1.本实用新型属于带钢酸洗技术领域,具体涉及一种带钢漂洗装置以及采用该带钢漂洗装置的带钢酸洗系统。
背景技术:
2.热轧带钢在进行冷轧前需要将其表面的氧化铁皮去除干净,目前酸洗依然是最为高效的氧化铁皮去除手段,即带材浸泡在充满一定温度的酸液的酸洗装置内,以一定的速度经过酸洗装置后,带材表面的氧化皮在酸液的化学作用下得以去除。
3.在酸洗结束后需要对带材表面进行漂洗,以彻底清除带材表面的残留酸液,防止烘干后带材表面生锈。目前,采用预漂洗与后续的多级漂洗组合是一种有效的带钢漂洗方案,其中,预漂洗对于防止带材表面产生锈斑较为关键,但是,预漂洗无法将带钢表面的酸液彻底清除,导致带材表面在进入第一级漂洗时就开始生长锈斑,而这种锈斑是不能被后续的漂洗清除的,最终影响板面质量,甚至会导致产生废品。
技术实现要素:
4.本实用新型涉及一种带钢漂洗装置以及采用该带钢漂洗装置的带钢酸洗系统,至少可解决现有技术的部分缺陷。
5.本实用新型涉及一种带钢漂洗装置,包括布置于带钢运行通道上方的上漂洗机构和布置于带钢运行通道下方的下漂洗机构,
6.所述上漂洗机构包括第一喷嘴组和第二喷嘴组;所述第一喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第一喷嘴,所述第一喷嘴朝向来料侧斜向下喷射并且其射流与带钢运行通道之间的相交轨迹为直线;所述第二喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第二喷嘴,所述第二喷嘴的射流与带钢运行通道之间的相交轨迹为实心圆;并且,沿带钢运行通道长度方向,实心圆轨迹位于直线轨迹的下游;
7.和/或,所述下漂洗机构包括至少一组第三喷嘴组,所述第三喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第三喷嘴,所述第三喷嘴的射流与带钢运行通道之间的相交轨迹为实心圆。
8.作为实施方式之一,所述上漂洗机构还包括复合射流喷管,所述第一喷嘴组与所述第二喷嘴组集成布置于所述复合射流喷管上。
9.作为实施方式之一,所述第一喷嘴为扇形喷嘴。
10.作为实施方式之一,所述第二喷嘴为实心锥喷嘴。
11.作为实施方式之一,所述第三喷嘴为实心锥喷嘴。
12.作为实施方式之一,所述上漂洗机构的漂洗水供管和/或所述下漂洗机构的漂洗水供管上布置有加压泵。
13.作为实施方式之一,所述上漂洗机构的漂洗水供管和/或所述下漂洗机构的漂洗水供管与纯水源连接。
14.本实用新型还涉及一种带钢酸洗系统,包括至少一个酸洗段、预漂洗单元和至少一个漂洗段,所述预漂洗单元采用如上所述的带钢漂洗装置。
15.作为实施方式之一,所述预漂洗单元布置于末段酸洗段的酸槽内。
16.本实用新型至少具有如下有益效果:
17.本实用新型提供的带钢漂洗装置,采用两组喷嘴组并对两组喷嘴组进行选型设计,第一喷嘴组可对带钢上表面的残留酸液进行清理,第二喷嘴组能在带钢上表面形成液膜层,第三喷嘴组能在带钢下表面形成液幕,起到隔离空气的作用,能有效地抑制带钢表面锈斑的生长,从而改善酸洗带钢的清洗效果和板面质量。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
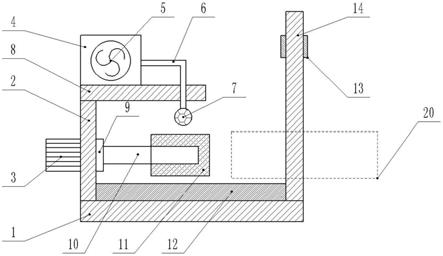
19.图1为本实用新型实施例提供的带钢酸洗系统的结构示意图;
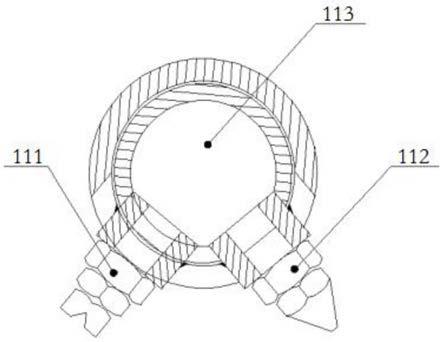
20.图2为本实用新型实施例提供的第一喷嘴和第二喷嘴在复合射流喷管上的安装结构示意图;
21.图3为本实用新型实施例提供的第一喷嘴组和第二喷嘴组在带钢表面的射流轨迹分布示意图;
22.图4为本实用新型实施例提供的第三喷嘴在下射流喷管上的安装结构示意图;
23.图5为本实用新型实施例提供的第三喷嘴组在带钢表面的射流轨迹分布示意图。
具体实施方式
24.下面对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.实施例一
26.如图1,本实用新型实施例提供一种带钢漂洗装置,包括布置于带钢运行通道上方的上漂洗机构1和布置于带钢运行通道下方的下漂洗机构,上漂洗机构1 用于对带钢上表面进行漂洗清理,下漂洗机构用于对带钢下表面进行漂洗清理。
27.该带钢漂洗装置可用于酸洗带钢的预漂洗操作,也可用于预漂洗之后的正常漂洗操作。当该带钢漂洗装置用于预漂洗操作时,该带钢漂洗装置可布置于末段酸槽2内,则该带钢漂洗装置可不配置漂洗槽体;当该带钢漂洗装置用于正常漂洗操作时,该带钢漂洗装置可相应地配置漂洗槽体。
28.在优选的方案中,如图2,所述上漂洗机构1包括第一喷嘴组和第二喷嘴组;所述第一喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第一喷嘴111,所述第一喷嘴111朝向来料侧斜向下喷射并且其射流与带钢运行通道之间的相交轨迹为直线;所述第二喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第二喷嘴112,所述第二喷嘴112的射流与带
钢运行通道之间的相交轨迹为实心圆;并且,沿带钢运行通道长度方向,实心圆轨迹位于直线轨迹的下游;和/或,所述下漂洗机构包括至少一组第三喷嘴组,所述第三喷嘴组包括沿带钢运行通道宽度方向排列布置的多个第三喷嘴121,所述第三喷嘴121的射流与带钢运行通道之间的相交轨迹为实心圆。
29.上述第一喷嘴组用于对带钢上表面的残留酸液进行清理,各第一喷嘴111 朝向来料侧喷射,也即,第一喷嘴111的喷射方向朝向其来料侧并且与水平方向具有夹角,可以将带钢上表面的残留酸液向来料侧推;可选地,该夹角在 30~60
°
之间,优选为采用45
°
。其中,上述第一喷嘴111在带钢上表面的直线轨迹射流可以与带钢运行通道宽度方向平行,也可采用图3中的直线轨迹,即直线轨迹与带钢运行通道宽度方向之间具有夹角(本实施例中,该夹角在 30~60
°
之间,优选为采用45
°
),以将残留酸液向带钢两侧边部推动为目的,其中,以带钢运行通道中心线为基准线,作用在基准线左侧的直线轨迹射流用于将该侧的残留酸液向带钢左侧边部外推动,作用在基准线右侧的直线轨迹射流用于将该侧的残留酸液向带钢右侧边部外推动,各第一喷嘴111优选为相对于该基准线对称布置,以保证清洁效果,相邻于该基准线的两个第一喷嘴111 的直线轨迹可以相交,避免出现清洁盲区;基准线每侧的各直线轨迹可位于同一直线上并且相邻直线轨迹部分重叠,也可采用图3中的轨迹分布方式,即每侧的各直线轨迹在带钢运行通道宽度方向和长度方向均错位,以便形成将残留酸液从带钢中心线向带钢边部逐步推动的清洁路径(产生浪叠浪的效果,由于射流轨迹的错位,下游的射流先产生并能惯性地推动上游的残留酸液,靠近带钢中心线的射流先产生并能惯性地推动靠近带钢边部的残留酸液),所需喷嘴数量更少,同时避免了清洁盲区。在图3中示出了4个第一喷嘴111的喷射轨迹,但显然并不限于该第一喷嘴111的数量设计方式,可根据带钢宽度以及第一喷嘴111的直线轨迹宽度等因此进行设计和调整。
30.在其中一个实施例中,第一喷嘴111为扇形喷嘴,以使得其射流与带钢运行通道(也即与带钢上表面)之间的相交轨迹为平行于带钢运行通道宽度方向的直线;当然,采用狭缝式喷嘴也为可行方案。
31.上述第二喷嘴组用于在带钢上表面形成液膜层,该液膜层可起到隔离空气的作用,能有效地抑制带钢表面锈斑的生长。各第二喷嘴112可以竖直向下喷射,也可以倾斜地喷射,优选为倾斜喷射,在形成上述液膜层的同时还能一定程度地起到酸液清理作用;进一步优选为倾斜地向后喷射,也即向出料侧方向斜向下喷射;当倾斜喷射时,各第二喷嘴112的喷射方向与水平方向之间的夹角优选为相同,保证第二喷嘴组作用在带钢的同一横向截面上,可选地,该夹角在40~75
°
之间,优选为采用45
°
。相邻两个第二喷嘴112在带钢上表面的喷射区域优选为有所重叠,以保证液膜层能完全覆盖带钢上表面。
32.在其中一个实施例中,第二喷嘴112为实心锥喷嘴,以使得其射流与带钢运行通道之间的相交轨迹为实心圆。
33.本实施例提供的带钢漂洗装置,采用两组喷嘴组并对两组喷嘴组进行选型设计,第一喷嘴组可对带钢上表面的残留酸液进行清理,第二喷嘴组能在带钢上表面形成液膜层,起到隔离空气的作用,能有效地抑制带钢上表面锈斑的生长,从而改善酸洗带钢的清洗效果和板面质量。
34.上述第一喷嘴组和第二喷嘴组可分别布置在不同的喷管上,二者工作可相互独立。在本实施例提供的优选方案中,上述第一喷嘴组和第二喷嘴组布置在同一喷管上,具体
地,如图2,上漂洗机构1还包括复合射流喷管113,所述第一喷嘴组与所述第二喷嘴组集成布置于所述复合射流喷管113上;基于该设计,一方面能减少设备数量和占用空间,提高设备集成性,便于现场管理,尤其是当上述带钢漂洗装置作为预漂洗装置并且安装至酸槽2内时,能较好地适应酸槽2内空间有限的情况,避免了对酸槽2原有结构的影响,另一方面,能保证第一喷嘴组和第二喷嘴组工作的一致性和协同性,保证上述带钢漂洗装置的工作可靠性。
35.申请人在实际生产中发现,由于漂洗液会依自重下坠,因此带钢下表面无法积存漂洗液,导致带钢下表面容易与空气接触,带钢下表面生长锈斑的情况要比带钢上表面严重。本实施例中,如图5,通过对第三喷嘴121的选型,上述第三喷嘴组在带钢下表面喷淋漂洗液并能在带钢下表面形成液幕,起到隔离空气的作用,能延缓或抑制带钢下表面锈斑的生长;根据酸洗
‑
漂洗之间的空窗区长度,以及上述第三喷嘴121的实心圆轨迹直径,可设置多组第三喷嘴组,以保证各第三喷嘴组所形成的液幕能至少部分覆盖酸洗
‑
漂洗之间的空窗区,优选为大致覆盖该空窗区(例如能覆盖80~90%的空窗区长度)或全部覆盖该空窗区。
36.本实施例中,上述酸洗
‑
漂洗之间的空窗区所指为易生长锈斑的带钢运行区,与酸洗系统的设备具体结构及布局相关;本实施例中,如图1,该空窗区在末段酸槽的溢流槽内,并且位于相邻两组挤干辊之间,前方挤干辊可将带钢表面大部分高浓度酸液去除,后方挤干辊可将带钢表面大部分漂洗液去除,后方挤干辊出口侧带钢随即进入首段漂洗段中。
37.同样地,各第三喷嘴121可以竖直向上喷射,也可以倾斜地喷射;相邻两个第三喷嘴121在带钢下表面的喷射区域优选为有所重叠,以保证液幕能完全覆盖带钢宽度。在其中一个实施例中,第三喷嘴121为实心锥喷嘴,以使得其射流与带钢运行通道之间的相交轨迹为实心圆。在图4示出的实施例中,两组第三喷嘴组集成在同一根下射流喷管122上,第一组第三喷嘴组朝向来料侧斜向上喷射,第二组第三喷淋组倾斜地向后方喷射。
38.优选为设计该带钢漂洗装置同时采用上述的上漂洗机构和下漂洗机构,能有效地抑制带钢表面锈斑的生长,改善酸洗带钢的清洗效果和板面质量。
39.进一步优化上述带钢漂洗装置,所述上漂洗机构1的漂洗水供管和/或所述下漂洗机构的漂洗水供管上布置有加压泵13。通过设置加压泵13,可保证该带钢漂洗装置具有足够的漂洗液流量,从而提高对带钢的酸液清除效果;当该带钢漂洗装置用于酸洗带钢的预漂洗操作时,避免了常规预漂洗流量小而对带钢表面酸液清除能力有限的情况。在其中一个实施例中,如图1,上漂洗机构1和下漂洗机构共用同一漂洗水供管,则带钢上下表面的清洁效果都能得以提高。
40.进一步优化上述带钢漂洗装置,所述上漂洗机构1的漂洗水供管和/或所述下漂洗机构的漂洗水供管与纯水源连接。采用纯水作为漂洗液,能避免各喷嘴发生堵塞的情况,彻底解决目前漂洗装置喷嘴容易发生堵塞的情况,保证带钢漂洗装置工作的可靠性。
41.实施例二
42.如图1,本实用新型实施例提供一种带钢酸洗系统,包括至少一个酸洗段、预漂洗单元和至少一个漂洗段3,所述预漂洗单元采用上述实施例一所提供的带钢漂洗装置。
43.优选地,如图1,预漂洗单元布置于末段酸洗段的酸槽2内。进一步地,该预漂洗单元布置于末段酸槽2的溢流槽中,这样,在预漂洗位置,可避免带钢与酸液接触,能保证预漂
洗效果,而将预漂洗单元布置在末段酸槽2内,基于上述通过第二喷嘴组在带钢上表面形成液膜层以及通过第三喷嘴组在带钢下表面形成液幕的设计,在带钢从末段酸槽2进入首段漂洗段3过程中,由于有液膜层和液幕的保护,能有效地抑制带钢表面锈斑的生长。
44.上述漂洗段3可采用本领域常规的漂洗段3设备结构,也可采用上述实施例一所提供的带钢漂洗装置。
45.实施例三
46.本实用新型实施例提供一种酸洗带钢清洗方法,包括:
47.酸洗后的带钢经预漂洗处理之后再进行至少一段漂洗处理;
48.预漂洗处理采用上述实施例一所提供的带钢漂洗装置,如图3,当采用该带钢漂洗装置中的上漂洗机构时,通过第一喷嘴组对带钢上表面的残留酸液进行清理,通过第二喷嘴组在带钢上表面形成液膜层,以隔离空气;如图5,当采用该带钢漂洗装置中的下漂洗机构时,通过各第三喷嘴组在带钢下表面形成液幕,以隔离空气。
49.该带钢漂洗装置的具体结构及相关清洗操作(包括预漂洗采用纯水等)在上述实施例一中已有述及,此处不作赘述。
50.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。