1.本发明涉及云母材料加工领域,具体为一种带盲孔云母板的制造方法。
背景技术:
2.目前国内开发中的新能源电动汽车,其核心部件为锂电池包,锂电池在工作过程中会散发大量的热量,以及在极端条件下会产生高温,对车辆和人身造成安全隐患,因此在锂电池的表面往往会组装一种以云母为材料的云母板。这种云母板最主要的特点是超强的耐高温能力和优良的绝缘性能。电动汽车在异常工作时可能产生高温,云母板的这个性能可以有效阻止高温直接作用于车辆驾驶室和后排座,从而给车内人员足够的逃生时间。目前的云母板制造行业,很少涉及到带盲孔的云母板,其加工制造方法也很少见,因此有必要研究这种新型结构的云母板,以满足日益变化的新能源电动汽车市场的需求。
技术实现要素:
3.本发明的目的就是为了克服上述现有技术中的不足,提供一种带盲孔云母板的制造方法,该方法简单可靠,能有效满足市场的生产需求。
4.本发明目的是通过如下技术方案实现的。
5.一种带盲孔云母板的制造方法,包括以下步骤:(1)根据云母板产品的外形长宽尺寸,将大张的云母纸原材料按尺寸要求裁切成多张小尺寸的云母纸,然后根据云母板产品的厚度要求,将多张云母纸堆叠起来,形成第一云母纸原材料和第二云母纸原材料,第一云母纸原材料和第二云母纸原材料的厚度依据成品的规格而定;(2)第二云母纸原材料通过热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间,热压完成以后形成了第一云母板,第一云母板是具有一定厚度的板状结构,厚度等于盲孔的深度;(3)对第一云母板进行机加工,根据云母板产品的盲孔形状大小及位置要求,通过机加工制作通孔,通孔的正面投影形状、位置要求与盲孔正面投影相同,机加工完成以后,形成了带通孔的第二云母板;(4)将第一云母纸原材料和单片的第二云母板,按照云母板产品的尺寸要求叠放在一起,放入热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间,将第一云母纸原材料和第二云母板热压形成一个整板,即获得了带盲孔的第三云母板;(5)对第三云母板的外形进行加工,即可得到需要的带盲孔的云母板产品。
6.在上述技术方案中,第一云母板机加工制作通孔的方式包括冲压、激光切割、铣床雕刻等等但不限于这些方式(甚至可以使用化学腐蚀等非机加工的方式实现)。
7.在上述技术方案中,步骤(4)中热压时,热压机可以在一个压层加工一片第三云母板,也可以采用平铺的方式加工多片第三云母板,并且热压机可以一次使用一个压层,也可
以一次使用多个压层。
8.在上述技术方案中,步骤(4)中热压时,在第二云母板的通孔里塞入支撑物一起热压,可以避免鼓包,热压完成以后再将支撑物去掉。
9.本发明带盲孔云母板的制造方法,通过一叠云母纸原材料与另一款带通孔的云母板组合在一起,热压制成带盲孔的云母板。本发明方法简单可靠,适于批量生产,能有效满足市场需求。
附图说明
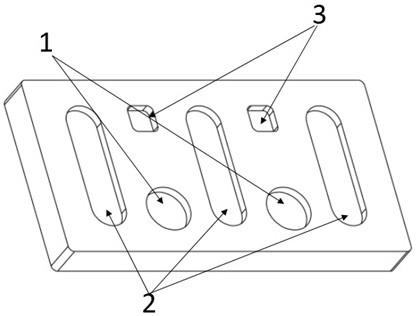
10.图1为带盲孔云母板产品结构示意图。
11.图2为本发明方法的制造流程图。
12.图3为第二云母纸原材料热压形成第一云母板的示意图。
13.图4为第一云母板加工形成第二云母板的示意图。
14.图5为第一云母纸原材料和第二云母板热压形成第三云母板的示意图。
15.图6为第三云母板加工形成云母板产品的示意图。
16.其中:1
‑
第一盲孔,2
‑
第二盲孔,3
‑
第三盲孔。
具体实施方式
17.下面结合具体的实施例对本发明进行详细的说明,但本发明并不限于这些实施例。
18.如图1所示,是一种带盲孔云母板产品结构举例,包含三种不同类型的盲孔,本发明方法提供的制造方法涉及包括但不限于此三种类型的盲孔造型,可以是任意几何形状的盲孔。云母板产品的厚度在0.2到30mm之间,盲孔深度在0.1到29.9mm之间。
实施例
19.如图2所示,本实施例提供一种带盲孔云母板的制造方法,包括以下步骤:(1)根据云母板产品的外形长宽尺寸,将大张的云母纸原材料(云母纸含胶水,胶水被烘干,云母纸厚度在0.01mm到0.15mm之间)按尺寸要求裁切成多张小尺寸的云母纸,注意这个尺寸需要留有合适的余量,便于后面机加工裁切外形。然后根据云母板产品的厚度要求,将多张云母纸堆叠起来,形成第一云母纸原材料和第二云母纸原材料,第一云母纸原材料和第二云母纸原材料的厚度可以相同也可以不同,具体依据云母板产品的规格而定。
20.(2)第二云母纸原材料通过热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间(热压的产品数量多少、云母板的强度等性能要求影响热压时间的长短),热压完成以后形成了第一云母板,形成了有一定厚度的板状结构,如图3所示。第一云母板的厚度等于盲孔的深度。
21.(3)对第一云母板进行机加工处理,根据云母板成品的盲孔形状大小及位置要求,通过机加工的办法制作通孔,通孔的正面投影形状、位置要求与盲孔正面投影相同。第一云母板机加工制作通孔的方式包括冲压、激光切割、铣床雕刻等等但不限于这些方式(甚至可以使用化学腐蚀等非机加工的方式实现)。机加工完成以后,形成了带通孔的第二云母板,如图4所示。
22.(4)将第一云母纸原材料和单片的第二云母板,按照云母板产品的尺寸要求叠放在一起,放入热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间,将第一云母纸原材料和第二云母板热压在一起形成一个整板,即第三云母板,这个第三云母板具有了盲孔形状,如图5所示。需要注意的是,热压时热压机可以在一个压层加工一片第三云母板,也可以采用平铺的方式加工多片第三云母板,并且热压机可以一次使用一个压层,也可以一次使用多个压层。另外,热压时盲孔处由于缺少支撑可能会鼓包,所以可以在第二云母板的通孔里塞入形状匹配的支撑物一起热压,可以避免鼓包,热压完成以后再将支撑物去掉。
23.(5)由于热压后的第三云母板的外形长宽尺寸大于成品长宽尺寸,因此需要对其外形进行加工。通过机加工(包括冲压、激光切割、铣床雕刻等等但不限于这些方式)或者其他的加工方式,对第三云母板的外形进行加工,即可得到设计需要的云母板产品,如图6所示。
24.上述实施例只为说明本发明的技术构思及特点,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化,都应涵盖在本发明的保护范围之内。
25.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
技术特征:
1.一种带盲孔云母板的制造方法,其特征在于该方法包括以下步骤:(1)根据云母板产品的外形长宽尺寸,将大张的云母纸原材料按尺寸要求裁切成多张小尺寸的云母纸,然后根据云母板产品的厚度要求,将多张云母纸堆叠起来,形成第一云母纸原材料和第二云母纸原材料,第一云母纸原材料和第二云母纸原材料的厚度依据成品的规格而定;(2)第二云母纸原材料通过热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间,热压完成以后形成了第一云母板,第一云母板是具有一定厚度的板状结构,厚度等于盲孔的深度;(3)对第一云母板进行机加工,根据云母板产品的盲孔形状大小及位置要求,通过机加工制作通孔,通孔的正面投影形状、位置要求与盲孔正面投影相同,机加工完成以后,形成了带通孔的第二云母板;(4)将第一云母纸原材料和单片的第二云母板,按照云母板产品的尺寸要求叠放在一起,放入热压机热压,热压温度设定在100℃到300℃之间,压力设定在0到40mpa之间,热压时间设定在0.1小时到20小时之间,将第一云母纸原材料和第二云母板热压形成一个整板,即获得了带盲孔的第三云母板;(5)对第三云母板的外形进行加工,即可得到需要的带盲孔的云母板产品。2.根据权利要求1所述的带盲孔云母板的制造方法,其特征在于:第一云母板机加工制作通孔的方式包括冲压、激光切割、或铣床雕刻。3.根据权利要求1所述的带盲孔云母板的制造方法,其特征在于:步骤(4)中热压时,热压机在一个压层加工一片第三云母板,或者采用平铺的方式加工多片第三云母板。4.根据权利要求1所述的带盲孔云母板的制造方法,其特征在于:步骤(4)中热压时,在第二云母板的通孔里塞入支撑物一起热压,热压完成以后再将支撑物去掉。
技术总结
本发明涉及云母材料加工领域,提供一种带盲孔云母板的制造方法,所述制造方法是通过一叠云母纸原材料与另一款带通孔的云母板组合在一起,热压制成带盲孔的云母板。本发明方法简单可靠,适于批量生产,能有效满足市场需求。能有效满足市场需求。能有效满足市场需求。
技术研发人员:潘渡江 吴学领 黎钊 卢智虎
受保护的技术使用者:湖北平安电工科技股份公司
技术研发日:2021.07.04
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。