1.本发明属于金属表面处理技术领域,更具体地,涉及一种用于橡胶模具的抗粘附表面及其制备方法和应用。
背景技术:
2.橡胶模具是国民经济工业生产过程中极其重要的机械装备。然而,模具在服役过程中经常受到橡胶、配合剂以及脱模剂的粘附。反复使用受污染的模具会影响轮胎产品的外观和质量,因此必须定期对模具进行清洗或更换。模具的频繁拆卸清洗严重影响生产效率、增加成本,还会造成资源的浪费和环境的污染。有鉴于此,橡胶模具的污染问题备受业界关注。目前主要采取清洗、脱模剂、抛光、渗氮、特氟龙涂层、crn涂层和dlc涂层等处理工艺来解决模具的粘附问题。但清洗技术都着眼于产生粘附后的清理效率,从而治标不治本,未能从根本上改变解决橡胶模具生产时须频繁拆卸清洗的问题;脱模剂使用周期短,需频繁喷涂且会对模具造成腐蚀和污染;超精加工抛光在提高模具表面脱附效果方面十分有限且加工制造成本高昂;渗氮能一定程度提高模具的耐磨耐蚀性,但不能有效解决模具污染问题;特氟龙涂层的硬度低,耐磨性差,容易因划痕、磨损而失效,并且特氟龙含有等对人体和环境有害的物质;crn涂层虽具有良好的耐磨和耐蚀性,但其表面粗糙度较大,与橡胶的摩擦系数相对较大,导致在橡胶硫化过程中的硫化阻力大,硫化质量下降。dlc涂层虽具有较高的硬度和良好的抗磨减摩性能,但其涂层厚度较薄、与基体的结合强度低,且相对于橡胶的摩擦系数较高。dlc涂层与橡胶的组成均主要为碳氢元素,具有相似的极性。两者的相似相溶作用,进一步提高了两者间的粘附作用。此外,crn、dlc涂层的制备所涉及的工艺极其复杂,所需设备昂贵,能耗材耗高。基于此,本发明提供一种简单高效且绿色环保,并易实现大规模工业生产橡胶模具抗粘附表面。所制备表面具有优异的抗粘附性、耐蚀性、高温稳定性和可重复利用性,在橡胶模具抗粘附污染领域具有良好的应用前景。
技术实现要素:
3.为了解决上述现有技术存在的不足和缺点,本发明的目的在于提供一种用于橡胶模具的抗粘附表面。该表面是在金属基体表面上形成微孔结构,该微纳孔结构呈不规则的弯曲层叠状,所述微纳孔结构的内壁上分别若干凸起,所述微纳孔结构的孔径为50~150nm,其具有优异的抗粘附性、耐蚀性、高温稳定性和可重复利用性。
4.本发明另一目的在于提供上述用于橡胶模具的抗粘附表面的制备方法。该方法对金属模具基体表面进行打磨抛光处理并超声清洗后真空烘干,采用阳极氧化法对金属基体表面进行处理。将阳极氧化金属基体放入熔融的低表面脂肪酸中进行浸泡后置于烘箱中,在真空条件下进行载入具有低表面张力的油,制备橡胶模具抗粘附表面。简单高效且绿色环保,并易实现大规模工业生产。
5.本发明再一目的在于提供上述模具抗粘附表面的应用。
6.本发明的目的通过下述技术方案来实现:
7.一种用于橡胶模具的抗粘附表面,所述抗粘附表面是在金属基体表面上形成微纳孔结构,该微纳孔结构呈不规则的弯曲层叠状,所述微纳孔结构的内壁上分别若干凸起,所述微纳孔结构的孔径为50~150nm;所述抗粘附表面的粗糙度为ra=1~1.4μm。
8.优选地,所述抗粘附表面是先将金属基体表面进行打磨和抛光处理,并置于溶剂中超声清洗后真空烘干,然后将所得预处理的金属基体放置在浓度为50~80g/l的磷酸溶液电解液中,以石墨片或铂片为阴极,金属基体为阳极,设置阳极氧化参数:电流密度为25~35a/dm2,时间为15~25min,温度为15~25℃,两极间的距离为25~35mm,经超声清洗和晾干,将其制得的阳极氧化金属表面置于熔融的十八烷酸或/和十六烷酸中进行浸泡后,超声清洗后晾干;最后将低表面张力的润滑油滴加到浸泡处理的阳极氧化金属表面进行真空载油处理制得;所述浸泡处理的阳极氧化金属表面的载油量为6~10μl/cm2。
9.优选地,所述金属基体为模具钢或铝合金模具;所述预处理的金属基体的表面粗糙度为ra=0.05~0.1μm。
10.优选地,所述低表面张力的润滑油为全氟化油或/和硅油。
11.更为优选地,所述全氟化油为全氟聚醚fx
‑
5200、全氟聚醚krytox 100或全氟三戊胺fc
‑
70。
12.更为优选地,所述全氟化油和硅油的体积比为(0.5
‑
1):1。
13.所述的用于轮胎模具的抗粘附表面的制备方法,包括以下具体步骤:
14.s1.对金属基体表面进行打磨和抛光处理,并置于溶剂中超声清洗后真空烘干,得到预处理的金属基体;
15.s2.将预处理的金属基体放置在浓度为50~80g/l的草酸溶液电解液中,以石墨片或铂片为阴极,金属基体为阳极,设置阳极氧化参数:电流密度为25~35a/dm2,时间为15~25min,温度为15~25℃,两极间的距离为25~35mm,经溶剂超声清洗后自然晾干,制得阳极氧化金属表面;
16.s3.将阳极氧化金属表面置于熔融的低表面能脂肪酸中进行浸泡后,用溶剂进行超声清洗后自然晾干;然后将其进行真空载入低表面张力的润滑油,设置载油参数,制得抗粘附表面。
17.优选地,步骤s1、s2和s3中所述溶剂均为无水乙醇或/和去离子水。
18.优选地,步骤s3中所述浸泡的时间为10~20min,超声清洗的时间为1~3min。
19.所述的表面抗粘附剂在制备橡胶模具领域中的应用。基体表面形成微纳多孔结构,能较好的存储低表面能润滑油。经过低表面物质修饰的表面与低表面张力的润滑油相容性更好,同时微纳多孔结构提供存储空间,油不容易流失,在制备橡胶产品时,其金属模具的表面形成的油膜有助于抵抗硫化橡胶的粘附,更容易将橡胶模具脱模,可应用于90~200℃的环境中,优选适用于120~190℃的环境中。
20.与现有技术相比,本发明具有以下有益效果:
21.1.本发明提供的抗粘附表面的制备方法操作简单可调且高效低成本,所用试剂和制备过程对环境无污染、对操作人员无伤害,且易实现大规模工业生产。
22.2.本发明的橡胶模具抗粘附表面所覆盖的低表面张力油膜使橡胶模具表面不仅光滑还具有低表面能,从而赋予表面优异的抗粘附性能。该表面具有的微纳多孔结构和经低表面能物质修饰,能更有效地吸附和储存,具有低表面能的油,进一步提高其性能和使用
寿命。此外,只需向该表面简单地添加低表面张力的润滑油即可实现重复利用。
23.3.本发明制得的微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性。在橡胶模具抗粘附污染领域具有良好的应用前景。
附图说明
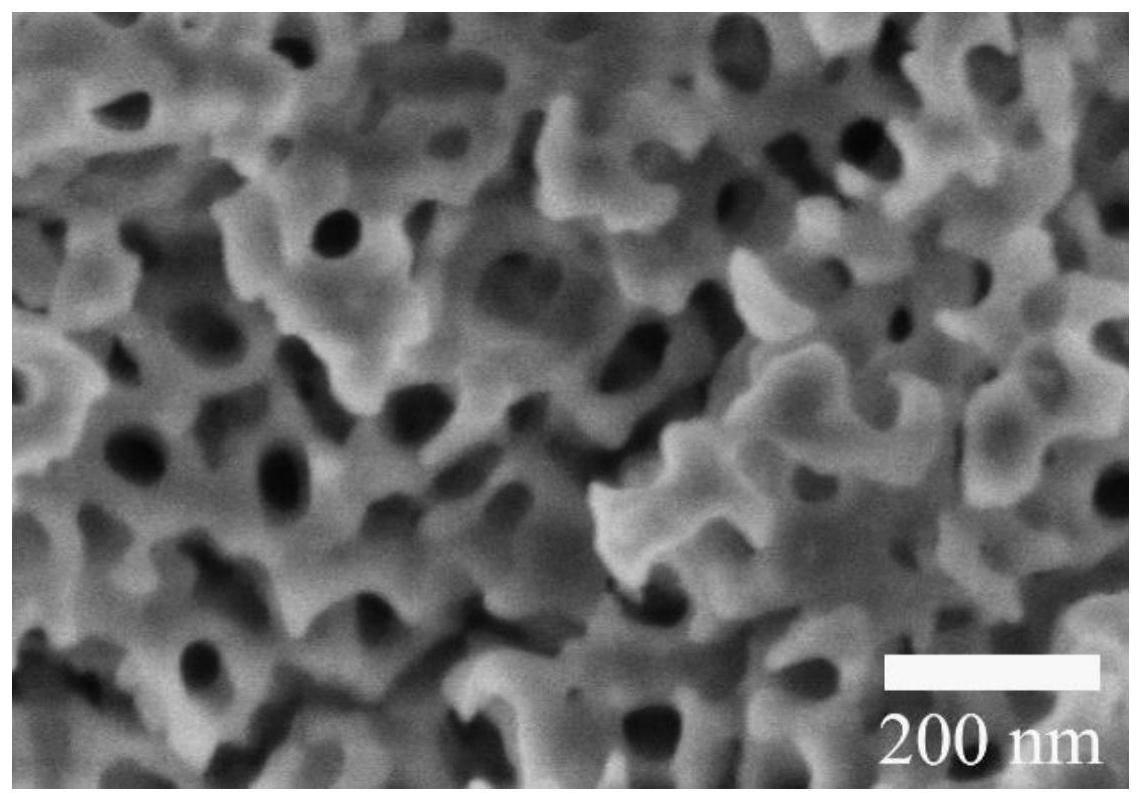
24.图1为本发明制备的橡胶模具抗粘附表面的形貌结构示意图;
25.图2为实施例1制备的橡胶模具抗粘附表面的水接触角照片;
26.图3为实施例1制备的橡胶模具抗粘附表面的自清洁效果照片;
27.图4为实施例1制备的橡胶模具抗粘附表面的抗高温热水前后照片;
28.图5为实施例1制备的橡胶模具抗粘附表面经橡胶硫化测试照片。
29.图6为实施例1制备的橡胶模具抗粘附表面与金属基体分别在0.05mol/l的h2so4溶液中的极化曲线。
具体实施方式
30.下面结合具体实施例进一步说明本发明的内容,但不应理解为对本发明的限制。若未特别指明,实施例中所用的技术手段为本领域技术人员所熟知的常规手段。除非特别说明,本发明采用的试剂、方法和设备为本技术领域常规试剂、方法和设备。
31.实施例1
32.1.利用600~2000目的砂纸对6082铝合金的表面进行打磨抛光处理(ra=0.05~0.1μm),接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
33.2.将步骤1处理的基体作为阳极放入40g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为20mm,电解液温度为10℃。设置阳极氧化电流密度20a/dm2,时间10min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,接着自然晾干待用。
34.3.将步骤2处理的阳极氧化金属表面放入熔融的软脂酸(十六酸)浸泡20min,接着将浸泡后的表面放入无水乙醇中超声清洗2min。
35.4.将krytox 100滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为5.8μl/cm2,载油时间60min,即可获得抗粘附表面。该表面的静态接触角为116
°
。
36.实施例2
37.1.利用600~2000目的砂纸对金属模具基体6082铝合金的表面进行打磨抛光处理,使其表面粗糙度为ra=0.05~0.1μm,接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
38.2.将步骤1处理的基体作为阳极放入50g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为25mm,电解液温度为15℃。设置阳极氧化电流密度25a/dm2,时间15min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
39.3.将步骤2处理的阳极氧化金属表面放入熔融的软脂酸(十六酸)中浸泡20min,接
着将浸泡后的表面放入无水乙醇中超声清洗2min。
40.4.将krytox 100滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为6μl/cm2,载油时间50min,即可获得抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm。
41.图1为本发明制备的橡胶模具抗粘附表面的形貌结构sem照片。从图1中可以看出,通过阳极氧化后的基体表面形成微纳多孔结构,能较好的存储低表面张力的润滑油。经过低表面物质修饰的表面与低表面张力的润滑油相容性更好,该微纳孔结构呈不规则的弯曲层叠状,同时微纳多孔结构(孔径50~150nm)提供存储空间,油不容易流失,表面形成的油膜有助于抵抗硫化橡胶的粘附。图2为实施例1制备的橡胶模具抗粘附表面水接触角,静态接触角超过118
°
,说明该表面具有优异的疏水性能。图3为实施例1制备的橡胶模具抗粘附表面自清洁效果照片,从图3可看到,水滴在表面滚落并带走污染物,说明所制备表面具有良好的自清洁性。图4为实施例1制备的橡胶模具的抗粘附表面在抗高温热水测试前(a)和测试后(b)的图。其中,(a)为向微纳多孔结构的表面滴蓝色的90℃左右的热水,(b)为液滴滑过表面后没有粘附有颜色的热水,可以看出染色的高温热水并未在表面留下任何痕迹,说明所制备表面具有优异的抗高温性能,且在高温下也仍然具有抗粘附性。图5为实施例1制备的橡胶模具抗粘附表面经过硫化测试后的照片,从图5中可以看到该表面光洁如新,并无橡胶粘附的痕迹,说明该表面具有优异的抗粘附性。图6为实施例1制备的橡胶模具抗粘附表面与金属模具基体在0.05mol/l的h2so4溶液中的极化曲线,从图6中可以看出,金属基体的自腐蚀电位为
‑
549mv,自腐蚀电流为2.15x10
‑5a/cm2。而所制备的具有微纳结构的抗粘附表面的自腐蚀电位为
‑
143mv,自腐蚀电流为1.84x10
‑8a/cm2。本发明制备的橡胶模具的抗粘附表面具有明显较低的自腐蚀电流和较高的自腐蚀电位,说明该表面的耐蚀性显著高于金属基体。由此可知,本发明制得的微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性,可应用于90~200℃的环境中。
42.实施例3
43.1.利用600目至2000目的砂纸对金属模具基体的表面进行打磨抛光处理,接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
44.2.将步骤1处理的基体作为阳极放入50g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为30mm,电解液温度为15℃。设置阳极氧化电流密度25a/dm2,时间20min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
45.3.将步骤2处理的阳极氧化金属表面放入熔融的硬脂酸(十八酸)中浸泡15min,接着将浸泡后的表面放入无水乙醇中超声清洗2min。
46.4.将全fc
‑
70滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为6.5μl/cm2,载油时间30min,即可获得橡胶模具的抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm,静态接触角为116
°
,制得的微纳多孔结构表面实验测试结果同实施例2,说明其该微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性,可应用于90~200℃的环境中。
47.实施例4
48.1.利用600目至2000目的砂纸对金属模具基体的表面进行打磨抛光处理;接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
49.2.将步骤1处理的基体作为阳极放入60g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为25mm,电解液温度为20℃。设置阳极氧化电流密度30a/dm2,时间20min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
50.3.将步骤2处理的阳极氧化金属表面放入熔融的硬脂酸(十八酸)中浸泡15min。接着将浸泡后的表面放入无水乙醇中超声清洗3min。
51.4.将硅油滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为7μl/cm2,载油时间45min,即可获得橡胶模具的抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm,静态接触角为113
°
,制得的微纳多孔结构表面实验测试结果同实施例2,说明其该微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性。
52.实施例5
53.1.利用600目至2000目的砂纸对金属模具基体的表面进行打磨抛光处理,接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
54.2.将步骤1处理的基体作为阳极放入70g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为35mm,电解液温度为25℃。设置阳极氧化电流密度25a/dm2,时间25min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
55.3.将步骤2处理的阳极氧化金属表面放入熔融的软脂酸(十六酸)中浸泡10min。接着将浸泡后的表面放入无水乙醇中超声清洗1min。
56.4.将硅油滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为9μl/cm2,载油时间30min,即可获得橡胶模具抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm,静态接触角为106
°
,制得的微纳多孔结构表面实验测试结果同实施例2,说明其该微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性。
57.实施例6
58.1.利用600目至2000目的砂纸对金属模具基体的表面进行打磨抛光处理,接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
59.2.将步骤1处理的基体作为阳极放入50g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为30mm,电解液温度为15℃。设置阳极氧化电流密度25a/dm2,时间20min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
60.3.将步骤2处理的阳极氧化金属表面放入熔融的硬脂酸(十八酸)中浸泡15min,接着将浸泡后的表面放入无水乙醇中超声清洗2min。
61.4.将硅油滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为8μl/cm2,载油时间30min,即可获得橡胶模具的抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm,静态接触角为110
°
,制得的微纳多孔结构表面实验测试结果同实施例2,说明其该微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性。
62.实施例7
63.1.利用600目至2000目的砂纸对金属模具基体的表面进行打磨抛光处理,接着将基体依次放入无水乙醇和去离子水中进行超声清洗,最后将基体放入烘箱中进行真空烘干待用。
64.2.将步骤1处理的基体作为阳极放入50g/l的磷酸电解液中,阴极是与阳极相同面积的铝合金,两电极之间的距离为30mm,电解液温度为15℃。设置阳极氧化电流密度25a/dm2,时间20min。将阳极氧化处理后的金属表面放入去离子水中进行超声清洗,自然晾干待用。
65.3.将步骤2处理的阳极氧化金属表面放入熔融的硬脂酸(十八酸)中浸泡15min,接着将浸泡后的表面放入无水乙醇中超声清洗2min。
66.4.将krytox 100和硅油按体积比为(0.5
‑
1):1滴加到步骤3处理的金属表面,然后放入烘箱中进行真空载油处理,载油量为10μl/cm2,载油时间30min,即可获得橡胶模具的抗粘附表面。该抗粘附表面的粗糙度为ra=1~1.4μm,静态接触角为103
°
,制得的微纳多孔结构表面实验测试结果同实施例2,说明其该微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性。
67.本发明的基体表面形成微纳多孔结构,能较好的存储低表面能润滑油。经过低表面物质修饰的表面与低表面张力的润滑油相容性更好,同时微纳多孔结构提供存储空间,油不容易流失,在制备橡胶产品时,其金属模具的表面形成的油膜有助于抵抗硫化橡胶的粘附,更容易将橡胶模具脱模。该表面的静态接触角为103~118
°
,所述浸泡处理的阳极氧化金属表面的载油量为6~10μl/cm2。其中,当低表面张力的润滑油为硅油时,所述浸泡处理的阳极氧化金属表面的载油量达到了7μl/cm2以上。由此可知,本发明制得的微纳多孔结构表面具有优异的自清洁性、抗粘附性、耐蚀性、高温稳定性和可重复利用性,可应用于90~200℃的环境中,优选适用于120~190℃的环境中。
68.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合和简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。