1.本实用新型属于镜片注塑技术领域,尤其涉及一种一体成型渐变色镜片注塑模具。
背景技术:
2.目前,现有技术中的变色镜片的注塑模具,其通常是通过浸泡方式在镜片上附着变色液,实现变色物质(如卤化银等)与镜片的结合。然而,通过浸泡方式使镜片两侧均附上变色物质的方法,容易出现镜片挂液、变色物质附着不匀称等问题,进而降低镜片质量,而且大部分是镜片和镜框是分离的,但是在将镜片放入到境况的过程中,容易产生镜片的磨损或者将镜片安装不到位时,在镜框中的镜片容易脱落,造成不必要的损失。为了解决这个问题,人们通过变色膜与塑胶片粘贴的方式代替浸泡方式制作变色镜片,这种变色镜片可以达到均匀变色的目的,镜片变色效果更好。但是,由于镜片的弯曲结构,在粘贴变色膜时容易造成变色膜移位或出现边缘褶皱等问题,之后,在现有的技术方案中又提出了一种变色镜片,该变色镜片上的变色膜通过注塑方式与镜片结合,注塑时,变色膜通过定位结构贴附于镜片上,避免变色膜的移位或褶皱现象发生。但是这种操作只是局限于镜片的制作,不是一体式的,案子携带的过程中会有不便,而且在颜色上来说,美中不足的是颜色同一,效果不佳,所使用的材料也不是当前使用效果最好的材料,达不到本技术所述的优势效果。
3.通过上述分析,现有技术存在的问题及缺陷为:现有的技术颜色同一,不具有视觉上的效果优势,而且不是一体式的,携带不便捷。同时所选的材料不是当前最佳的镜片研制材料,镜片达不到预期的效果。
技术实现要素:
4.针对现有技术存在的问题,本实用新型提供了一种一体成型渐变色镜片注塑模具。
5.本实用新型是这样实现的, 一种一体成型渐变色镜片注塑模具设置有:模具镜框;
6.模具镜框内部设置有内侧镜圈,模具镜框外部设置有外侧镜圈,模具镜框设置有镜腿;
7.模具镜框在鼻托支架部位呈现出一种两片圆弧形状,为的是此处设置支架;
8.进一步,所述镜腿部位是设置为一个内嵌断层样式。
9.进一步,所述注塑模具材料名称是r263.6,宽度是2.52mm,高度是60.54mm。
10.进一步,所述模具镜框尺寸是61.19mm,内侧镜圈尺寸为2.39mm,外侧镜圈尺寸为2.42mm。
11.结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:本实用新型中所述的镜片和镜框是一体式的,便于携带,颜色亦同步渐变一致,外观精美,结合颜色和材料,高端大气,所述的模具镜片具有高对比,防蓝光,防眩光,减反射,防雾,变色的功能,
适合各个年龄段的人使用,效果极佳,适合大范围的推广。
12.同时本实用新型基于pa塑料的,pa塑料是用于纤维的树脂,以取代金属满足下游工业制品轻量化、降低成本的要求。pa具有良好的综合性能,包括力学性能、耐热性、耐磨损性、耐化学药品性和自润滑性,且摩擦系数低,有一定的阻燃性,易于加工,适于用玻璃纤维和其它填料填充增强改性,提高性能和扩大应用范围。设计的结构式基于渐变色的工艺,缩水比为1.01。pa塑料结晶料,熔点较高,流动性好,易溢料。成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。在制作所属的模具时,树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。
附图说明
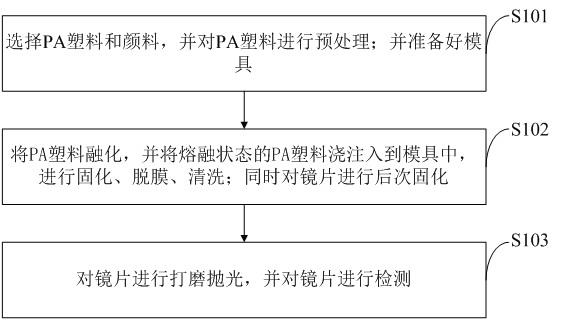
13.图1是本实用新型实施例提供的一体成型渐变色镜片注塑原理流程图。
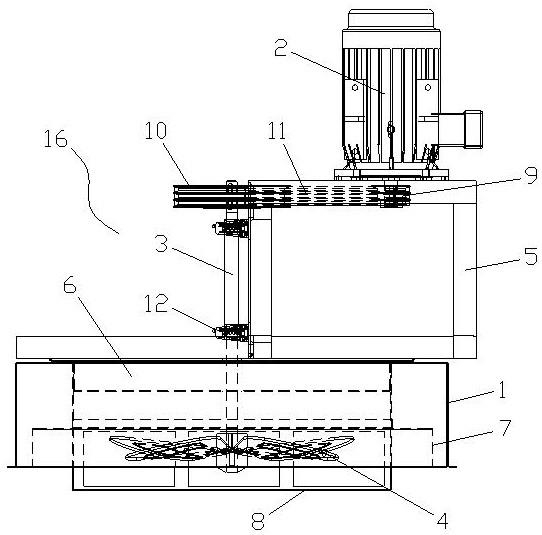
14.图2是本实用新型实施例提供的一体成型渐变色镜片注塑模具正视图。
15.图3是本实用新型实施例提供的一体成型渐变色镜片注塑模具左视图。
16.图4是本实用新型实施例提供的一体成型渐变色镜片注塑模具右视图。
17.图5是本实用新型实施例提供的一体成型渐变色镜片注塑模具俯视图。
18.图6是本实用新型实施例提供的一体成型渐变色镜片注塑模具仰视图。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
20.针对现有技术存在的问题,本实用新型提供了一种一体成型渐变色镜片注塑模具,下面结合附图对本实用新型作详细的描述。
21.如图1所示,本实用新型实施例提供的一体成型渐变色镜片注塑原理,包括:
22.s101:选择pa塑料和颜料,并对pa塑料进行预处理;并准备好模具;
23.s102:将pa塑料融化,并将熔融状态的pa塑料浇注入到模具中,进行固化、脱膜、清洗;同时对镜片进行后次固化;
24.s103:对镜片进行打磨抛光,并对镜片进行检测。
25.本实用新型实施例提供的s101中,模具处理过程为:
26.将模具和第一步,先将模具和和胶圈进行组合扦浇注,并通过密封圈进行密封;
27.将洗净的模具,分别安装在与之对应尺寸和规格的、并且已经处理好的密封圈两侧。
28.密封圈采用可塑的、弹性较好的耐温高分子材料进行注塑成型,选用eva、pvc、ldpe、ldpe
‑
eva。
29.本实用新型实施例提供的s102中,固定具体过程为:
30.将充填好的模具送到固化炉中,同时根据不同规格的镜片,设定不同的固化曲线,并输人升温控制程序;
31.经过一定时间的加热,预聚体继续进行聚合反应,由粘稠的液体聚合为透明的固体。
32.本实用新型实施例提供的脱膜具体过程为:
33.将镜片模具组的胶带或胶圈扒掉,用离型器把一侧的玻璃模具和镜片分离开;
34.用吹枪的压缩空气把镜片和另一玻璃模具分离;最后,分别把镜片和玻璃模具送去磨边和清洗;
35.在磨边过程中,将离型后的树脂镜片在白动磨边机上进行磨边处理。
36.脱膜过程中扒下的胶圈回收处理、循环使用,胶带则只能使用一次。
37.本实用新型实施例提供的清洗过程为:
38.将磨边完成的镜片放入到超声波清洗器中,并且向超声波清洗器加入一定的清洗剂进行清洗,
39.所述镜片检测参数包括:
40.透光率、硬度、黄色指数、浊度.抗冲击力、中心厚度。
41.本实用新型实施例提供的s102中,熔融状态的pa塑料注入到模具过程中,在模具底部进行注入。
42.本实用新型实施例提供的s102中,浇注时将其从衡封圈注人孔注人到已装配好的玻璃模具中,并以充满、不溢出和无气泡为准,然后在注入孔塞上密封塞。
43.本实用新型实施例提供的s102中,固化曲线为时间、温度曲线。
44.本实用新型实施例提供的s102中,熔融状态的pa塑料注入到模具过程中,
45.在模具底部进行注入。
46.如图2
‑
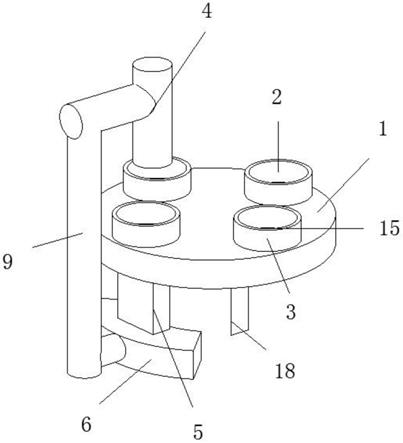
图6所示,本实用新型实施例提供的一体成型渐变色镜片注塑模具中
47.模具镜框内部设置有内侧镜圈,模具镜框外部设置有外侧镜圈,模具镜框设置有镜腿;模具镜框在鼻托支架部位呈现出一种两片圆弧形状,为的是此处设置支架,在安装鼻托过程中保护镜片不受损伤。镜腿部位是设置为一个内嵌断层样式,在安装镜腿的过程,既保护了镜片,又彰显了在安装完成之后的美观。
48.注塑模具材料名称是r263.6,宽度是2.52mm,高度是60.54mm。
49.模具镜框尺寸是61.19mm,内侧镜圈尺寸为2.39mm,外侧镜圈尺寸为2.42mm。
50.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
51.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。