1.本发明涉及气体传感器的传感器元件,特别涉及其表面保护层。
背景技术:
2.以往,作为用于获知来自内燃机的废气等被测定气体中含有的期望气体成分的浓度的气体传感器,众所周知如下气体传感器,该气体传感器具有由氧化锆(zro2)等具有氧离子传导性的固体电解质构成,且具有在表面、内部具备若干电极的传感器元件。作为这种传感器元件,众所周知,具有长条板状的元件形状,并且在具备将被测定气体导入的部分的那侧的端部设置有由多孔质体形成的保护层(多孔质保护层)(例如参见专利文献1)。
3.在传感器元件的表面设置保护层的目的在于确保使用气体传感器时的传感器元件的耐浸水性。具体而言,其目的在于防止浸水开裂,该浸水开裂是指:因来自附着在传感器元件表面的水滴的热(冷源热)引起的热冲击作用于传感器元件而导致传感器元件开裂。
4.然而,在出于提高耐热冲击性的目的而设置有这样的保护层的情况下,传感器元件整体的热容量增大,并且,针对传感器元件的约束力增加。这导致传感器元件的快速升温性恶化。另外,根据气体传感器的使用环境的不同,有可能因该环境中产生的振动而导致保护膜自传感器元件脱离,因此,还需要保证保护层的密接性。
5.现有技术文献
6.专利文献
7.专利文献1:日本特许第5344375号公报
技术实现要素:
8.本发明是鉴于上述课题而实施的,其目的在于,提供耐浸水性和快速升温性均优异的气体传感器的传感器元件。
9.为了解决上述课题,本发明的第一方案是一种气体传感器的传感器元件,其特征在于,具备:元件基体,该元件基体为具备测定对象气体成分的监测部的陶瓷结构体;以及末端保护层,该末端保护层为在所述元件基体中的起始自具备所述监测部的那侧的端部的规定范围的外周部设置的多孔质层,所述末端保护层包括:第一末端保护层,该第一末端保护层设置在所述元件基体的2个主面上;第二末端保护层,该第二末端保护层设置成将所述端部和包含形成有所述第一末端保护层的所述2个主面在内的所述元件基体的4个侧面覆盖;以及第三末端保护层,该第三末端保护层设置成将所述第二末端保护层覆盖,且气孔率小于所述第二末端保护层的气孔率;所述第二末端保护层具有30%~70%的气孔率且形成为所述第一末端保护层的厚度的6倍~30倍的厚度,所述第三末端保护层具有10%~40%的气孔率且形成为所述第一末端保护层的厚度的2倍~15倍的厚度。
10.本发明的第二方案在第一方案所涉及的传感器元件的基础上,其特征在于,所述第二末端保护层具有50%~70%的气孔率。
11.本发明的第三方案在第一或第二方案所涉及的传感器元件的基础上,其特征在
于,所述第一末端保护层的厚度为30μm~50μm。
12.根据本发明的第一至第三方案,能实现耐浸水性和升温性能均优异的气体传感器的传感器元件。
附图说明
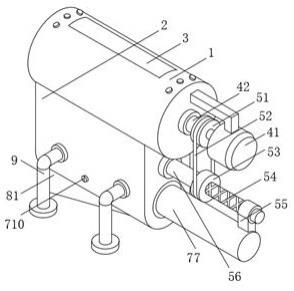
13.图1是传感器元件10的概要的外观立体图。
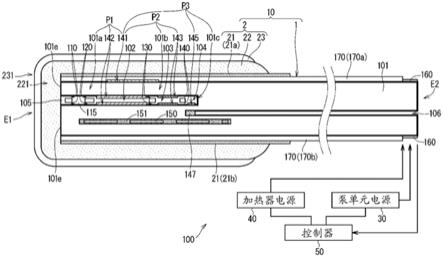
14.图2是包括传感器元件10的沿着长度方向的截面图在内的气体传感器100的结构的概要图。
15.图3是表示制作传感器元件10时的处理流程的图。
16.图4是表示第三末端保护层23的配置方式与图2不同的传感器元件10的主要部分的概要图。
具体实施方式
17.<传感器元件及气体传感器的概况>
18.图1是本发明的实施方式所涉及的传感器元件(气体传感器元件)10的概要的外观立体图。另外,图2是包括传感器元件10的沿着长度方向的截面图在内的气体传感器100的结构的概要图。传感器元件10是对被测定气体中的规定气体成分进行监测且测定其浓度的气体传感器100的、作为主要结构要素的陶瓷结构体。传感器元件10是所谓的极限电流型的气体传感器元件。
19.除了传感器元件10以外,气体传感器100主要具备泵单元电源30、加热器电源40以及控制器50。
20.如图1所示,概要而言,传感器元件10具有长条板状的元件基体1的一个端部侧由多孔质的末端保护层2覆盖的结构。末端保护层2由第一末端保护层21、第二末端保护层22、第三末端保护层23这3层构成。下文中,对末端保护层2的详细情况进行说明。
21.概要而言,如图2所示,元件基体1以长条板状的陶瓷体101为主要结构体、且在该陶瓷体101的2个主面上具备主面保护层170,此外,在传感器元件10、且在一个末端部侧的端面(陶瓷体101的末端面101e)及4个侧面的外侧设置有末端保护层2。应予说明,下文中,将传感器元件10(或元件基体1、陶瓷体101)的长度方向上的除了两个端面以外的4个侧面简称为传感器元件10(或元件基体1、陶瓷体101)的侧面。
22.陶瓷体101由以作为氧离子传导性固体电解质的氧化锆(钇稳定氧化锆)为主成分的陶瓷构成。另外,在上述陶瓷体101的外部及内部设置有传感器元件10的各种结构要素。具有上述结构的陶瓷体101是致密且气密的陶瓷体。应予说明,图2所示的传感器元件10的结构不过是示例而已,传感器元件10的具体结构并不局限于此。
23.图2所示的传感器元件10是在陶瓷体101的内部具有第一内部空腔102、第二内部空腔103以及第三内部空腔104的、所谓的串联三腔结构型的气体传感器元件。即,概要而言,在传感器元件10中,第一内部空腔102通过第一扩散速度控制部110、第二扩散速度控制部120而与在陶瓷体101的一个端部e1侧相对于外部而开口的(严格而言,借助末端保护层2而与外部连通的)气体导入口105连通,第二内部空腔103通过第三扩散速度控制部130而与第一内部空腔102连通,第三内部空腔104通过第四扩散速度控制部140而与第二内部空腔
103连通。应予说明,还将从气体导入口105至第三内部空腔104的路径称为气体流通部。在本实施方式所涉及的传感器元件10中,上述气体流通部沿着陶瓷体101的长度方向而设置成一条直线状。
24.第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140均在附图中设置成上下2个狭缝。第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140对通过的被测定气体施加规定的扩散阻力。应予说明,在第一扩散速度控制部110与第二扩散速度控制部120之间设置有具有使得被测定气体的脉动缓和的效果的缓冲空间115。
25.另外,在陶瓷体101的外表面具备外部泵电极141,在第一内部空腔102具备内部泵电极142。此外,在第二内部空腔103具备辅助泵电极143,在第三内部空腔104具备作为测定对象气体成分的直接监测部的测定电极145。此外,在陶瓷体101的另一个端部e2侧具备与外部连通、且将基准气体导入的基准气体导入口106,在该基准气体导入口106内设置有基准电极147。
26.例如,在上述传感器元件10的测定对象为被测定气体中的nox的情况下,通过如下过程对被测定气体中的nox气体浓度进行计算。
27.首先,对于导入至第一内部空腔102的被测定气体,通过主泵单元p1的泵送作用(氧的吸入或吸出)而将氧浓度调整为大致恒定,然后,将该被测定气体向第二内部空腔103导入。主泵单元p1是构成为包括外部泵电极141、内部泵电极142、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101a的电化学泵单元。在第二内部空腔103,通过同为电化学泵单元的辅助泵单元p2的泵送作用而将被测定气体中的氧向元件外部吸出,使得被测定气体形成为足够低的氧分压状态。辅助泵单元p2构成为包括外部泵电极141、辅助泵电极143、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101b。
28.外部泵电极141、内部泵电极142以及辅助泵电极143形成为多孔质金属陶瓷电极(例如,含有1%的au的pt与zro2的金属陶瓷电极)。应予说明,与被测定气体接触的内部泵电极142及辅助泵电极143利用能减弱针对被测定气体中的nox成分的还原能力、或者不具有还原能力的材料而形成。
29.利用辅助泵单元p2而形成为低氧分压状态的被测定气体中的nox向第三内部空腔104导入,并在设置于第三内部空腔104的测定电极145被还原或分解。测定电极145是还作为对第三内部空腔104内的气氛中存在的nox进行还原的nox还原催化剂而发挥作用的多孔质金属陶瓷电极。在上述还原或分解时,测定电极145与基准电极147之间的电位差保持恒定。然后,利用测定用泵单元p3将通过上述还原或分解而产生的氧离子向元件外部吸出。测定用泵单元p3构成为包括外部泵电极141、测定电极145、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101c。测定用泵单元p3是将测定电极145周围的气氛中的nox分解而产生的氧吸出的电化学泵单元。
30.主泵单元p1、辅助泵单元p2以及测定用泵单元p3的泵送(氧的吸入或吸出)通过如下方式而实现:在控制器50的控制下,利用泵单元电源(可变电源)30对各泵单元所具备的电极之间施加泵送所需的电压。在测定用泵单元p3的情况下,以使得测定电极145与基准电极147之间的电位差保持为规定值的方式对外部泵电极141与测定电极145之间施加电压。泵单元电源30通常针对各泵单元而设置。
31.控制器50根据由测定用泵单元p3吸出的氧的量而对测定电极145与外部泵电极141之间流通的泵电流ip2进行检测,并基于该泵电流ip2的电流值(nox信号)与分解的nox的浓度之间具有线性关系这一点而对被测定气体中的nox浓度进行计算。
32.应予说明,优选地,气体传感器100具备对各泵电极与基准电极147之间的电位差进行监测的、未图示的多个电化学传感器单元,基于这些传感器单元的检测信号并利用控制器50对各泵单元进行控制。
33.另外,在传感器元件10、且在陶瓷体101的内部埋设有加热器150。加热器150在气体流通部的图2中的附图下方设置于从一个端部e1附近至少到达测定电极145及基准电极147的形成位置的整个范围。设置加热器150的主要目的在于,在使用传感器元件10时对传感器元件10进行加热,以便提高构成陶瓷体101的固体电解质的氧离子传导性。更详细而言,加热器150以其周围由绝缘层151围绕的方式而设置。
34.加热器150例如是由铂等构成的电阻发热体。在控制器50的控制下,从加热器电源40供电而使得加热器150发热。
35.在使用本实施方式所涉及的传感器元件10时,利用加热器150至少将第一内部空腔102至第二内部空腔103的范围加热至500℃以上的温度。此外,还有时将气体导入口105至第三内部空腔104的整个气体流通部加热至500℃以上。这是为了提高构成各泵单元的固体电解质的氧离子传导性而适当地发挥各泵单元的能力。在这种情况下,温度最高的第一内部空腔102附近的温度达到700℃~800℃左右。将驱动传感器元件10时的加热器150的设定加热温度也称为元件驱动温度。
36.下文中,在陶瓷体101的2个主面中,有时将图2中位于附图上方的、主要具备主泵单元p1、辅助泵单元p2以及测定用泵单元p3的那侧的主面(或者具备该主面的传感器元件10的外表面)称为泵面,并将图2中位于附图下方的、具备加热器150的那侧的主面(或者具备该主面的传感器元件10的外表面)称为加热器面。换言之,泵面是比加热器150更接近气体导入口105、3个内部空腔以及各泵单元的那侧的主面,加热器面是比气体导入口105、3个内部空腔以及各泵单元更接近加热器150的那侧的主面。
37.在陶瓷体101的各主面上的另一个端部e2侧形成有用于实现传感器元件10与外部之间的电连接的多个电极端子160。这些电极端子160通过陶瓷体101的内部所具备的未图示的导线并按照规定的对应关系而将上述的5个电极、加热器150的两端、以及未图示的加热器电阻检测用的导线电连接。因而,通过电极端子160而实现从泵单元电源30对传感器元件10的各泵单元的电压的施加、从加热器电源40供电而对加热器150的加热。
38.此外,在传感器元件10、且在陶瓷体101的泵面及加热器面具备上述主面保护层170(170a、170b)。主面保护层170是由氧化铝形成的、厚度为5μm~30μm左右且气孔以20%~40%左右的气孔率而存在的层,设置该主面保护层170的目的在于,防止异物、中毒物质附着于陶瓷体101的主面(泵面及加热器面)、在泵面侧具备的外部泵电极141。因此,泵面侧的主面保护层170a还作为对外部泵电极141予以保护的泵电极保护层而发挥作用。
39.应予说明,本实施方式中,通过对评价对象物的sem(扫描电子显微镜)图像应用公知的图像处理方法(二值化处理等)而求解气孔率。
40.图2中,除了使电极端子160的一部分露出以外,在泵面及加热器面的大致整面设置有主面保护层170,不过,这不过是示例而已,与图2所示的情况相比,主面保护层170可以
设置成偏向一个端部e1侧的外部泵电极141附近。
41.<末端保护层的详细情况>
42.在传感器元件10、且在起始自具有如上所述结构的元件基体1的一个端部e1的规定范围的最外周部设置有末端保护层2。
43.设置末端保护层2的目的在于,通过围绕元件基体1中的使用气体传感器100时达到高温(最高为700℃~800℃左右)的部分而确保该部分的耐浸水性,并抑制因该部分直接浸水导致的局部温度降低引起热冲击而在元件基体1产生裂纹(浸水开裂)。
44.此外,设置末端保护层2的目的还在于,防止mg等中毒物质进入传感器元件10的内部、即确保耐中毒性。
45.但是,设置末端保护层2会使传感器元件10的热容量增大、且提高针对元件基体1的约束力,因此,通常,从快速升温性这一点考虑,有时并不一定是有益对策。本实施方式中,还考虑确保该快速升温性的观点而规定末端保护层2的结构。
46.具体而言,如图2所示,本实施方式所涉及的传感器元件10中,末端保护层2由第一末端保护层21、第二末端保护层22、第三末端保护层23这3层构成。
47.第一末端保护层21是为了确保在其上形成的第二末端保护层22(以及第三末端保护层23)与元件基体1之间的粘接性(密接性)而设置的基底层。第一末端保护层21至少设置在元件基体1的泵面侧及加热器面侧的2个主面上。即,第一末端保护层21具备:泵面侧的第一末端保护层21a和加热器面侧的第一末端保护层21b。
48.不过,第一末端保护层21并未设置于陶瓷体101的(元件基体1的)末端面101e和侧面。这是为了确保密接性并减小针对元件基体1的约束力而不使快速升温性受损。
49.第一末端保护层21由氧化铝形成为具有30%~50%的气孔率及30μm~50μm的厚度。应予说明,如后所述,第一末端保护层21与第二末端保护层22及第三末端保护层23不同,在元件基体1的制作过程中,与元件基体1一同形成。
50.第二末端保护层22和第三末端保护层23以将元件基体1的一个末端部e1侧的末端面101e和4个侧面覆盖的方式(在元件基体1的一个末端部e1侧的外周)自内侧开始依次设置。第二末端保护层22中,将末端面101e侧的部分特别称为末端部221,将泵面侧和加热器面侧的部分特别称为主面部222。同样地,第三末端保护层23中,将末端面101e侧的部分特别称为末端部231,将泵面侧和加热器面侧的部分特别称为主面部232。
51.第二末端保护层22由氧化铝设置成具有30%~70%的气孔率且具有第一末端保护层21的厚度的6倍~30倍的厚度。优选地,第二末端保护层22具有50%~70%的气孔率。另外,第三末端保护层23由氧化铝设置成具有第一末端保护层21的厚度的2倍~15倍的厚度且气孔率为10%~40%的值且是小于第二末端保护层22的气孔率的值。据此,末端保护层2构成为:3个层中导热率最小的第二末端保护层22由设置于最外侧的气孔率小于该第二末端保护层22的气孔率的第三末端保护层23覆盖。
52.换言之,第二末端保护层22通过设置成低导热率的层而具有抑制从外部向元件基体1的热传导的功能(隔热效果),第三末端保护层23具有维持整体强度的功能和抑制水向内部浸入的功能。由于具有上述结构,故此,末端保护层2中,在使用处于高温状态的传感器元件10时,即便水附着于表面(第三末端保护层23的表面),向内部的浸入也得以抑制,由伴随于附着的骤冷引起的冷源热难以向元件基体1传导。即,末端保护层2具有优异的耐热冲
击性。其结果,传感器元件10难以发生浸水开裂,耐浸水性优异。
53.此外,本实施方式所涉及的传感器元件10中,通过将第二末端保护层22和第三末端保护层23设置成满足上述厚度及气孔率的范围,驱动时的升温性能(快速升温性能)也得以确保。即,本实施方式所涉及的传感器元件10能够兼顾具备耐热冲击性(耐浸水性)和确保升温性能这两个不同的特征。应予说明,本实施方式中,传感器元件10的升温性能可以利用如下时间进行评价,该时间为:在为了开始使用气体传感器100而利用传感器元件10的内部所具备的加热器150开始包括末端保护层2的传感器元件10整体的加热之后使得传感器元件10达到规定的温度的时间(例如使得加热器150达到元件驱动温度的时间)。
54.不过,若第二末端保护层22和第三末端保护层23的厚度过大,则在升温时施加于加热器150的热负荷增大,其结果,传感器元件10有可能开裂,故此并非为优选。从该观点出发,优选地,第二末端保护层22的厚度设为800μm以下,第三末端保护层23的厚度设为400μm以下。
55.另外,第二末端保护层22和第三末端保护层23是通过针对在表面形成有第一末端保护层21的元件基体1依次喷镀(等离子喷镀)各自的构成材料而形成的。这是为了使在制作元件基体1的同时预先形成的第一末端保护层21与第二末端保护层22之间表现出锚固效应,确保第二末端保护层22相对于第一末端保护层21(也包括在外侧形成的第三末端保护层23在内)的粘接性(密接性)。换言之,这意味着:第一末端保护层21具有确保与第二末端保护层22之间的粘接性(密接性)的功能。通过以上述方式确保粘接性(密接性),能够适当地抑制由水滴附着导致的热冲击引起末端保护层2自元件基体1剥离。
56.应予说明,图2中,第二末端保护层22以使第一末端保护层21中的、传感器元件10的长度方向上的一个端部e1侧的相反侧的端部露出的方式形成,并未设置成将第一末端保护层21(21a、21b)的整体覆盖。这是为了更可靠地确保第二末端保护层22相对于第一末端保护层21(也包括在外侧形成的第三末端保护层23在内)的粘接性(密接性)。
57.如以上说明,本实施方式所涉及的传感器元件10中,将围绕元件基体1中的在使用气体传感器100时处于高温的部分的末端保护层2设为第一末端保护层21、第二末端保护层22以及第三末端保护层23这3层结构,且以规定的气孔率及厚度设置各末端保护层,由此,具有确保第一末端保护层21与第二末端保护层22之间的粘接性(密接性)的功能,第二末端保护层22具有抑制从外部向元件基体1的热传导的功能,第三末端保护层23具有维持整体强度的功能和抑制水向内部浸入的功能。据此,传感器元件10中,能够兼顾确保末端保护层的密接性、且确保耐热冲击性和升温性能。即,传感器元件10的耐浸水性和升温性能均优异。
58.<传感器元件的制造工艺>
59.接下来,对制造具有如上所述的结构及特征的传感器元件10的工艺的一例进行说明。图3是表示制作传感器元件10时的处理流程的图。
60.在制作元件基体1时,首先,准备多个半成品片材(省略图示),该半成品片材是含有氧化锆等氧离子传导性固体电解质作为陶瓷成分、且未形成图案的生片(步骤s1)。
61.在半成品片材设置用于印刷时、层叠时的定位的多个片材孔。在形成图案之前的半成品片材的阶段利用冲压装置进行冲切处理等而预先形成上述片材孔。应予说明,在陶瓷体101的对应部分形成有内部空间的生片的情况下,还通过同样的冲切处理等而预先设
置与该内部空间对应的贯通部。另外,各半成品片材的厚度无需全部都相同,厚度可以根据最终形成的元件基体1的各对应部分而不同。
62.若准备好与各层对应的半成品片材,则针对各半成品片材进行图案印刷、干燥处理(步骤s2)。具体而言,形成各种电极的图案、加热器150及绝缘层151的图案、电极端子160的图案、主面保护层170的图案、以及省略图示的内部配线的图案等。另外,在上述图案印刷的定时,还一并进行用于形成第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140的升华性材料(消失材料)的涂敷或配置。此外,还针对层叠后变为最上层及最下层的半成品片材进行用于形成第一末端保护层21(21a、21b)的图案的印刷(步骤s2a)。
63.以如下方式进行各图案的印刷:利用公知的丝网印刷技术,将根据各形成对象要求的特性而准备的图案形成用浆糊涂敷于半成品片材。例如,在形成第一末端保护层21时,使用能够形成最终获得的传感器元件10中期望的气孔率及厚度的第一末端保护层21的氧化铝浆糊。关于印刷后的干燥处理,也可以利用公知的干燥方法。
64.若针对各半成品片材的图案印刷结束,则进行用于对生片彼此进行层叠、粘接的粘接用浆糊的印刷、干燥处理(步骤s3)。对于粘接用浆糊的印刷可以利用公知的丝网印刷技术,关于印刷后的干燥处理,也可以利用公知的干燥方法。
65.接下来,进行如下压接处理,即,按照规定的顺序对涂敷有粘接剂的生片进行堆叠,并施加规定的温度、压力条件对其进行压接而制成一个层叠体(步骤s4)。具体而言,利用片材孔对作为层叠对象的生片进行定位并将其堆叠保持于未图示的规定的层叠夹具,利用公知的液压机等层叠机针对每个层叠夹具进行加热、加压。关于进行加热、加压的压力、温度、时间,还取决于使用的层叠机,不过,只要规定适当的条件以便实现良好的层叠即可。应予说明,也可以是对通过上述方式获得的层叠体进行用于形成第一末端保护层21的图案的形成的方式。
66.若以上述方式获得层叠体,则接下来在多处部位将上述层叠体切断,并切割为最终分别成为单独的元件基体1的单元体(步骤s5)。
67.接下来,以1300℃~1500℃左右的烧成温度对获得的单元体进行烧成(步骤s6)。由此,制作在两个主面具备第一末端保护层21的元件基体1。即,通过对由固体电解质形成的陶瓷体101、各电极以及主面保护层170与第一末端保护层21一同进行一体烧成而形成元件基体1。应予说明,通过以上述方式进行一体烧成而使得元件基体1的各电极具有足够的密接强度。
68.若以上述方式制作成元件基体1,则接下来相对于上述元件基体1而形成第二末端保护层22和第三末端保护层23。以如下方式形成第二末端保护层22,即,与目标形成厚度相应地将预先准备的第二末端保护层形成用的粉末(氧化铝粉末)喷镀于元件基体1的第二末端保护层22的形成对象位置(步骤s7),然后,对以上述方式形成有涂敷膜的元件基体1进行烧成(步骤s8)。第二末端保护层形成用的氧化铝粉末中以与期望的气孔率相应的比例而含有具有规定的粒度分布的氧化铝粉末和造孔材料,喷镀后对元件基体1进行烧成而使得上述造孔材料热分解,由此适当地形成30%~70%的高气孔率的第二末端保护层22。此外,对于喷镀及烧成可以应用公知的技术。
69.当形成第二末端保护层22时,接下来与目标形成厚度相应地将同样预先准备的含
有具有规定的粒度分布的氧化铝粉末的第三末端保护层形成用的粉末(氧化铝粉末)喷镀于元件基体1的第三末端保护层23的形成对象位置(步骤s9),由此形成期望的气孔率的第三末端保护层23。第三末端保护层形成用的氧化铝粉末中不含有造孔材料。关于上述喷镀也可以应用公知的技术。
70.通过以上次序能够获得传感器元件10。将获得的传感器元件10收纳于规定的外壳并组装于气体传感器100的主体(未图示)。
71.<变形例>
72.在上述实施方式中,将具备3个内部空腔的传感器元件设为对象,不过,传感器元件并非必须设为3腔结构。即,传感器元件也可以是具备2个或1个内部空腔的方式。
73.另外,图2中,传感器元件10的第三末端保护层23是以使第二末端保护层22的一个端部e1侧的相反侧的端部露出的方式形成的,但这不是必须的。图4是表示第三末端保护层23的配置方式与图2不同的传感器元件10的主要部分的概要图。图4中,第三末端保护层23形成为将第二末端保护层22的该端部覆盖。
74.另外,在上述实施方式中,在步骤s7中喷镀第二末端保护层形成用的粉末之后,在步骤s8中进行烧成,在此基础上,在步骤s9中喷镀第三末端保护层形成用的粉末,不过,步骤s8的烧成和步骤s9的喷镀的顺序可以调换。
75.另外,在上述实施方式中,利用氧化铝设置第二末端保护层22及第三末端保护层23,作为形成这两层时的喷镀材料而使用氧化铝粉末,不过,这并非必须方案。也可以是使用氧化锆(zro2)、尖晶石(mgal2o4)、多铝红柱石(al6o13si2)等金属氧化物代替氧化铝而设置第二末端保护层22及第三末端保护层23的方案。在这种情况下,采用这些金属氧化物的粉末作为喷镀材料即可。
76.实施例
77.制作第一末端保护层(以下为第一层)21、第二末端保护层(以下为第二层)22以及第三末端保护层(以下为第三层)23各自的目标厚度(膜厚)和第二层22及第三层23的气孔率的组合不同的12种传感器元件10(试样no.1~12),进行传感器元件10的耐热冲击性和升温性能的评价、以及末端保护层2的(具体的为第二层22及第三层23的)密接性的评价。第一层21、第二层22及第三层23均由氧化铝构成。应予说明,第一层21的气孔率满足30%~50%的范围。
78.另外,为了比较,针对第一层21仅设置于泵面(p面)或加热器面(h面)的传感器元件10(试样no.13~14)、第一层21形成在元件基体1的整周(即,不仅形成在泵面上及加热器面上,还形成在元件基体1的末端面101e上及侧面上)的传感器元件10(试样no.15)、以及不具有第一层21的传感器元件(试样no.16),除了第一层21以外,以与no.2的传感器元件相同的条件制作,并进行与试样no.1~12同样的评价。应予说明,对于no.13及no.14的传感器元件10,意图对no.2的传感器元件10的泵面侧和加热器面侧分别进行评价。
79.以如下方式进行耐热冲击性的评价,即,在利用加热器150将各传感器元件10加热到大约500℃~900℃的状态下,对主泵单元p1的泵电流进行测定,并且,向传感器元件10的泵面侧,按每次0.1μl滴加水滴,确定测定输出未产生异常的范围内的最大水量。其中,no.13及no.14的传感器元件中,仅以设置有第一层21的那侧的面为对象进行评价。
80.可以认为:上述耐热冲击性试验中,测定输出产生异常是因为末端保护层2受到热
冲击而导致传感器元件10发生元件开裂。
81.另外,以如下方式进行升温性能的评价,即,以开始室温状态下的传感器元件10的驱动之后使得该传感器元件10达到作为元件驱动温度而假设的850℃的时间(升温时间)进行评价。应予说明,根据元件内部的电阻值而计算出传感器元件10的温度。
82.对于末端保护层2的密接性,在将末端保护层2固定的状态下,仅对元件基体1沿着长度方向进行拉伸,根据使元件基体1移位所需的力的大小而进行评价。
83.表1中一览示出了第一层21、第二层22及第三层23的膜厚、以第一层21的膜厚为基准时的第二层22及第三层23的膜厚比、元件基体1中的第一层21的形成面、第二层22及第三层23的气孔率、以及耐热冲击性、升温性能、密接性的评价结果。
84.[表1]
[0085]
[0086]
关于耐热冲击性,测定输出未产生异常的范围内的最大水量为10μl以上的情况下,判定为耐热冲击性优异,表1中标记“〇”(圆圈符号)。另外,该最大水量为5μl以上且小于10μl的情况下,判定为具有一定程度的耐热冲击性,表1中标记
“△”
(三角符号)。另外,该最大水量小于5μl的情况下,表1中标记
“×”
(叉号)。
[0087]
另外,关于升温性能,升温时间为30秒以下的情况下,判定为升温性能优异,表1中标记“〇”(圆圈符号)。另外,升温时间超过30秒且为50秒以下的情况下,判定为具有一定程度的升温性能,表1中标记
“△”
(三角符号)。另外,升温时间超过50秒的情况下,表1中标记
“×”
(叉号)。
[0088]
此外,关于密接性,使元件基体1移位所需的力的大小为100n以上的情况下,判定为密接性优异,表1中标记“〇”(圆圈符号)。另外,上述力为50n以上且小于100n的情况下,判定为具有一定程度的密接性,表1中标记
“△”
(三角符号)。另外,上述力小于50n的情况下,表1中标记
“×”
(叉号)。
[0089]
根据表1所示的结果能够确认:除了未设置第一层21的no.16的传感器元件10以外,密接性均得到确保。
[0090]
另外,在整周设置有第一层21的no.15中并未获得充分的升温性能,与此相对,在泵面和加热器面均设置有第一层21的传感器元件10的no.1~no.6及no.8~no.10的传感器元件10、以及仅在任一面设置有第一层21的no.13及no.14的传感器元件10中获得优异的升温性能。并且,no.1、no.2、no.5、no.6、no.9、及no.10的传感器元件10的耐热冲击性也优异。另外,no.3及no.4的传感器元件10也获得一定程度的耐热冲击性。
[0091]
以上结果表明:关于传感器元件10,在元件基体1的2个主面上设置第一层21,以将元件基体1的端部和包含形成有第一层21的该2个主面的元件基体1的4个侧面覆盖的方式设置第二层22,以将上述第二层22覆盖的方式设置第三层23,并且,第二层22具有30%~70%的气孔率及第一层21的厚度的6倍~30倍的厚度,第三层23具有10%~40%的气孔率及第一层21的厚度的2倍~15倍的厚度,由此,能够获得末端保护层的密接性得以确保且能兼顾耐热冲击性和升温性能的传感器元件10。
[0092]
特别还表明:第二层22的气孔率为50%~70%的情况下,能够获得耐热冲击性和升温性能均优异的传感器元件10。
[0093]
应予说明,确切来讲,只看表1所示的结果,可以说:关于第一层21仅设置在泵面侧和加热器面侧中的任一者的no.13及no.14的传感器元件10,耐热冲击性和升温性能也同样均优异。因此,表面上看,可以认为第一层21仅设置于泵面和加热器面中的任一侧即可。然而,关于上述no.13及no.14的传感器元件10的耐热冲击性的评价,不过仅以设置有第一层21的传感器元件10的一个主面侧为对象而已。另一方面,在实际使用气体传感器100的局面下,水滴附着于传感器元件10有可能在两个主面随机地发生。因此,优选在泵面侧和加热器面侧均具备第一层21。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。