1.本发明涉及自动控制的技术领域,尤其涉及一种铁水过跨车调度系统。
背景技术:
2.钢铁冶炼的工艺过程中包括铁水运输流程,将铁水从高炉转运至转炉内,实现钢铁炼化的目的。铁水运输过程中,需要在铁水罐里装载铁水,通过铁水过跨车转运铁水罐。先将装载有空铁水罐的铁水过跨车行驶至出铁口处,将高炉内的铁水注入至铁水罐内,接着将铁水过跨车行驶至转炉处,并将铁水罐内的铁水注入至转炉内。
3.铁水运输过程中,操作人员位于调度室内以控制铁水过跨车,车间内则安排有指挥人员负责现场指挥,指挥人员与操作人员通过对讲机进行交流。由于车间内噪音大、铁水飞溅等环境因素,使得指挥人员与操作人员交流不畅,存在操作人员反应不及时,造成生产事故的缺陷。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种铁水过跨车调度系统,包括:预先配置的多条运行轨道,每条所述运行轨道上运行有至少一铁水过跨车,沿每条所述运行轨道配置有所述铁水过跨车的多个运行节点;所述铁水过跨车调度系统包括:
5.多个定位模块,分别安装于各所述铁水过跨车上,用于检测对应的所述铁水过跨车的实时位置信息;
6.状态获取模块,用于获取各所述铁水过跨车的实时运行状态;
7.调度中心,分别连接于所述定位模块和状态获取模块,包括:
8.队列生成模块,用于根据获取的生产计划、所述实时运行状态以及所述实时位置信息,将各所述铁水过跨车加入一初始任务队列,以控制各所述铁水过跨车根据初始任务队列运行;
9.时间预测模块,连接所述队列生成模块,用于在每辆所述铁水过跨车运行至下一个所述运行节点前,将所述实时位置信息和上一所述运行节点间的一实际运行时间输入至一预先训练得到的时间预测模型处理得到一预测时间;
10.调度处理模块,连接所述时间预测模块,用于在各所述铁水过跨车运行过程中,根据所述预测时间、所述实时运行状态和所述实时位置信息对预先生成的一初始任务队列进行实时调整并输出一实时任务队列,以根据所述实时任务队列调度各所述铁水过跨车。
11.优选的,所述定位模块包括:
12.位移采集单元,用于实时采集所述铁水过跨车的运行位移;
13.第一定位单元,连接所述位移采集单元,用于根据预先获取的各所述运行节点之间的间距以及所述运行位移处理得到所述实时位置信息。
14.优选的,所述位移采集单元包括:
15.同步齿轮,包括相互啮合的一主动齿轮和一从动齿轮,所述主动齿轮由一减速机
驱动发生转动并驱动所述从动齿轮随之转动,进而所述从动齿轮输出一脉冲;
16.编码器,与所述从动齿轮同轴设置,用于接收所述脉冲并对所述脉冲进行计数得到一脉冲数;
17.控制器,连接所述编码器,用于根据所述脉冲数以及预先获取得到的所述主动齿轮与所述从动齿轮的齿轮比处理得到所述铁水过跨车的所述运行位移。
18.优选的,所述定位模块还包括:
19.存储单元,用于保存预先配置的至少一负荷区间,每个所述负荷区间关联一滑动补偿值;
20.位置补偿单元,连接存储单元,用于获取所述铁水过跨车的实时负荷,于所述存储单元中匹配得到所述实时负荷所属的所述负荷区间并输出所述负荷区间关联的所述滑动补偿值;
21.第二定位单元,分别连接所述位置补偿单元和所述第一定位单元,用于根据所述实时位置信息和所述滑动补偿值处理得到一制动信号,以控制所述铁水过跨车准确停在相应的所述运行节点。
22.优选的,所述运行节点包括:接铁节点和吊装节点;
23.则所述预测时间包括:
24.所述铁水过跨车在所述接铁节点完成接铁任务所需的一接铁完成时间,所述铁水过跨车离开所述接铁节点至到达所述吊装节点的一到达炼钢时间,所述铁水过跨车从所述吊装节点返回至所述接铁节点的一最晚返回时间。
25.优选的,所述接铁节点设置有一重量检测模块,连接所述调度处理模块,用于在所述铁水过跨车在完成所述接铁任务后采集所述铁水过跨车装载的一铁水罐的重量得到一重量检测结果,并在所述重量检测结果小于一预设的标准重量值时输出一调度信号;
26.则所述调度处理模块,根据各个所述铁水过跨车的所述实时位置信息调配所述铁水过跨车。
27.优选的,所述调度中心还包括一人工调度模块,用于接收所述调度信号以提醒调度人员,以及接收所述调度人员输入的一人工调度指令对所述实时任务队列进行调整;
28.所述人工调度模块的处理优先级高于所述调度处理模块的处理优先级。
29.优选的,还包括一数据库,连接所述调度中心,所述调度中心还包括:
30.记录单元,用于针对每个所述铁水过跨车,根据所述实时位置信息记录所述铁水过跨车在各所述运行节点间的所述实际运行时间,并将所述实时位置信息和对应的所述实际运行时间作为训练数据存储至所述数据库;
31.优化单元,用于根据所述训练数据训练得到一更新模型,并将所述更新模型作为所述时间预测模型进行存储。
32.优选的,所述铁水过跨车上设置有一视觉识别模块,所述视觉识别模块实时采集所述运行轨道上的图像信息,所述调度中心接收所述图像信息处理获得一轨道状态信息,并在所述轨道状态信息表示所述运行轨道上存在一障碍物时,将对应的所述铁水过跨车从所述实时任务队列中剔除,对应的所述铁水过跨车停止作业。
33.上述技术方案具有如下优点或有益效果:
34.(1)、通过铁水过跨车调度系统控制铁水过跨车的运行,解决指挥人员与操作人员
交流不畅的问题,降低铁水运输过程中发生生产事故的几率。
35.(2)、实现铁水过跨车自动行驶的效果,即使车间内噪音大、铁水飞溅等作业环境恶劣,铁水过跨车也能自动作业,减少环境因素对铁水过跨车作业效率的影响。
36.(3)、通过定位模块对铁水过跨车的位置进行修正,一方面,提高了铁水过跨车的定位精度,另一方面,由于铁水过跨车调度系统实现了自动调度铁水过跨车的效果,减少了人为干预铁水过跨车作业的情况,降低了因操作人员误操作而导致生产事故的几率,还减少了现场指挥人员和调度室操作人员的数量,减少人力耗费。
37.(4)、调度处理模块基于时间预测模型对铁水过跨车的实时任务队列进行调整,减少生产过程中因等待前车而增加耗费的时间,提高铁水流转的效率,减少了铁水流转过程中的温度损耗,进一步地提高了生产效率。
附图说明
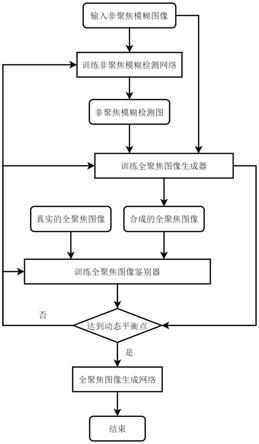
38.图1为本发明的较佳的实施例中,铁水过跨车调度系统的控制原理图;
具体实施方式
39.下面结合附图和具体实施例对本发明进行详细说明。本发明并不限定于该实施方式,只要符合本发明的主旨,则其他实施方式也可以属于本发明的范畴。
40.本发明的较佳的实施例中,基于现有技术中存在的上述问题,现提供一种铁水过跨车调度系统1,参照图1,包括:预先配置的多条运行轨道,每条运行轨道上运行有至少一铁水过跨车,沿每条运行轨道配置有铁水过跨车的多个运行节点;
41.铁水过跨车调度系统1包括:
42.多个定位模块2,分别安装于各铁水过跨车上,用于检测对应的铁水过跨车的实时位置信息;
43.状态获取模块3,用于获取各铁水过跨车的实时运行状态;
44.调度中心4,分别连接于定位模块2和状态获取模块3,包括:
45.队列生成模块41,用于根据获取的生产计划、实时运行状态以及实时位置信息,将各铁水过跨车加入一初始任务队列,以控制各铁水过跨车根据初始任务队列运行;
46.时间预测模块42,连接队列生成模块41,用于在每辆铁水过跨车运行至下一个运行节点前,将实时运行状态和实时位置信息输入至一预先训练得到的第一预测模型处理,得到一预测时间;
47.调度处理模块43,连接时间预测模块42,用于在各铁水过跨车运行过程中,根据预测时间、实时运行状态和实时位置信息对预先生成的一初始任务队列进行实时调整并输出一实时任务队列,以根据实时任务队列调度各铁水过跨车。
48.具体地,本实施例中,铁水过跨车调度系统1对铁水过跨车进行路径规划,通过实时任务队列调配铁水过跨车,以减少生产过程中人工控制铁水过跨车耗时费力的情况,提高铁水流转的效率,减少了铁水在流转过程中的温度损耗,减少因铁水温度未达到炼钢标准而需要返工的情况。
49.其中,调度处理模块43基于时间预测模型对铁水过跨车到达不同运行节点所需的时间进行分析,并借助调度算法获取铁水过跨车耗时最少的作业路径,而后借助决策算法
对实时任务队列按照耗时的长短进行队列排序获得一排序信息,并将排序信息整合后输出最优的实时任务队列,并根据实时任务队列控制铁水过跨车的作业路径。
50.铁水过跨车调度系统1控制各个铁水过跨车运行的具体步骤如下:
51.步骤1,首先,调度室操作人员在调度处理模块43预先输入生产计划;
52.步骤2,状态获取模块3采集铁水过跨车的实时位置信息以及当前运行状态,具体地,运行状态用于判断铁水过跨车是否处于故障状态或正常可作业状态,实时位置信息则用于表达铁水过跨车于运行轨道上的具体位置;
53.步骤3,队列生成模块41根据预先输入的生产计划、实时运行状态以及实时位置信息生成初始任务队列,具体地,初始任务队列依据“先来先服务/先进先出”的原则;
54.步骤4,铁水过跨车运行过程中,时间预测模块42对每辆铁水过跨车进行时间预测,以获得每辆铁水过跨车从当前位置抵达下一运行节点所需要的时间,同时,定位模块2以及状态获取模块3实时获取铁水过跨车的实时位置信息以及实时运行状态;
55.步骤5,每辆铁水过跨车运行到下一节点时,调度调度模块则根据铁水过跨车的实时位置信息、实时运行状态以及预测时间处理得到实时任务队列,实时任务队列替换初始任务队列以调整每辆铁水过跨车的作业路径。
56.具体地,作业现场至少设置有两条供铁水过跨车行进的运行轨道,每条运行轨道上至少有两辆铁水过跨车同时运行,通过铁水过跨车调度系统1生成一初始任务队列以控制铁水过跨车有序进行接铁、运铁作业,并根据预测时间、铁水过跨车的实时位置信息以及实时运行状态输出实时任务队列,进而实现对铁水过跨车的实时调控。
57.此外,铁水过跨车调度系统1采用冗余的通信方式,以保障通讯畅通,提高铁水过跨车调度系统1的可靠性。
58.本发明的较佳的实施例中,定位模块2包括:
59.位移采集单元21,用于实时采集铁水过跨车的运行位移;
60.第一定位单元24,连接位移采集单元21,用于根据预先获取的各运行节点之间的间距以及运行位移处理得到实时位置信息。
61.具体地,本实施例中,通过位移采集单元21、第一定位单元24,获取铁水过跨车的实时位置信息。实时位置信息除了输出至调度中心4外,还传输至一人机交互界面,供位于调度室内的操作人员实时监控铁水过跨车的位置,操作人员还可通过人机交互界面人工控制铁水过跨车的运行,进行半自动、手动作业的状态切换。
62.通过设置于每辆铁水过跨车上的定位模块2实现对铁水过跨车的精准定位,提高了铁水过跨车调度系统1的可靠性以及准确性,降低各个铁水过跨车运行过程中发生互相撞车的几率,减少了安全事故的发生。
63.本发明的较佳的实施例中,位移采集单元21包括:
64.同步齿轮211,包括相互啮合的一主动齿轮和一从动齿轮,主动齿轮由一减速机驱动发生转动并驱动从动齿轮随之转动,进而从动齿轮输出一脉冲;
65.编码器212,与从动齿轮同轴设置,用于接收脉冲并对脉冲进行计数得到一脉冲数;
66.控制器213,连接于编码器212,用于接收脉冲数并结合主动齿轮与从动齿轮的齿轮比处理得到铁水过跨车的运行位移。
67.具体地,本实施例中,铁水过跨车包括轮毂、驱动轮毂转动的驱动装置,驱动装置包括主电机、减速机,运行过程中,通过主电机与减速机配合控制铁水过跨车的启动与停止。
68.主动齿轮同轴设置于减速机的传动轴上,从动齿轮则同轴设置于编码器212的轴上,且主动齿轮与从动齿轮相啮合。铁水过跨车运行时,主动齿轮由减速机驱动发生转动并驱动从动齿轮随之转动。从动齿轮转动时,编码器212的轴随之转动并输出脉冲数,而后控制器213根据预先获取的主动齿轮以及从动齿轮的齿轮比计算获得铁水过跨车的运行位移,运行位移供定位模块2计算实时位置信息。
69.本发明的较佳的实施例中,定位模块2还包括:
70.存储单元22,用于保存预先配置的至少一负荷区间,每个负荷区间关联一滑动补偿值;
71.位置补偿单元23,连接存储单元22,用于获取铁水过跨车的实时负荷,于存储单元22中匹配得到实时负荷所属的负荷区间并输出负荷区间关联的滑动补偿值;
72.第二定位单元25,分别连接位置补偿单元23和第一定位单元24,用于根据实时位置信息和滑动补偿值处理得到一制动信号,以控制铁水过跨车准确停在相应的运行节点。
73.具体地,本实施例中,铁水过跨车具有高速运行状态和低速运行状态,正常运行时,铁水过跨车以预设的一恒定速度运行,则铁水过跨车的实时负荷区间对应一滑动补偿值。
74.滑动补偿值即铁水过跨车从制动开始到完全停止所经过的位移量。
75.当铁水过跨车制动至完全停止后,偏离于目标的运行节点时,第二定位单元25根据实时位置信息控制铁水过跨车重新启动并以低速模式运行,使得铁水过跨车最终能准确制动于目标的运行节点处。
76.本发明的较佳的实施例中,运行节点包括:接铁节点和吊装节点;则预测时间包括:
77.铁水过跨车在接铁节点完成接铁任务所需的一接铁完成时间,铁水过跨车离开接铁节点至到达吊装节点的一到达炼钢时间,铁水过跨车从吊装节点返回至接铁节点的一最晚返回时间。
78.具体地,本实施例中,每辆铁水过跨车到达接铁节点以及吊装节点时,分别进行时间预测,并获取对应的三个预测时间,调度处理模块43则根据铁水过跨车对应的预测时间、实时位置信息、实时运行状态来调整铁水过跨车的实时任务队列,进而提高铁水过跨车的运铁效率。
79.其中,时间预测模块42包括时间预测模型,时间预测模型由神经网络经过通过预置的大量数据训练获得。通过向时间预测模型输入铁水过跨车的实时位置信息以及上一运行节点间的实际运行时间,输出对应预测时间。
80.建立铁水过跨车运行时间预测模型时,预先获取大量的铁水过跨车的运行数据,然后对数据分类、清洗、标记、分析。根据数据分析的结果,把铁水过跨车的运行状态分为:等待接铁、接铁中、运输、炼钢等待、加废钢、返回六个状态,根据六个状态划分为三个预测时间,即接铁中对应的接铁完成时间、运输对应的到达炼钢时间、返回对应的最晚返回时间。
81.然后将一端到端开源机器学习平台作为后端,构建卷积神经网络,经过大量的训练,生成一个铁水过跨车运行时间预测模型。
82.每当一辆铁水过跨车的进入一个新的运行状态时,时间预测模型对进入新的运行状态的铁水过跨车完成当前状态所需的时间以及同一运行轨道上的其他铁水过跨车到达下一状态所需的时间进行预测,而后调度处理模块43根据预测结果、铁水过跨车的实时位置信息、铁水过跨车的实时运行状态生成铁水过跨车的实时任务队列,对铁水过跨车进行整体调配。
83.本发明的较佳的实施例中,接铁节点设置有一重量检测模块5,连接调度处理模块43,用于在铁水过跨车在完成接铁任务后采集铁水过跨车装载的一铁水罐的重量得到一重量检测结果,并在重量检测结果小于一预设的标准重量值时输出一调度信号;
84.则调度处理模块43,根据各个铁水过跨车的实时位置信息调配铁水过跨车。
85.具体地,本实施例中,重量检测模块5为一秤台,当铁水过跨车完成接铁任务后,重量检测模块5检测到铁水过跨车并驱动秤台对铁水过跨车进行一次重量称量,获得重量检测结果。当重量检测结果显示铁水过跨车未达到指定的满载铁水时的质量时,重量检测模块5输出调度信号,调度处理模块43根据各个铁水过跨车的实时位置信息调整实时任务队列,以控制铁水过跨车于接铁节点等待下一次出铁或将未载满铁水的铁水罐转移至后车,转移了铁水罐的铁水过跨车则依据实时任务队列继续运行至下一节点,且不执行向转炉内倒入铁水的任务。
86.本发明较佳的实施例中,调度中心4还包括一人工调度模块46,用于接收调度信号以提醒调度人员,以及接收调度人员输入的一人工调度指令对实时任务队列进行调整;
87.人工调度模块46的处理优先级高于调度处理模块43的处理优先级。
88.具体地,本实施例中,人工调度模块46增加了调度人员对铁水过跨车的控制途径,调度人员可通过人工调度指令调整实时任务队列,为人工调整实时任务队列提供了便利。
89.本发明较佳的实施例中,还包括一数据库6,连接调度中心4,调度中心4还包括:
90.记录单元44,用于针对每个铁水过跨车,根据实时位置信息记录铁水过跨车在各运行节点间的实际运行时间,并将实时位置信息和对应的实际运行时间作为训练数据存储至数据库6;
91.优化单元45,用于根据训练数据训练得到一更新模型,并将更新模型作为时间预测模型进行存储。
92.具体地,本实施例中,记录单元44用于存储铁水过跨车于各个运行节点之间的实际运行时间,为时间预测模型的更新以及优化提供保障。
93.将更新模型作为时间预测模型进行存储,起到优化时间预测模型的作用,提高了时间预测模型的学习能力,根据铁水过跨车的实际运行时间输出更加准确的预测时间,使得调度处理模块43生成的实时任务队列更符合铁水过跨车作业时的实情。
94.本发明较佳的实施例中,铁水过跨车上设置有一视觉识别模块7,视觉识别模块7实时采集运行轨道上的图像信息,调度中心4接收图像信息处理获得一轨道状态信息,并在轨道状态信息表示运行轨道上存在一障碍物时,将对应的铁水过跨车从实时任务队列中剔除,对应的铁水过跨车停止作业。
95.具体地,本实施例中,视觉识别模块7用于辨别铁水过跨车的运行路径上是否存在
障碍物,当运行轨道上存在障碍物时,存在铁水过跨车与障碍物之间发生碰撞的情况,由于铁水过跨车上装载有铁水罐,且铁水罐内可能装载有铁水,则碰撞时间可能导致铁水罐侧翻,导致安全事故,存在安全隐患。
96.通过视觉识别模块7向调度中心4反馈轨道状态信息,当铁水过跨车对应的运行轨道上存在障碍物时,将对应的铁水过跨车从实时任务队列中剔除,即对对应的铁水过跨车进行停车处理,待运行轨道上的障碍物排除后,调度人员输入人工调度指令,将停车处理的铁水过跨车重新加入实时任务队列。
97.具体地,本实施例中,调度处理模块43采用决策算法,通过对若干任务队列进行选择,而后择出最优解后将输出传递至下一个时间段。决策算法基于遗传算法并与时间预测模型配合,用于针对铁水流转的铁水过跨车调度问题进行求最优解。
98.系统开始运行后,先根据生产计划遵循先来先服务/先进先出的原则生成初始任务队列。
99.初始化后,调度处理模块43根据铁水过跨车到达下一节点对应的预测时间、实时位置信息以及实时运行状态,随即生成个任务队列,以时间为基准,最短时间为原则,对个队列进行适应度排序。而铁水过跨车从当前运行节点到达下一运行节点过程中,插入交叉算子以及变异算子,变异算子作用于个任务队列后,通过变异运算得到下一代任务队列并传递至下一次铁水过跨车状态改变后的运算中,权重值在不断的更新变化中,取一段时间内权值做加权平均,得到的解传递到下一时间段,继续求解。以此类推不断的更新迭代直到函数收敛,然后停止迭代。在迭代过程中,加入变异算子,例如生产过程中的一些干扰因素等,最终生成实时任务队列以控制各个铁水过跨车的运行。具体的,铁水过跨车由接铁节点至吊装节点的运行步骤如下:
100.步骤一,各个铁水过跨车根据初始任务队列开始运行,预设铁水过跨车的下一运行节点为接铁节点,到达下一运行节点前,第二定位单元25输出制动信号,控制铁水过跨车准确停在接铁节点;
101.步骤二,接铁节点按照一预先设定的时间产出铁水,铁水过跨车接收铁水,铁水过跨车开始接铁时,作业状态发生变化,此时时间预测模块42预测当前铁水过跨车的接铁完成时间,并对其他运行轨道上的其他铁水过跨车的当前作业状态时间进行预测,经决策算法处理后决策出铁水过跨车的下一动作;
102.步骤三,铁水过跨车接收铁水完毕后,铁水过跨车的作业状态发生变化,时间预测模块42对铁水过跨车到达下一作业位置的时间,即到达炼钢时间进行预测,如到达炼钢时间不大于上一运行周期存储的实际到达炼钢时间时,调度处理模块43则控制铁水过跨车继续前往吊装节点进行吊装作业,若到达炼钢时间大于上一运行周期存储的实际到达炼钢时间时,调度处理模块43则通过决策算法并根据铁水过跨车的实时位置信息、实时运行状态以及预测时间对实时任务队列进行更新,调整对应的铁水过跨车的下一任务;
103.步骤四,第二定位单元25控制铁水过跨车准确制动于吊装节点并等待吊装;
104.步骤五,时间预测模块42预测铁水过跨车从吊装节点返回至接铁节点所需的最晚返回时间,当预测得到的最晚返回时间不大于上一运行周期存储的实际最晚返回时间时,铁水过跨车继续执行下一任务,从吊装节点返回接铁节点以等待接铁,若预测得到的最晚返回时间大于上一运行周期存储的实际最晚返回时间时,调度处理模块43通过决策算法并
根据铁水过跨车的实时位置信息、实时运行状态以及预测时间生成新的实时任务队列,调整对应的铁水过跨车的下一任务;
105.本实施例中,接铁节点与吊装节点之间设置有罐号检测位以及开/合盖位。
106.当铁水过跨车完成接铁后,先于罐号检测位通过扫描设备核验铁水罐上预先设置的罐号,如未检测到罐号则请求人工输入,起到追踪铁水罐的作用;
107.而后铁水过跨车于开/合盖位进行合上罐盖的操作。
108.另外,在开/合盖位与吊装节点之间还设置有检化验位,一取样人员于检化验位对铁水罐内的铁水进行取样,以便检测铁水质量。与铁水过跨车从接铁节点前往吊装节点时的步骤不同的是,在铁水过
109.跨车从吊装节点返回至接铁节点的过程中:
110.铁水过跨车装载空的铁水罐从吊装节点出发。当铁水过跨车运行至检化验位时,通过扫描设备检测铁水罐的罐号,如未检测到铁水罐的罐号则请求人工输入;当铁水过跨车到达位于检化验位与开/合盖位之间的一废钢位时,根据是否有添加废钢计划控制铁水过跨车等待添加废钢或不进行添加废钢,而前往开/合盖位;待铁水过跨车到达开/合盖位时,进行打开罐盖的动作;而后铁水过跨车到达接铁节点执行接铁任务。
111.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。