优选的,步骤三中加热至800
‑
850摄氏度后,炉冷至600摄氏度出炉空冷。
50.本实施例中,优选的,步骤五中先以40
‑
50摄氏度/小时升温至800摄氏度,保温24小时,之后以50摄氏度/小时的速率降至设定温度。
51.实施例3
52.一种新能源汽车空调压缩机悬挂支架的强化退火锻造方法,包括以下步骤:
53.步骤一、坯件加热,将坯件放至中频感应炉中进行加热,加热至1050摄氏度;
54.步骤二、坯件镦粗,将步骤一将加热后的坯料放至压力机上镦粗;
55.步骤三、坯件成型,镦粗后的坯件进行加热,将坯件放至压力机上进行整形,确定尺寸;
56.步骤四、坯件冷却,将整形后的坯件放置水中进行冷却,即得到锻件;
57.步骤五、锻件退火,将锻件投入退火炉中,进行加热,温度加热至820摄氏度;
58.步骤六、出料,待退火炉内的锻件冷至设定温度后出料进行空冷。
59.本实施例中,优选的,步骤三中加热至820摄氏度后,炉冷至650摄氏度出炉空冷。
60.本实施例中,优选的,步骤五中先以45摄氏度/小时升温至830摄氏度,保温26小时,之后以55摄氏度/小时的速率降至设定温度。
61.实施例4
62.一种新能源汽车空调压缩机悬挂支架的强化退火锻造方法,包括以下步骤:
63.步骤一、坯件加热,将坯件放至中频感应炉中进行加热,加热至1100摄氏度;
64.步骤二、坯件镦粗,将步骤一将加热后的坯料放至压力机上镦粗;
65.步骤三、坯件成型,镦粗后的坯件进行加热,将坯件放至压力机上进行整形,确定尺寸;
66.步骤四、坯件冷却,将整形后的坯件放置水中进行冷却,即得到锻件;
67.步骤五、锻件退火,将锻件投入退火炉中,进行加热,温度加热至860摄氏度;
68.步骤六、出料,待退火炉内的锻件冷至设定温度后出料进行空冷。
69.本实施例中,优选的,步骤三中加热至850摄氏度后,炉冷至700摄氏度出炉空冷。
70.本实施例中,优选的,步骤五中先以50摄氏度/小时升温至860摄氏度,保温30小时,之后以60摄氏度/小时的速率降至设定温度。
71.本发明的工作原理及使用流程:该新能源汽车空调压缩机悬挂支架在适用的时候,通过调节板3上设置的调节槽4方便调节两个匚型架5之间的距离,方便根据汽车空调压缩机的大小进行安装的距离进行调节,将汽车空调压缩机通过螺钉固定在安装板8上,再通过固定板18上设置的安装预留孔17便于将底座1固定安装在能源汽车上,在路况较差时,通过弹簧23的反作用力有利于吸收撞击力产生的冲击力,从而有效地保护和减轻由于冲撞导致的汽车空调压缩机受到的损伤,提高汽车空调压缩机安全性能,提高了空调压缩机的使用寿命,减缓受到的冲击力,第二缓冲杆22的下端滑动安装在第一缓冲杆21上,有利于防止弹簧23的位置偏移,提高弹簧23移动的稳定性,通过设有的橡胶垫7进一步提高缓冲效果。
72.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。